CEVIK PRO CE-PROMIG 200 User manual

1

2
SECCIÓN
PÁG.
SECCIÓN
PÁG.
1. Introducción.
3
1. Introdução
22
2. Características.
3
2. Caracteristicas
22
3. Principios de funcionamiento.
3
3.Princípios operacionais.
22
4. Descripción de los elementos.
4
4. Descrição dos elementos.
23
5. Normas generales de seguridad.
5
5. Normas gerais de segurança.
24
6. Normas específicas de seguridad.
7
6. Normas específicas de segurança.
26
7. Especificaciones técnicas.
10
7. Especificações técnicas.
29
8. Instalación y puesta en marcha.
11
8. Instalação e arranque.
30
9. Controles y funcionamiento.
14
9. Controles e operação.
33
10. Mantenimiento.
18
10. Manutenção.
37
11. Comprobaciones diarias.
18
11. Verificações diárias.
37
12. Garantía.
20
12. Garantia.
39
13. Protección del medio ambiente.
21
13. Protecção do ambiente.
40
14. Despiece.
79
14. Vista explodida
79
15. Lista de componentes.
80
15. Lista de componentes.
80
16. Declaración UE de conformidad.
81
16. Declaração UE de conformidade.
81
Lea atentamente el manual completo antes de
intentar usar esta máquina. Asegúrese de prestar
atención a todas las advertencias y las precauciones a
lo largo de este manual.
Leia atentamente o manual completo antes de
intentar usar esta ferramenta. Assegure-se de prestar
atenção a todas as advertências e às precauções ao
longo deste manual.
SECTION
PAGE
SECTION
PAGE
1. Introduction
41
1. Introduction.
60
2. Caractéristiques
41
2. Features.
60
3. Principes de fonctionnement.
41
3. Principles of operation.
60
4. Description des éléments.
42
4. Description of the elements.
60
5. Règles générales de sécurité.
43
5. General safety rules.
62
6. Règles de sécurité spécifiques.
45
6. Specific safety rules.
64
7. Spécifications techniques.
48
7. Technical specifications.
67
8. Installation et mise en service.
49
8. Installation and start up.
67
9. Commandes et fonctionnement.
52
9. Controls and operation.
70
10. Maintenance.
56
10. Maintenance.
75
11. Contrôles quotidiens.
56
11. Daily checks.
75
12. Garantie.
58
12. Warranty.
77
13. Protection de l'environnement.
59
13. Environmental protection.
78
14. Vue éclatée
79
14. Exploded view
79
15. Liste des composants.
80
15 Parts list.
80
16. Déclaration de conformité UE.
81
16. EU declaration of conformity.
81
Lisez attentivement le manuel dans son intégralité
avant d’essayer d’utiliser cette machine. Veillez à
respecter toutes les mises en garde et précautions
indiquées tout au long de ce manuel.
Read the entire manual carefully before attempting to
use this machine. Make sure to pay attention to all
warnings and precautions throughout this manual.
3
Agradecemos la confianza depositada en nuestra marca y esperamos que el equipo de soldar que acaba
de adquirir le sea de gran utilidad. Su máquina tiene muchas características que harán su trabajo más
rápido y fácil. Seguridad, comodidad, confiabilidad fueron tenidos como prioridad para el diseño de esta
herramienta, que hace fácil el mantenimiento y la operación.
•Tecnología inverter IGBT, control de corriente, alta calidad, rendimiento estable.
•Circuito de retroalimentación cerrado, salida de voltaje invariable, gran capacidad ante
variaciones de la tensión de entrada hasta ± 15%.
•Control del flujo de electrones, soldadura estable, poca salpicadura, baño de fundición profundo,
excelente forma del cordón de soldadura.
•La tensión de soldadura puede preestablecerse, y el voltímetro muestra el valor de la tensión
cuando no se está soldando.
•Tanto la corriente como la tensión de soldadura se pueden observar al mismo tiempo.
•El tiempo del postquemador es ajustable.
•Alimentación lenta del hilo durante el arranque del arco, retira la bola de fusión después de
soldar, arranque seguro del arco.
•La parte de alimentación del hilo está separada de la máquina de soldar. Amplio rango de
operación de soldadura.
•Pequeña, ligera, fácil de operar, económica, práctica.
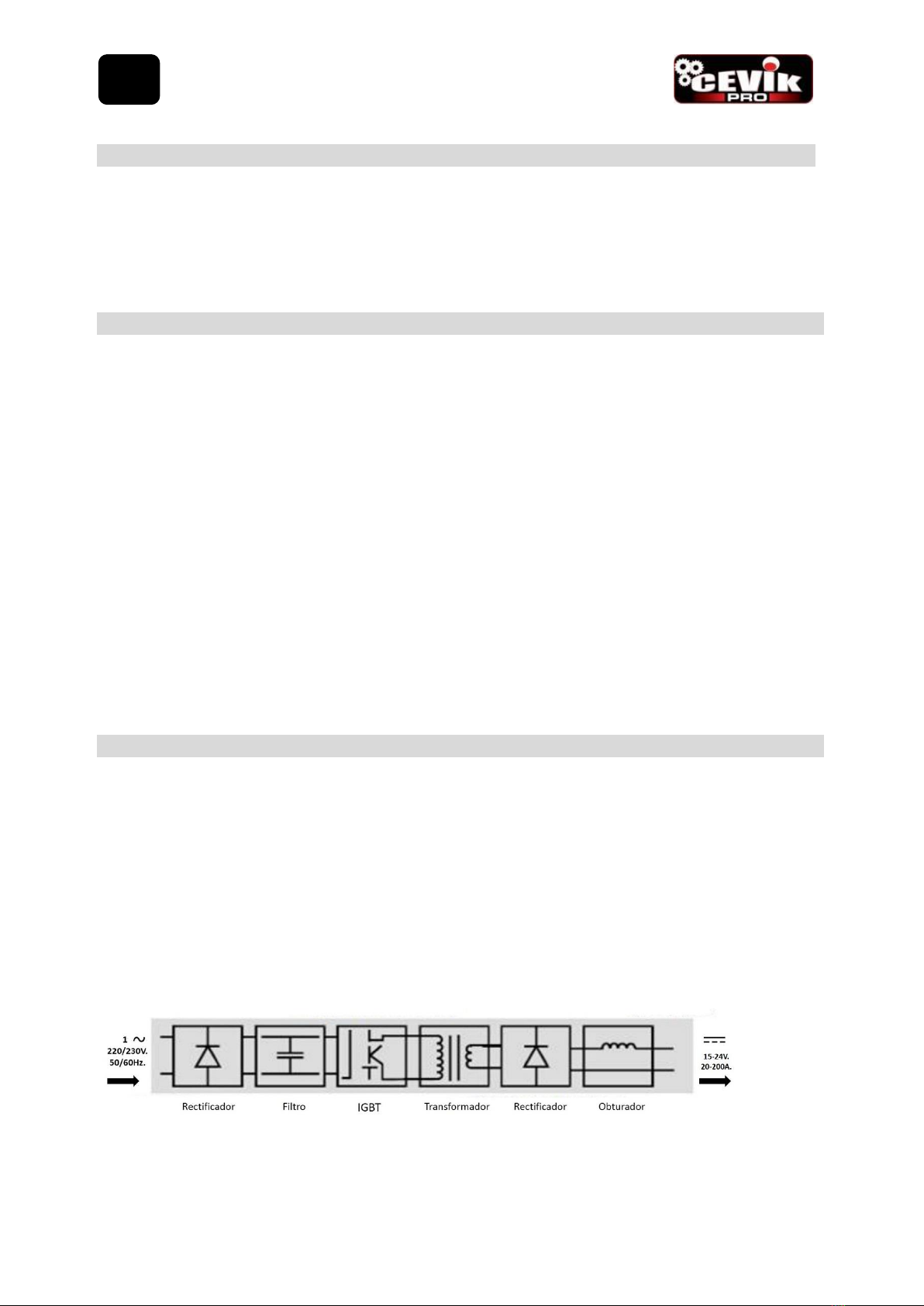
El equipo PROMIG200 es una máquina de soldar sinérgica, compuesto por una fuente de alimentación
fabricada con tecnología avanzada de inversor que utiliza transistores bipolares de puerta aislada
denominados como IGBT, del inglés, Insulated Gate Bipolar Transistor. Con el componente IGBT de alta
potencia, el inversor convierte el voltaje de CC, que se rectifica desde el voltaje de CA de entrada 50Hz /
60Hz, a un voltaje de CA de alta frecuencia de 20KHz; como consecuencia, el voltaje se transforma y
rectifica.
El equipo PROMIG200 trabaja siguiendo el principio de funcionamiento:

4
Inspeccione que ningún elemento presente daños que se hayan podido
producir durante el transporte. Compruebe que el contenido del embalaje se corresponde con esta
relación:
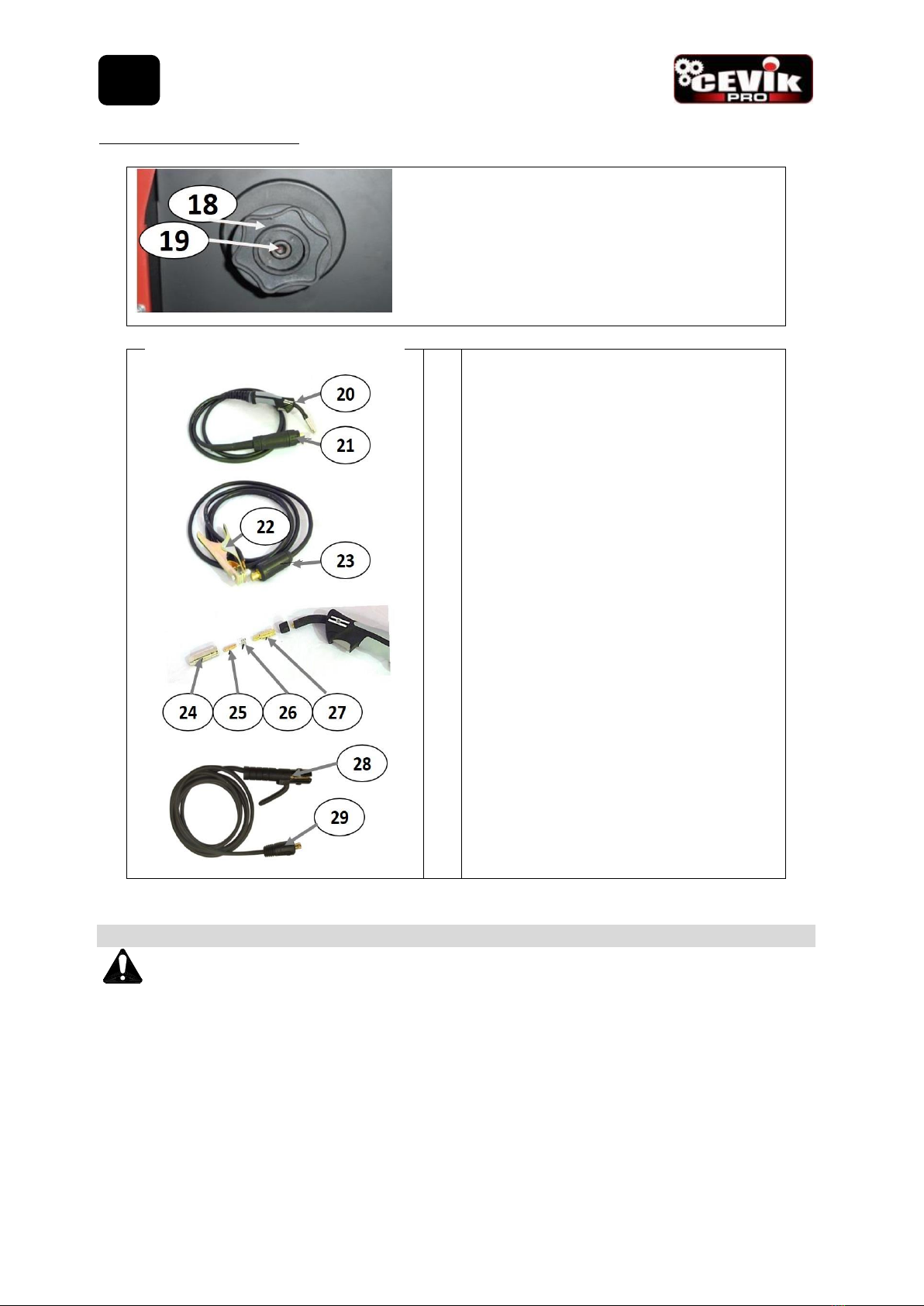
Equipo de soldadura
MIG/MAG-MMA-TIG.
Portaelectrodo con cable
y conector.
Antorcha MIG/MAG con
cable de 3m.
Pinza de masa con cable y
conector.
Manual de instrucciones.
1 ud.
1 ud.
1 ud.
1 ud.
1 ud.
Selector del proceso de soldadura.
Ajuste de parámetros.
Pulsador pantalla de inicio “home”.
Pulsador selector de parámetros = velocidad
del hilo / diámetro / inductancia / 2T4T / HOT
START / ARC FORCE.
Enchufe conexión “Euro Style” para antorcha
MIG/MAG.
Terminal de soldadura positivo (+).
Cable conexión para cambio de polaridad.
Terminal de soldadura negativo (-).
Entrada de gas para soldadura MIG/MAG.
Interruptor marcha (ON) / Paro (OFF).
Placa de características técnicas.
Entrada del cable de alimentación.
Ajuste de la tensión del hilo.
Brazo tensor del hilo y la roldana de soporte.
Guía de entrada del hilo.
Roldana de arrastre del hilo.
Retenedor de la roldana de arrastre.
5
Retenedor de la bobina de hilo.
Ajuste del freno de la bobina.
Gatillo interruptor de la antorcha.
Conector “Euro” de la antorcha.
Pinza de masa.
Conector rápido del cable de masa.
Boquilla de gas cónica / cubierta.
Punta de soldadura.
Muelle de la boquilla.
Difusor.
Pinza Portaelectrodo.
Conector rápido del cable del
portaelectrodo.
Estas instrucciones se han desarrollado para facilitarle la instalación, operación y
mantenimiento adecuado del equipo Lea atentamente el manual completo antes de la puesta en marcha
del equipo para comprender sus funcionalidades y reducir riesgos durante su operación. Lea y entienda
todas las instrucciones. Asegúrese de prestar atención a todas las advertencias y precauciones a lo largo
de este manual. La falta de seguimiento de las instrucciones contenidas en este manual puede dar lugar
a descargas eléctricas, fuego y/o lesiones personales graves.

6
•Mantenga su área de trabajo limpia y bien iluminada. Mesas desordenadas y áreas oscuras pueden
causar accidentes.
•No use la máquina en atmósferas explosivas, tales como frente a la presencia de líquidos
inflamables, gases o polvo. La herramienta eléctrica genera chispas que pueden provocar incendios.
•Mantenga a los observadores, niños y visitantes lejos de la máquina mientras está trabajando con
ella. Las distracciones pueden causarle una pérdida del control.
•Evite el contacto del cuerpo con las superficies conectadas a tierra tales como tubos, radiadores y
refrigeradores. Hay un aumento del riesgo de descarga eléctrica si su cuerpo se conecta a tierra.
•No exponga la máquina a la lluvia ni a condiciones de humedad. La entrada de agua en la máquina
aumentará el riesgo de una descarga eléctrica.
•No abuse del cable. Nunca use el cable para llevar la herramienta ni tire del cable para sacarlo de
la toma de corriente. Mantenga el cable lejos del calor, del aceite, de bordes afilados y partes
móviles. Reemplace los cables dañados inmediatamente. Los cables dañados incrementan los
riesgos de descarga eléctrica.
•Cuanto esté usando la máquina al aire libre, use un prolongador para exteriores. Estos
prolongadores están pensados para trabajar en exteriores y reducen el riesgo de descarga eléctrica.
•Si el cable de alimentación se daña deberá ser reemplazado de inmediato.
•Manténgase alerta, mire lo que está haciendo y use el sentido común cuando esté usando la
máquina. No la use cuando esté cansado o bajo la influencia de drogas, alcohol o medicación. Un
momento de distracción mientras está trabajando con la máquina puede tener como resultado una
lesión grave.
•Vístase correctamente. No use ropa floja ni joyas. Mantenga su pelo, vestimenta y guantes lejos de
las partes móviles. La ropa suelta, joyas o el pelo largo pueden ser atrapados por las partes móviles.
•Evite el arranque accidental. Asegúrese de que el interruptor (10)esté en la posición de apagado
(OFF) antes de enchufar la máquina. Enchufar máquinas que tengan el interruptor en la posición de
encendido (ON) invita a que ocurran accidentes.
•Use el equipo de protección individual adecuado. Use siempre protección ocular. Máscara para
polvo, zapatos de seguridad antideslizantes, casco o protección auditiva, deben ser usados en las
condiciones apropiadas.
•Antes de conectar la máquina a una fuente de energía (receptáculo, salida, etc.) asegúrese que el
voltaje que se proporciona sea el mismo que el mencionado en la placa de datos técnicos de la
máquina. Una fuente de potencia mayor que la especificada para la máquina puede ocasionar
lesiones serias para el usuario, así como también daños al equipo.
•Use mordazas o alguna otra manera práctica para asegurar y apoyar la pieza de trabajo a una
plataforma estable. Sostener la pieza de trabajo con las manos o contra su cuerpo es inestable y
puede generar una pérdida de control.
•No fuerce la máquina. Use la máquina siguiendo las especificaciones. La máquina realizará mejor y
de manera más segura el trabajo para el que fue diseñado.
7
•No use la máquina si el interruptor (10) no enciende o apaga. Cualquier máquina que no pueda ser
controlada con el interruptor de encendido o apagado es peligrosa y debe ser reparada.
•Desconecte el enchufe de la fuente de energía antes de hacer algún ajuste, cambiar accesorios o
guardar la máquina. Estas medidas preventivas reducen el riesgo de que la máquina se encienda
accidentalmente.
•Almacene las máquinas eléctricas fuera del alcance de los niños y cualquier otra persona que no
esté capacitada en el manejo. Las herramientas son peligrosas en manos de usuarios que nos están
capacitados.
•Mantenga siempre la máquina en buen estado. Las máquinas correctamente mantenidas, tiene
menos probabilidades de sufrir averías o provocar accidentes.
•Compruebe si hay una mala alineación o un atoramiento de partes móviles, partes rotas, o cualquier
otra antes de usarla. Muchos accidentes son causados por máquinas con un mantenimiento pobre.
•Use solamente accesorios recomendados por el fabricante de su modelo. Accesorios que funcionan
para una máquina pueden ser peligrosos cuando son usados en otra.
•No altere o use mal la máquina. Esta máquina fue construida con precisión. Cualquier alteración o
modificación no especificada es un mal uso y puede producir situaciones peligrosas.
•Es recomendable que use un dispositivo de seguridad adecuado, tal como un interruptor térmico y
diferencial cuando está usando equipos eléctricos.
•La reparación de la máquina debe ser llevada a cabo solamente por personal cualificado. La
reparación o el mantenimiento realizado por una persona no cualificada puede generar riesgos de
lesiones.
•Cuando se realice el mantenimiento de la máquina deben usarse únicamente los recambios o
accesorios recomendados por el fabricante. Siga las instrucciones en la sección de mantenimiento
de este manual. El uso de partes no autorizadas o la falta en el seguimiento de las instrucciones de
mantenimiento pueden ocasionar riesgos de descargas eléctricas o lesiones.
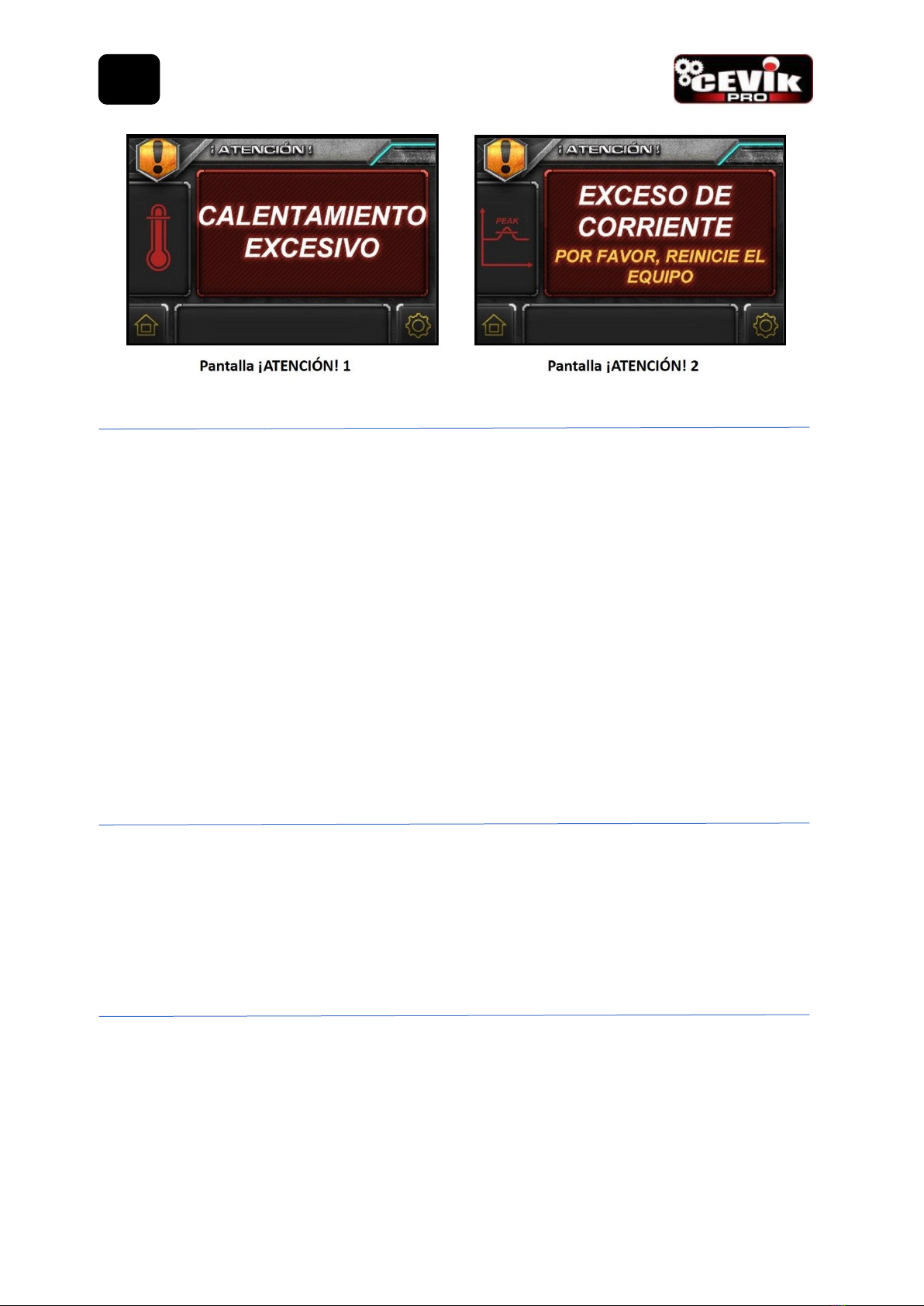
El equipo está protegido contra el sobrecalentamiento, mediante un termostato de recarga automática.
Cuando se alcance la temperatura máxima establecida, la protección cortará la corriente del circuito de
alimentación y mostrará la pantalla de ¡ATENCIÓN! 1.
. Después de unos minutos la pantalla se apagará, reanudándose la alimentación. El
equipo estará dispuesto para trabajar de nuevo.
El equipo está protegido contra los picos de tensión o intensidad provocados por la fuente de
alimentación a la que se encuentre conectado (red pública, generador, etc.), de producirse, se
interrumpirá la corriente de soldadura y aparecerá la pantalla de ¡ATENCIÓN! 2. Siga sus instrucciones.
Utilizar el equipo solo siguiendo el procedimiento previsto en este manual. La mala
utilización puede ser peligroso para las personas, animales y cosas.
El usuario de la soldadora es responsable de su propia seguridad y de la ajena: es indispensable leer,
comprender y respetar las reglas mínimas contenidas en este manual. Asegurarse de que la absorción
de corriente y la protección de la línea eléctrica correspondan con los de la máquina y del enchufe.
8
Antes de instalar equipos de soldar, el usuario deberá realizar una evaluación de los problemas
electromagnéticos potenciales en el área circundante. Se deberán tener en consideración:
•Otros cables de alimentación, cables de control, cables telefónicos o de señalización.
•Transmisores o receptores de radio y televisión
•Ordenadores u otros dispositivos electrónicos y equipos de control.
•Equipo de seguridad crítica, por ejemplo, protección de máquinas automáticas
•Aparatos electrónicos personales, por ejemplo, Marcapasos o elementos de ayuda auditiva.
•Equipos/instrumental de calibración o medición.
•La inmunidad de otros equipos en el ambiente. El usuario deberá asegurarse que otros equipos
utilizados en el ambiente sean compatibles. Esto puede requerir medidas de protección
adicionales.
•El momento del día en que se llevará a cabo la soldadura y otras actividades.
•El tamaño del área circundante a ser considerado dependerá de la estructura del edifico y de
las otras actividades que se desarrollan simultáneamente. El área circundante puede
extenderse más allá de los límites del área de trabajo.
•La soldadura al arco produce chispas, proyección de metal fundido y humo. Apartar del área de
trabajo, todas las sustancias y/o materiales inflamables.
•Procurar siempre una buena ventilación en el lugar donde se esté soldando.
•No soldar sobre contenedores, recipientes o tuberías que contengan gas o hayan contenido
productos inflamables, líquidos o gaseosos (peligro de explosión y/o incendio) o sobre
materiales pulidos con solventes clorados o barnizados (peligro de emanación de humo tóxico).
•Evitar el contacto directo con el circuito de soldadura; la tensión de vacío, presente entre la
pinza porta-electrodo y la mordaza de masa, podría resultar peligrosa en tales circunstancias.
•No utilizar la máquina en ambientes húmedos, mojados o bajo la lluvia.
•Proteger los ojos, usando cristales inactínicos adecuados, montados sobre la máscara
correspondiente. Usar guantes y ropa de protección seca y libre de grasas, evitando exponer la
piel a los rayos ultravioletas, producto del arco.
9
•Las radiaciones luminosas producidas por el arco pueden dañar los ojos y causar quemaduras
en la piel.
•La soldadura con arco produce chispas y gotas de metal fundido. El metal soldado (trabajo) se
enrojece y quema a alta temperatura, por un tiempo relativamente largo.
•La soldadura al arco produce humo, que puede ser potencialmente dañino.
•Todas las descargas eléctricas pueden ser potencialmente elevadas.
•Evitar exponerse directamente al arco eléctrico, en un radio inferior a 15 metros
•Proteger, así mismo y a las personas cercanas, con los medios apropiados contra los efectos
potencialmente peligrosos del arco.
•La ropa del operador debe estar seca y libre de grasas.
•No se suba o apoye en las piezas de trabajo cuando la fuente de alimentación esté encendida.
•Para prevenir descargas eléctricas, no trabaje en ambientes húmedos o mojados sin ropa de
protección adecuada.
•Controle los cables de soldadura y de alimentación y reemplace inmediatamente si se observan
cables dañados.
•Desconecte la alimentación antes de llevar a cabo cualquier trabajo de mantenimiento del
equipo.
•Para evitar cualquier riesgo de cortocircuito accidental o encendido del arco, no coloque la pinza
porta-electrodo directamente sobre el banco de trabajo o cualquier superficie metálica
conectada a la pinza de masa de la máquina.
los campos electromagnéticos generados por las altas corrientes de soldadura
pueden causar el mal funcionamiento de aparatos electrónicos vitales.
Estas precauciones deben adoptarse para prevenir la exposición del operador, otras personas y animales
a los humos tóxicos que se pueden generar durante el proceso de soldadura.
•Evite operaciones de soldadura sobre superficies pintadas, con aceite o grasa.
•Algunos solventes clorados pueden descomponerse durante la soldadura y generar gases
peligrosos como el fosgeno. Por lo tanto, es importante asegurarse que tales solventes no estén
presentes en las piezas a soldar. Si lo están, será necesario removerlos antes de soldar. También
es necesario asegurarse que esos solventes u otros agentes desagradables no estén próximos
en las inmediaciones del área de trabajo.
•Las partes metálicas recubiertas o conteniendo plomo, grafito, cadmio, zinc, mercurio, berilio o
cromo, pueden causar concentraciones peligrosas de humos tóxicos y no deben estar sujetas a
operaciones de soldadura a menos que:
•Se remueva el recubrimiento antes de comenzar la soldadura.
•El área de trabajo esté ventilada adecuadamente.
•El operador utilice un sistema adecuado de extracción de humos.
•No trabaje, NUNCA, en un lugar sin ventilación apropiada.

10
•Durante el proceso de soldadura el metal se calienta a muy altas temperaturas y pueden
proyectarse chispas y escoria alrededor. Se deben tomar precauciones adecuadas para prevenir
incendios y/o explosiones.
•Evite trabajar en áreas donde haya recipientes de sustancias inflamables.
•Todos los combustibles y/o productos combustibles deben estar lejos del área de trabajo.
•Los extintores deben estar ubicados cerca, a mano.
•Se deben tomar precauciones especiales durante la soldadura de:
➢recipientes que hayan contenido sustancias inflamables.
➢Dentro de recipientes metálicos o en lugares con poca ventilación.
•Estas operaciones deberán realizarse siempre con la presencia de personal cualificado que
pueda prestar la asistencia necesaria si fuera requerido.
•NUNCA trabaje en ambientes cuya atmósfera contenga gases inflamables, vapores combustibles
(como petróleo o sus vapores).
•Reemplace los cables dañados inmediatamente. El uso de cables dañados puede dar lugar a
descargas eléctricas, quemaduras o electrocución.
•Si es necesario un cable de extensión, debe ser usado con el tamaño adecuado de conductores
y de una potencia admisible igual o superior a la reflejada en la placa de características de la
máquina o de este manual.
•El cable de extensión debe disponer de un conductor de tierra y estar conectado a una fuente
de suministro de energía que disponga de toma de tierra.
VOLTAJE / FRECUENCIA.
1~ 230V. – 50/60Hz.
POTENCIA ABSORBIDA.
8,05 KVA.
POTENCIA EFECTIVA.
3,68 Kw.
TENSIÓN DE SOLDADURA.
16,5-24 V.
TENSIÓN DE VACÍO. (U₀)
51 V.
REGULACIÓN SOLDADURA.
50-200 A.
FUNCIÓN.
MIG-MAG / MMA / TIG.
FACTOR DE MARCHA. (*)
20%.
FACTOR DE POTENCIA.
0,76.
EFICIENCIA.
85%.
TIPO ALIMENTACIÓN DEL HILO.
Interna / Externa.
POST-FLUJO SOLDADURA TIG
1 segundo.
Ø HILO DE SOLDADURA.
0,6/0,8/1,0 mm.
Ø MÁXIMO ELECTRODO.
4,0 mm.
CLASE DE AISLAMIENTO.
H
GRADO DE PROTECCIÓN.
IP21S
DIMENSIONES DEL EQUIPO.
489x210x327mm.
PESO
12 Kg.
(*) Factor de marcha para un ciclo de 10 minutos (UNE EN 60974). Por ejemplo, un factor de marcha del 20%
a una intensidad de soldeo de 200A., significa que el equipo puede realizar un ciclo de trabajo continuo a esta
intensidad durante un periodo de 2 minutos, tras el cual el equipo entrará en un periodo de recuperación,

11
marcha en vacío, de 8 minutos. Durante el tiempo de recuperación no desconectar el equipo ya que es
necesario que funcione el ventilador para facilitar su refrigeración.
El ciclo de trabajo puede verse afectado por el entorno en el que se utiliza el equipo. En áreas con
temperaturas superiores a 40ºC, el ciclo de trabajo será inferior al indicado. En áreas de menos de 40ºC se
han obtenido ciclos de trabajo más altos.
Todas las pruebas en ciclos de trabajo se han llevado a cabo a 40ºC al 50% de potencia. Por lo tanto, en
condiciones reales de trabajo, los ciclos serán mucho mayores que los establecidos anteriormente.
8.1.1.1 Abra la tapa del compartimento de alimentación del hilo. Retire el retén de la bobina de hilo (18)
desenroscándolo en sentido antihorario.
8.1.1.2 Coloque la bobina de hilo de 200 mm. de diámetro en el soporte, asegurándose de que el
extremo del hilo salga hacia el alimentador desde la parte inferior de la bobina. Vuelva a colocar el retén
de la bobina de hilo (18) y apriete con los dedos.
8.1.1.3 Ajuste la tensión del freno de la bobina girando el tornillo de ajuste (19) con una llave Allen. En
sentido horario para aumentar la tensión del freno, en sentido antihorario para disminuir la tensión del
freno. La tensión del freno de la bobina debe ajustarse de modo que ésta pueda girar libremente, pero
no continúe girando una vez que se detiene la alimentación de hilo. Es posible que esto deba ajustarse
a medida que el hilo se agota y el peso de la bobina disminuye.
8.1.2.1 suelte el brazo de tensión del alimentador de hilo (14) girando el regulador de tensión de
alimentación del hilo (13) como se muestra a continuación:
8.1.2.2 Verifique que la ranura de la roldana impulsora del hilo (16)
coincida con el tipo y tamaño del hilo seleccionado. La roldana
impulsora tendrá dos ranuras de diferentes tamaños, el tamaño de
la ranura en uso está estampado en el costado de la roldana
impulsora.
Para el hilo "animado" con núcleo fundente, como el que se usa en
la soldadura sin gas, la ranura de la roldana impulsora tiene un perfil
dentado. Para un hilo macizo, la ranura de la roldana tiene un perfil
en forma de "v".
8.1.2.3 La roldana impulsora (16) se retira desenroscando el retenedor (17) en sentido antihorario. Una
vez que se selecciona el perfil correcto de la roldana impulsora, vuelva a colocarla en su emplazamiento.
8.1.2.4 Pase el hilo desde la bobina a través del tubo guía de entrada (15), por la ranura de la roldana y
por dentro del tubo guía de salida.
8.1.2.5 Vuelva a colocar el brazo de tensión (14) y el ajuste de tensión (13). Verifique que el hilo se haya
ubicado correctamente en la ranura de la roldana impulsora.
8.1.2.6 Ajuste de la tensión del hilo: esto se logra accionando el pomo en el brazo de ajuste de la tensión
del hilo (14). En sentido horario aumentará la tensión, en sentido antihorario disminuirá la tensión. Hay
una escala numerada en el tensor para indicar la posición. La tensión ideal debe ser la menor posible,
12
para que se mantenga una alimentación de hilo constante sin que patine la roldana impulsora. Verifique
todas las posibles causas que hagan patinar la roldana, (como; selección de la roldana incorrecta o está
desgastada, consumibles de la antorcha desgastados / dañados, revestimiento de alimentación de la
antorcha bloqueado / dañado), antes de aumentar la tensión de alimentación.
8.1.3.1 Acople el conector Euro de la antorcha MIG (21) a la toma de la antorcha en la parte delantera
de la máquina (5). Asegure firmemente apretando a mano el collar roscado en el conector Euro de la
antorcha MIG en el sentido de las agujas del reloj.
8.1.3.2 Verifique que, el hilo sin gas, la roldana impulsora (16) y la punta de soldadura (25) se han
seleccionado correctamente.
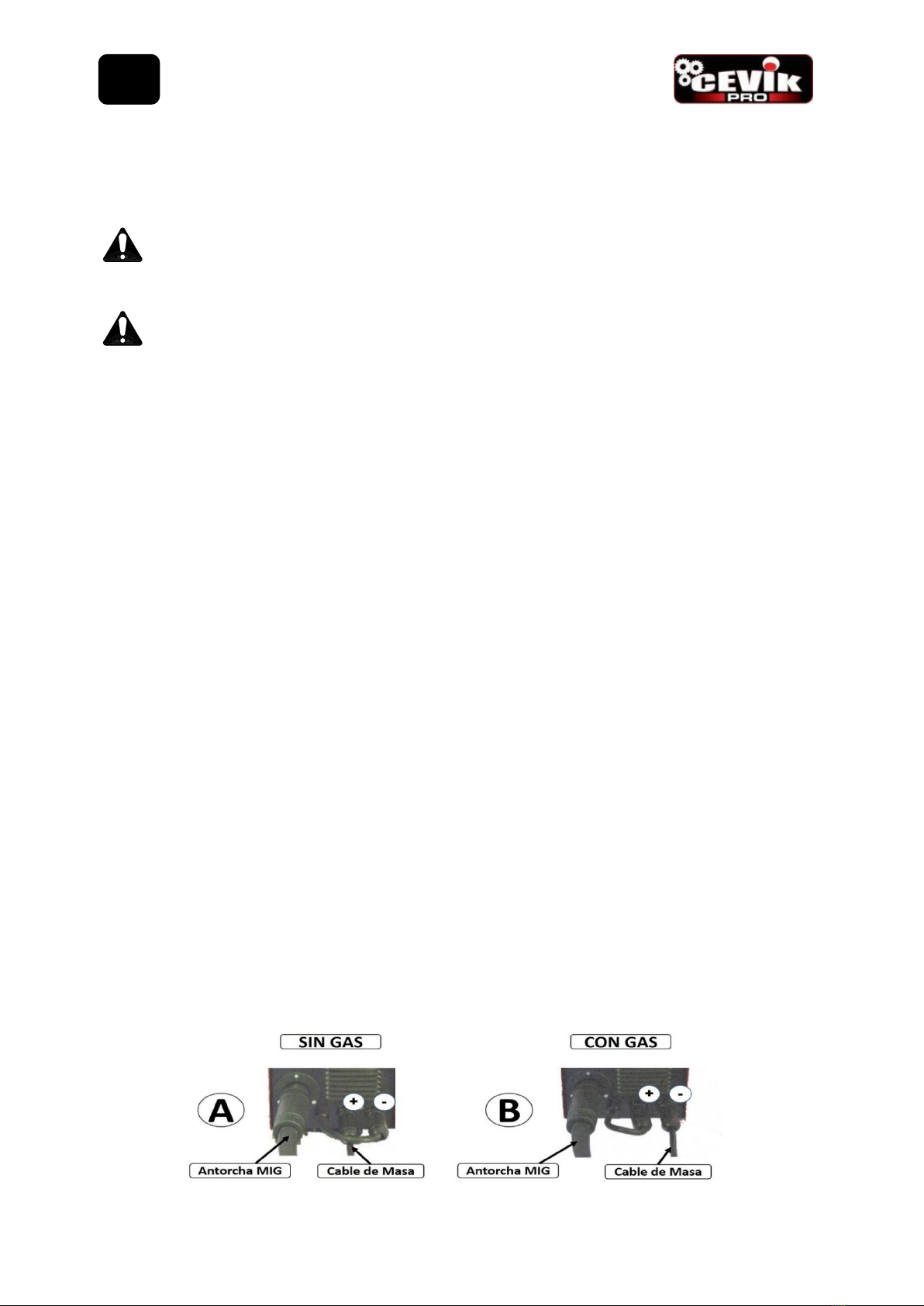
8.1.3.3 Conecte el cable de cambio de polaridad (7) al terminal negativo de soldadura (-)(8).
8.1.3.4 Conecte el cable de masa (23) al terminal positivo de soldadura (+) (6). Ver figura :
8.1.3.5 Conecte la pinza de masa (22) a la pieza de trabajo. El contacto con la pieza de trabajo debe ser
un contacto fuerte con metal limpio y libre de corrosión, pintura o incrustaciones en el punto de contacto.
Nota: la soldadura MIG con protección de gas requiere un suministro de gas protector, un regulador de
gas y una manguera MIG con protección de gas. Estos accesorios no se suministran de manera estándar
con la PROMIG200.
8.1.4.1 Conecte el Euro conector de la antorcha MIG (21) a la toma de la parte delantera del equipo (5).
Asegure firmemente apretando a mano el collar roscado en el Euro conector de la antorcha MIG en el
sentido de las agujas del reloj.
8.1.4.2 Verifique que estén instalados de forma correcta el tubo de alimentación del gas de protección,
la roldana de arrastre correspondiente (16) y la punta de soldadura (25).
8.1.4.3 Conecte el cable de cambio de polaridad (7) al terminal positivo de soldadura (+)(6).
8.1.4.4 Conecte el cable de masa (23) al terminal negativo de soldadura (-) (7). Ver figura :
8.1.4.5 Conecte la pinza de masa (22) a la pieza de trabajo. El contacto con la pieza de trabajo debe ser
un contacto fuerte con metal limpio y libre de corrosión, pintura o incrustaciones en el punto de contacto.
8.1.4.6 Conecte el regulador de gas (no suministrado) y la línea de gas a la entrada del panel posterior
(9). Si el regulador está equipado con un medidor de caudal, puede establecerlo entre 8 y 15 L/m., según
la aplicación. Si el regulador de gas no está equipado con un medidor de caudal, ajuste la presión para
que se escuche el gas que sale de la boquilla cónica de la antorcha (24). Se recomienda que se verifique
nuevamente el caudal de gas, justo antes de comenzar la soldadura. Esto se puede hacer activando la
antorcha MIG con el equipo encendido.

13
8.1.5.1 El cable de alimentación de la antorcha TIG (no incluida) se conecta con el terminal negativo de
soldadura.
8.1.5.2 El tubo de gas se conecta al regulador de la botella de gas.
8.1.5.3 Luego abra la válvula de la botella de gas y la válvula del regulador de gas. Podemos controlar el
caudal de gas regulando desde la válvula en la antorcha de TIG.
8.1.5.4 Haga que la punta de tungsteno toque la pieza de trabajo, levante la antorcha TIG poco a poco,
hasta ver que el arco se mantiene estable. Puede inicar la soldadura.
Conecte el tubo de gas del regulador de salida de
la botella al conector de entrada del equipo (9).
Asegúrese de realizar todas las conexiones de
forma firme para evitar fugas de gas y poder
iniciar de este modo la soldadura de forma
protegida.
Por favor tenga en cuenta:
1. La fuga de gas de protección afecta al rendimiento
de la soldadura.
2. Evite la exposición de la botella de gas a la acción
directa de los rayos del sol y evitar así una posible
explosión de la botella debido a la presión creciente
del gas motivada por el calor.
3. Sitúe la botella verticalmente sobre una superficie
estable evitando el riesgo de caida accidental.
4. Nunca se debe golpear la botella de gas o colocarla
horizontalmente.
5. Asegúrese de que ninguna persona esté cerca del
regulador, antes de liberar el gas o cerrar la salida.
6. El medidor de caudal de salida del gas debe
instalarse verticalmente para garantizar una
medición precisa.
7. Antes de conectar el regulador de gas al equipo,
abra y cierre el paso de gas varias veces para
eliminar el posible polvo en el filtro y asegurar la
salida correcta del gas.
8. Dado que el arco de la soldadura MIG es mucho
más fuerte que el de la soldadura MMA, use un
casco de soldadura y ropa protectora.

14
Encienda la máquina con el interruptor de alimentación de red (10). Espere a que se cargue el programa de
control digital. Gire el selector izquierdo (1) para elegir idioma (Español o Inglés).
A continuación presione el botón Izquierdo (3) y elija el proceso de soldadura girando el selector izquierdo
(1), presiónelo para confirmar la selección.

15
9.1.1 seleccione el tipo del proceso de soldadura MIG que le ofrece el equipo.
9.1.2 La pantalla digital multifunción mostrará los valores preestablecidos. A la izquierda está el voltaje de
soldadura y a la derecha la velocidad de alimentación del hilo. Estos valores se ajustan girando el selector
derecho (2). Debido a la programación digital sinérgica, tanto el voltaje como la velocidad del hilo se ajustarán
simultaneamente.
9.1.3 Se puede ajustar el voltaje de forma independiente girando el selector izquierdo (1). El voltaje de
soldadura es ajustable entre -5 y +5 voltios, sobre el valor sinérgico estándar. Esto no cambiará la velocidad
del hilo. Para facilitar el uso, se recomienda que primero se ajuste la velocidad objetivo de alimentación del
hilo y, a continuación, se ajuste la configuración de voltaje si es necesario.
9.1.4 Presione el botón derecho (4) nuevamente para ajustar la inductancia del arco de soldadura. Use el
selector derecho (2) para ajustar la inductancia de -10 (menos inductancia) a +10 (más inductancia).
Una nota rápida sobre la inductancia: Esto ajusta efectivamente la intensidad del arco de soldadura. La
inductancia hace que el arco sea "más suave", con menos salpicaduras de soldadura. Una inductancia más
alta proporciona un arco de conducción más fuerte que puede aumentar la penetración. La configuración de
inductancia óptima se ve afectada por muchas variables de soldadura, tales como: tipo de material, tipo de
gas de protección, intensidad de soldadura, diámetro del hilo.
El valor predeterminado de la inductancia es 0, se recomienda mantener este valor a menos que el operador
sea un soldador experimentado.
Tensión de soldadura prefijada.
Alimentación de hilo.
-5 a +5 voltios.
Ajustable de -10 a +10.
Intensidad de soldadura
prefijada.

16
9.1.5 Presione el botón derecho (4) nuevamente para regresar a la pantalla principal de ajuste de la velocidad
del hilo / voltaje. Si el panel de control no se ajusta después de 5 segundos, también volverá al modo de ajuste
MIG original. O presione el selector Izquierdo (1) o Derecho (2) para volver directamente al ajuste MIG original.
9.1.6 Durante la soldadura, la pantalla cambiará para mostrar el voltaje y la corriente de soldadura reales.
9.1.7 Función 2T/4T: Presione el botón derecho (4), y use el selector para moverse entre los modos 2T y 4T.
La operación 4T significa que se aprieta el gatillo una vez para comenzar a soldar y se aprieta nuevamente
para detenerse. Esto es útil para cordones de soldadura largos. Modo 2T, el gatillo debe ser presionado y
mantenido durante la soldadura.
9.1.8 Función de verificación del hilo: presione el botón derecho (4) nuevamente para seleccionar el modo
de verificación de hilo, gire el selector derecho (2) para elegir entre MARCHA / PARO.
9.2.1 Retire la boquilla cónica (24) y la punta de soldadura (25) de la antorcha. La boquilla cónica se retira
girando en sentido horario y tirando simultáneamente. La punta de soldadura sale del adaptador de punta.
9.2.2 Con la puerta de la cubierta de alimentación de hilo abierta, apriete el gatillo de la antorcha (20) y
verifique que el hilo avanza suavemente a través de la roldana de alimentación y dentro de la antorcha.
9.2.3 Ahora tire del hilo de la antorcha y extráigalo lo más recto posible y seleccione la función de verificación
de hilo. Esto hará que el motor de alimentación funcione a toda velocidad para alimentar el hilo a través del
revestimiento de la antorcha.
9.2.4 Una vez que el hilo sale del extremo del cuello de la antorcha, apriete el gatillo de la antorcha o presione
cualquier botón en la pantalla para detener la alimentación automática de hilo.
9.2.5 Cierre la puerta del alojamiento de la bobina y alimentación de hilo.
9.2.6 Vuelva a colocar la punta de soldadura (25) y la boquilla cónica (24) en el cuello de la antorcha y recorte
el exceso de hilo. ¡Ahora está preparado para empezar a soldar!.

17
Nota: Para operar en este modo necsita un juego de cables de soldadura para pinza de masa y portaelectrodo.
9.3.1 Conecte el conector rápido de conexión a tierra (23) al terminal de soldadura positivo (+) (6).
9.3.2 Conecte la pinza de masa (22) a la pieza de trabajo. El contacto con la pieza de trabajo debe ser fuerte
con metal limpio y desnudo, sin corrosión, pintura o incrustaciones en el punto de contacto.
9.3.3 Conecte el cable del portaelectrodo (29) al terminal de salida de soldadura negativo (-) (8). Nota: algunos
tipos de electrodos de soldadura utilizan una polaridad de conexión diferente. En caso de duda, consulte la
recomendación del fabricante del electrodo.
9.3.4 Encienda la máquina con el interruptor de alimentación de red (10).
9.3.5 Presione el botón Izquierdo (3) para seleccionar el modo, y elija el modo con el selector izquierdo (1), y
presiónelo a continuación para confirmar la selección de la función MMA.
9.3.6 La pantalla mostrará la corriente de soldadura MMA preestablecida. El valor se puede ajustar girando el
selector (2).
9.3.7 Al iniciar la soldadura, la pantalla cambiará para mostrar la tensión e intensidad reales de la soldadura.
9.3.8 VRD: son las siglas, en inglés, del sistema de reducción de tensión. La tensión de circuito abierto en los
terminales de salida de una fuente de energía de soldadura MMA es lo suficientemente alta como para causar
una descarga eléctrica a una persona si entra en contacto con los terminales en tensión. VRD es un sistema
de seguridad que reduce la tensión de circuito abierto a un nivel en el que se minimiza el riesgo de descarga
eléctrica. Sin embargo, hace que el ataque del arco sea más difícil. Presione el botón derecho (4) para
activar/desactivar el VRD.
Nota - La operación TIG requiere un suministro de gas argón, antorcha TIG, consumibles y regulador de gas.
Estos accesorios no están incluidos de serie con el equipo PROMIG200; contacte con su proveedor para más
detalles.
9.4.1 Conecte el conector rápido del cable de masa (23) al terminal de soldadura positivo (+) (6).
9.4.2 Conecte la pinza de masa (22) a la pieza de trabajo. El contacto con la pieza de trabajo debe ser un
contacto fuerte con metal limpio y desnudo, sin corrosión, pintura o incrustaciones en el punto de contacto.
9.4.3 Conecte el cable de alimentación de la antorcha TIG al terminal negativo (-) (8).
9.4.4 Conecte el suministro de gas a la antorcha TIG.
9.4.5 Encienda la máquina con el interruptor de alimentación de red (10).
9.4.6 Presione el botón Izquierdo (3) para elegir el modo, selecciónelo con el selector izquierdo (1), y
presiónelo para confirmar la selección del modo LIFT TIG.
9.4.7 La pantalla mostrará la corriente de soldadura LIFT TIG preestablecida. Esta se puede ajustar girando el
selector derecho (2).

18
9.4.8 Al soldar, la pantalla cambiará para mostrar la tensión e intensidad reales del proceso.
10. MANTENIMENTO.
10.1 Desconecte el enchufe de entrada o la alimentación antes del
mantenimiento o reparación en la máquina.
10.2 Asegúrese de que el cable de alimentación esté correctamente
conectado a un enchufe con toma de tierra.
10.3 Compruebe si todas las conexiones internas de gas-electricidad
están bien (especialmente los enchufes) y apriete las conexiones
sueltas; si hay oxidación, retírela con papel de lija y luego vuelva a
conectarlas.
10.4 Mantenga las manos, el pelo, la ropa suelta y las herramientas
alejadas de las partes eléctricas o móviles, como ventiladores y cables,
cuando la máquina está encendida.
10.5 Limpie el polvo a intervalos regulares con aire comprimido limpio
y seco; Si las condiciones de trabajo son con mucho humo y
contaminación del aire, la máquina de soldar debe limpiarse
diariamente.
10.6 El aire comprimido debe reducirse a la presión requerida para que
no se dañe ningún elemento o componente del equipo.
10.7 Para evitar el agua y la lluvia, si hay agua, séquela a tiempo y
verifique el aislamiento con un mega metro (incluido el que se
encuentra entre la conexión y el que se encuentra entre la caja y la
conexión). Solo cuando no haya un fenómeno anormal, la soldadura
continuará.
10.8 Si la máquina no se utiliza durante mucho tiempo, colóquela en el
embalaje original en un lugar seco.
11. COMPROBACIÓN DIARIA.
Para aprovechar al máximo la máquina, la comprobación diaria es muy importante. Durante la verificación
diaria, verifique el estado de la antorcha, el conjunto de alimentación del hilo, los controles, las conexiones,
la entrada de gas, etc. Elimine el polvo o reemplace las partes si es necesario. Para mantener la eficiencia de
la máquina, utilice siempre piezas y accesorios originales.
19
Panel de control.
Accione el interruptor de puesta en marcha
(10) y compruebe si el indicador de
alimentación está encendido.
Ventilador.
Compruebe si el sonido generado por el
ventilador en funcionamiento es normal.
Si el ventilador no funciona o
produce un ruido extraño,
contacte con el servicio técnico.
Puesta en marcha.
Encienda el equipo y verifique si hay
vibración excesiva, calentamiento o
variación de color de la carcasa, o zumbido.
Otras partes.
Verifique si la conexión de gas está
disponible y en buen estado.
Boquilla.
Compruebe si la boquilla está fijada
firmemente y no está deformada.
Se puede producir una de fuga de gas
debido a un mal ajuste de la boquilla.
Compruebe si hay salpicaduras en la
boquilla.
Las salpicaduras pueden producir daños en
la antorcha. Use un anti-salpicaduras para
eliminarlas.
Punta de
soldadura.
Compruebe si la punta está fijada
firmemente y no está obstruida.
Una punta mal fijada puede dar lugar a un
arco inestable.
Compruebe si la punta de soldadura está
completa.
Una punta físicamente incompleta puede
provocar la inestabilidad o extinción del
arco.
Manguera.
Asegúrese de que el diámetro de la
cámara (sirga) se corresponde con el
diámetro del hilo.
Diámetros diferentes del hilo y la sirga
pueden provocar la inestabilidad del arco.
Reemplácelos por los correctos.
Asegúrese de que no haya deformación
ni alargamiento de la cámara (sirga).
La deformación o alargamiento de la sirga
pueden provocar la inestabilidad del arco.
Reemplácela si es necesario.
Compruebe si la cámara (sirga) de
conducción del hilo y el anillo de sellado
están completos y no están rotos.
Una sirga o un anillo de sellado
incompletos o rotos conducen a que se
produzcan salpicaduras excesivas.
Reemplácelos si es necesario.
Compruebe si hay polvo o salpicaduras
dentro de la manguera o al lado de los
rodillos de alimentación.
Limpie el polvo y salpicaduras.
Difusor.
Asegúrese de que el difusor instalado es
el correcto y no se encuentra obstruido.
La defección de la soldadura o incluso el
daño de la antorcha se produce debido a la
no instalación del difusor o por instalación
incorrecta.

20
Ajuste de la
tensión
(presión) del
hilo.
Verifique si el pomo de ajuste de
presión está fijo y ajustado a la
posición deseada.
El pomo de ajuste de presión no fijado
conduce a una soldadura inestable.
Compruebe que la presión permite
que el conjunto de rodillos gire
suavemente.
La rotación inestable o incompleta de
una roldana puede provocar una
alimentación de hilo y arco inestables.
Conjunto
alimentador de
hilo.
Compruebe si la ranura de la roldana
de alimentación y el hilo estén
alineados.
La no alineación puede provocar un
arco inestable.
Asegúrese de que el diámetro del hilo
se corresponde con el de la ranura de
la roldana.
Diámetros diferentes pueden provocar
excesivas salpicaduras e inestabilidad.
Compruebe que la ranura no esté
bloqueada o dañada.
Reemplácela si es necesario.
Cable de la
antorcha.
Compruebe que no esté retorcido.
El cable de la antorcha retorcido o un
acoplamiento flojo conducen a una
alimentación de hilo y arco inestables.
Compruebe que el enchufe de
acoplamiento está firmemente
conectado.
Cables de
soldadura.
Compruebe que los cables estén
completos y que su aislamiento y
conectores no están dañados.
Se deben tomar todas las medidas de
seguridad posibles para obtener una
soldadura estable y evitar posibles
descargas eléctricas.
Cable de
alimentación.
Compruebe que el cable esté
completo y que su aislamiento y
conectores no están dañados.
Cable de tierra.
Compruebe que el conductor de
toma de tierra está bien fijado y que
no está en cortocircuito.
Compruebe que el equipo de soldar
está conectado a una fuente de
alimentación con toma de tierra.
12. GARANTÍA.
Duración: El período de garantía es de 24 meses, para usuarios que no realicen una actividad profesional
con el equipo, en cualquier otro caso el periodo de garantía es de 12 meses.
Cobertura: La garantía obliga al fabricante CEVIK S.A. a reparar o sustituir gratuitamente todos los
componentes sujetos a defectos de fabricación verificados. Será responsabilidad del Servicio de
Asistencia de CEVIK efectuar la reparación o sustitución en el menor tiempo posible, compatiblemente
con los compromisos internos del servicio, sin ninguna obligación de indemnización o reparación por
daños directos o indirectos.
Table of contents
Languages:
Other CEVIK PRO Welding System manuals




Popular Welding System manuals by other brands

Lincoln Electric
Lincoln Electric POWER MIG SVM170-A Service manual

ESAB
ESAB EMP 205ic AC/DC instruction manual

FACHOWIEC
FACHOWIEC KRAMER 200 manual

Miller
Miller ProHeat 35 OM-222 166F owner's manual

Magnum
Magnum MIG 208 Alu Synergy operating manual

Lincoln Electric
Lincoln Electric IDEALARC SVM136-A Service manual











