Page 2 For technical questions, please call 1-888-866-5797. Item 38470
Technical Specifications
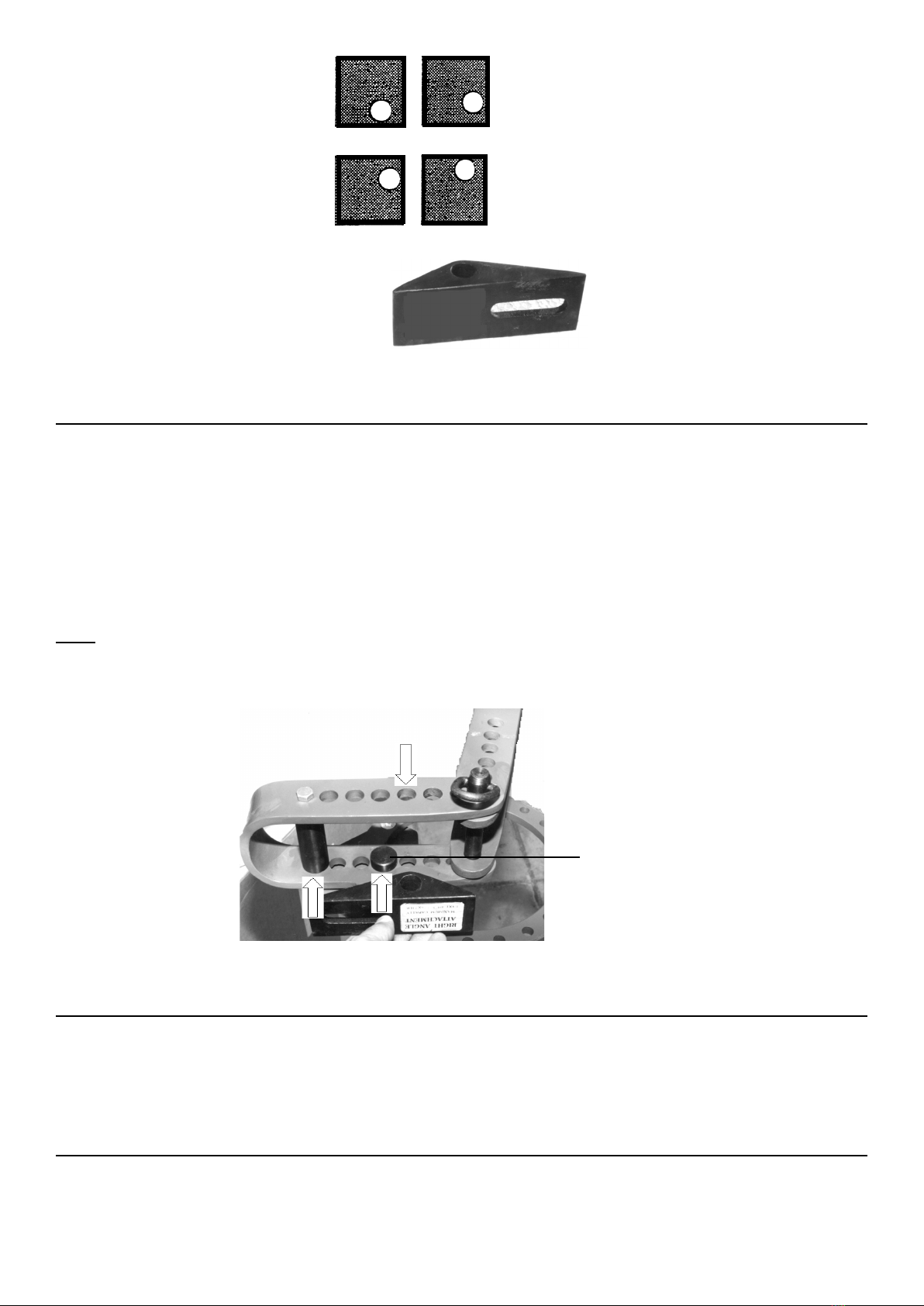
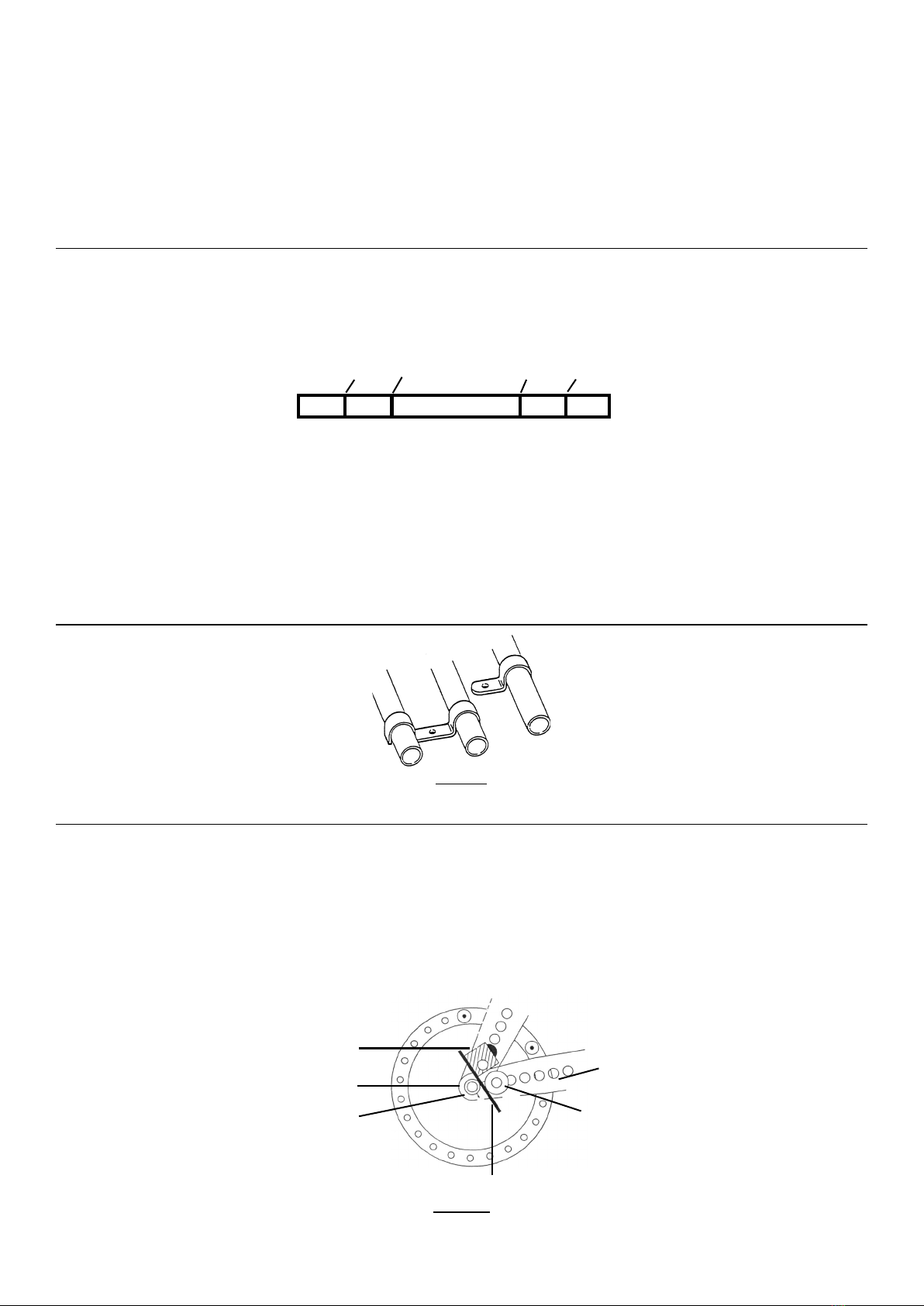
Tool Name: Compact Bender-Floor
Item Number: 38470
Dimensions: 10-1/8″Wx39-3/4″Hx35-3/4″L
Stand: .325″Steel
Mounting Holes: (4) ½”
Max.WidthofStock: 1-15/16″
Max.StockThickness: 5/16″
Max.BarStockDiameter: 5/8″
Dies: 1″,1-1/4″,1-1/2″,1-3/4″,2″,2-1/2″,3″
Tool Weight: 44 lb
Safety Warnings and Precautions
WARNING: When using tool, basic safety precautions should always be
followed to reduce the risk of personal injury and damage to equipment.
Read all instructions before using this product!
1. Avoid working alone. If an accident happens, an assistant can bring help.
2. Keep work area clean. Cluttered areas invite injuries.
3. Observe work area conditions. Keep work area well lighted.
4. Keep children away. Children must never be allowed in the work area. Do
not let them handle machines, tools, or extension cords.
5. Store idle equipment. When not in use, tools must be stored in a dry location to
inhibit rust. Always lock up tools and keep out of reach of children.
6. Dress properly. Do not wear loose clothing or jewelry as they can be caught in
moving parts. Protective, electrically nonconductive clothes and nonskid footwear are
recommended when working. Wear restrictive hair covering to contain long hair.
7. Use eye and ear protection. Always wear ANSI approved impact safety goggles.
8. Do not overreach. Keep proper footing and balance at all times.
9. Use the right tool for the job. Do not attempt to force a small tool or attachment to do the work
of a larger industrial tool. There are certain applications for which this tool was designed. Do
not modify this tool and do not use this tool for a purpose for which it was not intended.
10. Stay alert. Watch what you are doing, use common sense. Do not operate any tool when you are tired.
11. Check for damaged parts. Before using any tool, any part that appears damaged should be
carefully checked to determine that it will operate properly and perform its intended function. Check for
alignment and binding of moving parts; any broken parts or mounting fixtures; and any other condition
that may affect proper operation. Any part that is damaged should be properly repaired or replaced
by a qualified technician. Do not use the tool if any switch does not turn On and Off properly.
12. Replacement parts and accessories. When servicing, use only identical replacement
parts. Use of any other parts will void the warranty. Only use accessories intended for use
with this tool. Approved accessories are available from Harbor Freight Tools.
13. Do not operate tool if under the influence of alcohol or drugs. Read warning
labels on prescriptions to determine if your judgment or reflexes are impaired
while taking drugs. If there is any doubt, do not operate the tool.
14. Maintenance. For your safety, maintenance should be performed regularly by a qualified technician.