3
MANUALE DI ISTRUZIONI PER TORCE PLASMA CEBORA CP-162C
Prima di utilizzare questa torcia, leggere attentamente il
presente manuale.
Questa torcia è costruita in stretta osservanza delle
prescrizioni in materia di sicurezza contenute nella
norma IEC 60974-7. In osservanza a quanto prescritto
da tali norme, la CEBORA SPA dichiara che questa
torcia si deve utilizzare solo con generatori CEBORA.
I ricambi ed i particolari di consumo sono parti
integrali della torcia, pertanto la CEBORA considera
manomissione della stessa l'utilizzo di particolari
NON ORIGINALI e declina quindi, in conformità
allo spirito della norma stessa, ogni responsabilità,
comprese quelle previste dal contratto di garanzia.
Qualsiasi uso non descritto, è da considerarsi NON
AMMESSO.
La messa in funzione, l'uso e la manutenzione vanno
Attenersi inoltre alle norme antinfortunistiche vigenti.
1 - PREMESSA
Questa torcia, progettata per il taglio di materiali
elettroconduttori (metalli e leghe) mediante il
procedimento ad arco plasma, utilizza aria come gas
plasma e di raffreddamento.
Il taglio ad "ARCO PLASMA" avviene per l'alta temperatura
generata da un arco elettrico concentrato, quindi
possono innescarsi situazioni altamente pericolose.
E' indispensabile pertanto tenere nella massima
considerazione il capitolo riguardante le PRECAUZIONI
DI SICUREZZA descritto nel manuale del generatore al
quale è collegata la torcia.
Non è previsto, inoltre, che le torce debbano funzionare
sotto la pioggia o neve o in condizioni equivalenti.
Il presente manuale deve essere conservato con cura,
in un luogo noto all'operatore. Dovrà essere consultato
ogni volta che vi sono dubbi, dovrà seguire tutta la vita
operativa della macchina e dovrà essere impiegato per
l'ordinazione delle parti di ricambio.
2 DATI TECNICI
Corrente di taglio massima I2 = 160 A
Fattore di servizio X = 100% con I2 = 125 A.
Fattore di servizio X = 60% con I2 = 160 A.
Pressione di lavoro con cavo 6 m = 5,5 bar (0,55 MPa).
Pressione di lavoro con cavo 15 m = 6,0 bar (0,60 MPa).
Portata aria totale = 250 litri/minuto.
3 ACCESSORI E PARTI DI CONSUMO
4 SICUREZZA
Questa torcia è provvista di una sicurezza elettrica, posta
sul corpo torcia, per evitare chevi siano tensioni pericolose
quando si sostituiscono l'ugello, l'elettrodo, il diffusore
o il portaugello. E’ conforme alla norma IEC 60974-7 la
quale prescrive che l'ugello, posto verticalmente su un
piano orizzontale, essendo parte in tensione, non possa
essere toccato dal dito di prova convenzionale, le cui
caratteristiche sono indicate dalla norma stessa.
5 MANUTENZIONE TORCIA
Togliere sempre l'alimentazione alla macchina prima di
ogni intervento.
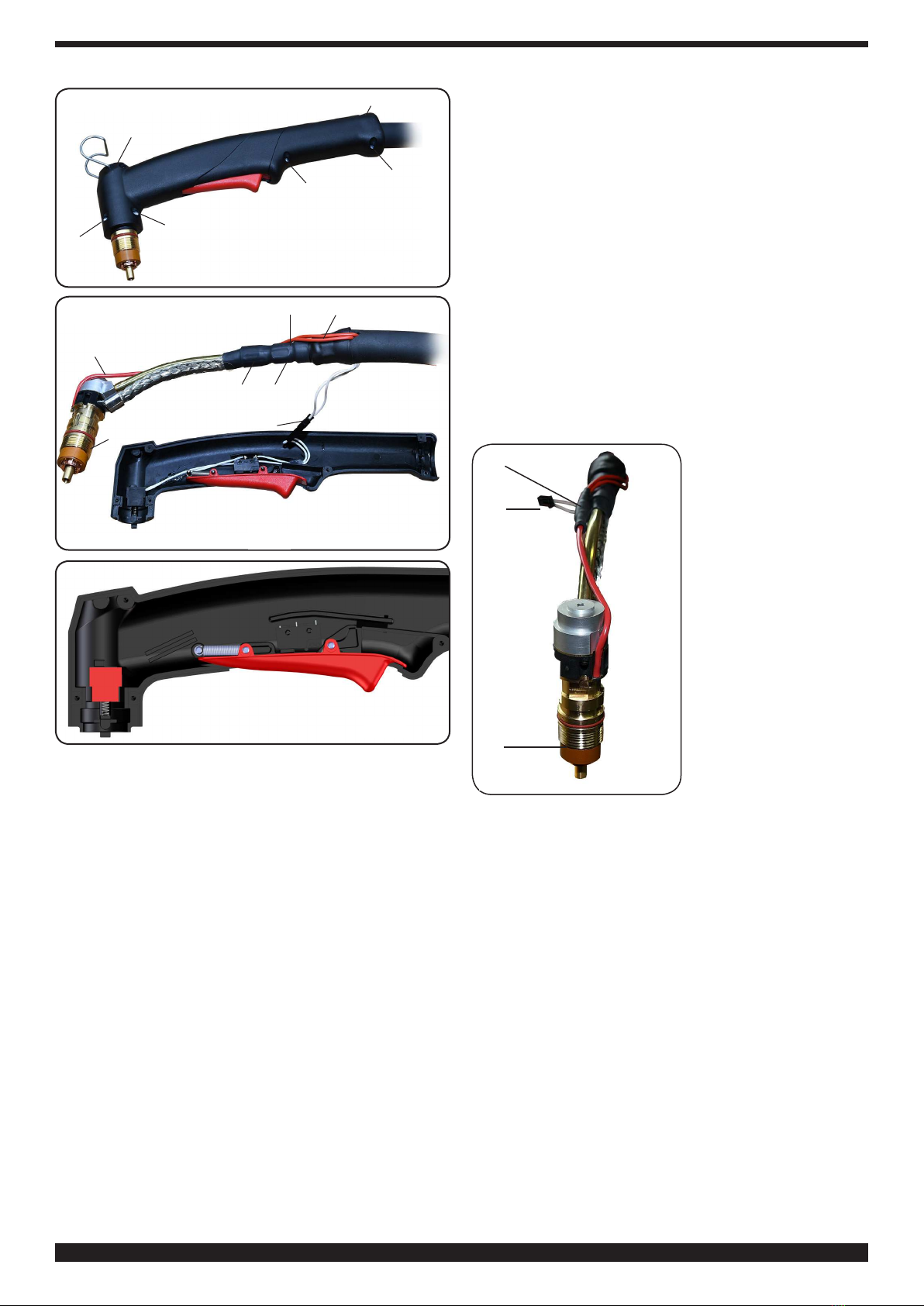
5.1 SOSTITUZIONE DEI CONSUMABILI
C
B
E
D
Fig. 2
F
In riferimento alla Fig.2 , i
particolari soggetti ad usura
sono: l'elettrodo C, il diffusore
B, l'ugello Ee la protezione
ugello F. Questi devono
essere sostituiti dopo aver
svitato il portaugello D.
L'e l e t t r o d o Cdeve essere
sostituito quando presenta
un cratere al centro profondo
circa 1,5 mm.
ATTENZIONE: per svitare
l'elettrodo non esercitare
sforzi improvvisi ma
applicare una forza
L'elettrodo nuovo deve
essere avvitato nella sede e bloccato senza stringere a
fondo.
L' u g e l l o Eva sostituito quando presenta il foro centrale
rovinato oppure allargato rispetto a quello del particolare
nuovo. Una ritardata sostituzione dell'elettrodo e
dell'ugello provoca un eccessivo riscaldamento delle
parti che può pregiudicare la durata del diffusore B.
Assicurarsi che, dopo la sostituzione, il portaugello Dsia
ATTENZIONE: avvitare il portaugello Dsul corpo
torcia solo con l'elettrodo C, il diffusore Be l'ugello E
montati. La mancanza di tali particolari compromette
il funzionamento dell'apparecchio ed in particolare la
sicurezza dell'operatore.
5.2 SOSTITUZIONE DELLA TORCIA
Le macchine con marchio S, progettate per lavorare in
ambienti a rischio accresciuto, sono provviste di una
protezione che obbliga l'uso di un utensile per montare e
smontare la torcia.