3
Operation
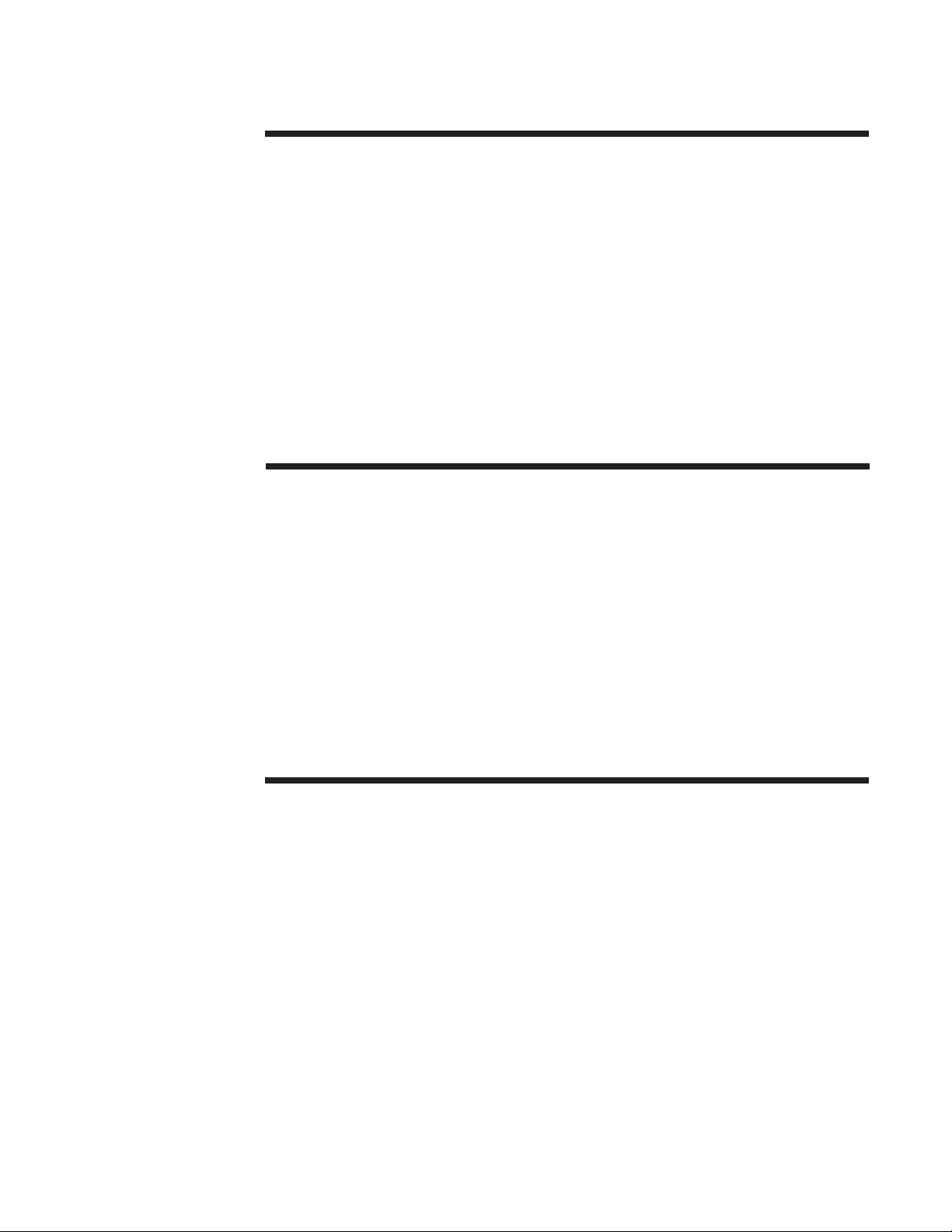
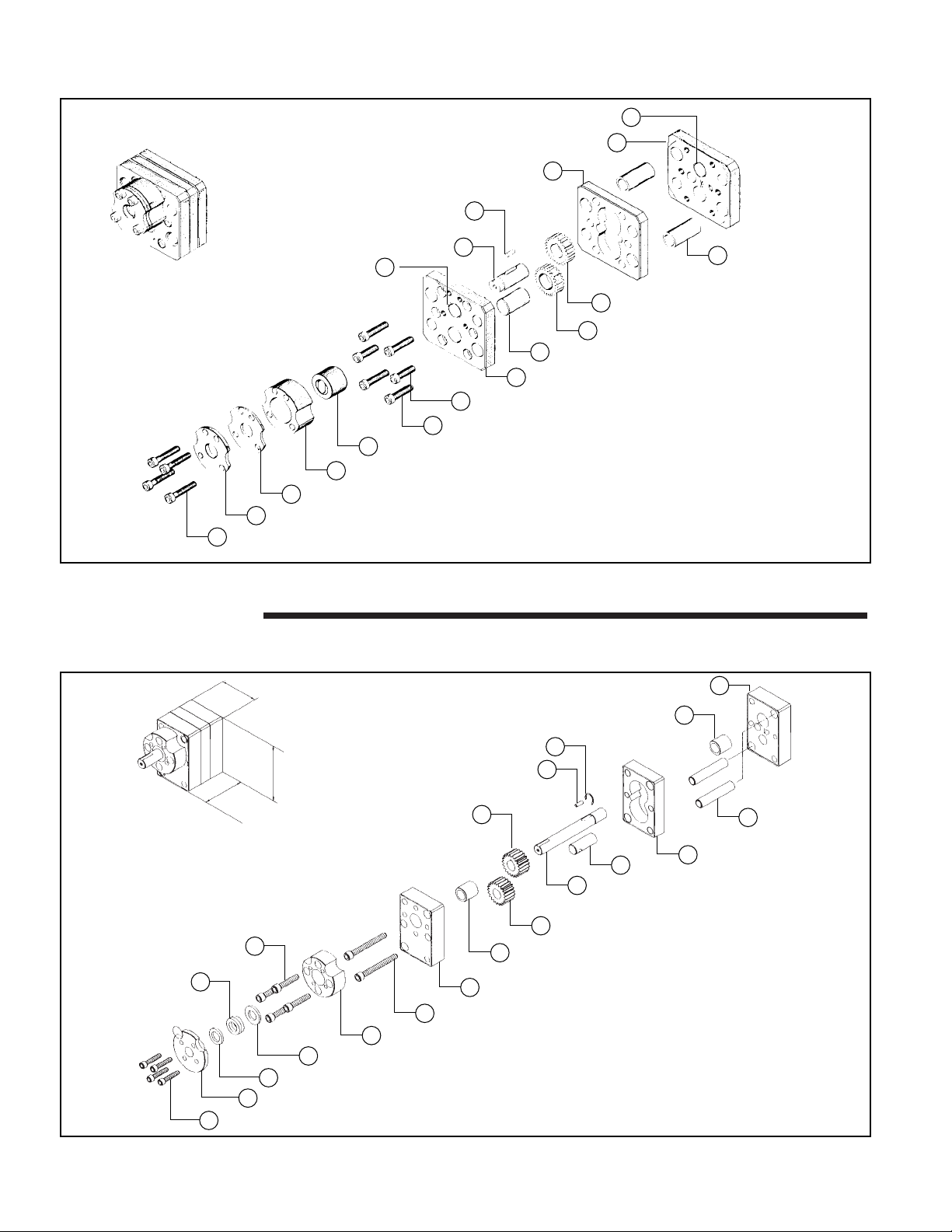
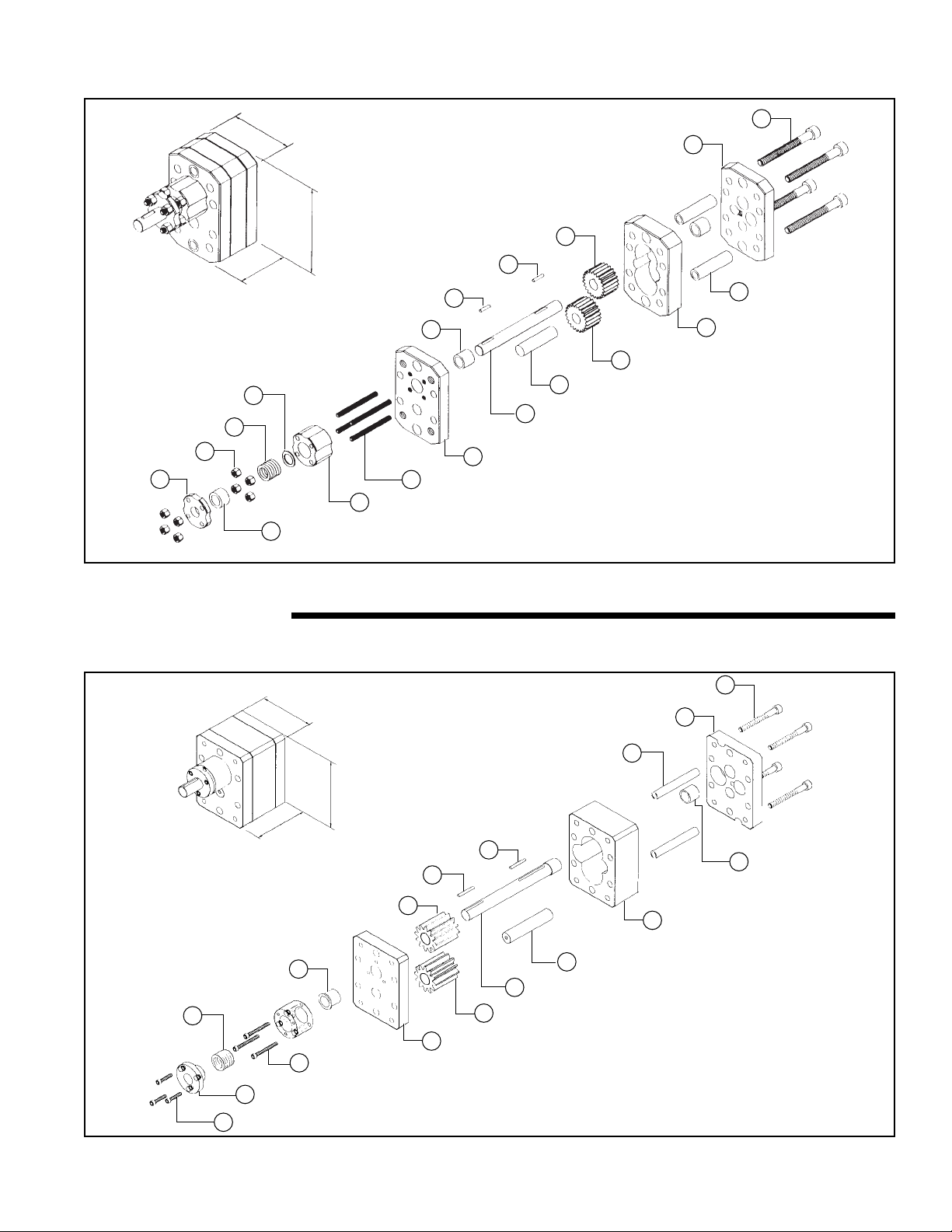
Design Zenith H-Series metering pumps consist
of two gears rotating in mesh within a
closely fitted housing that is comprised of
three plates. The center gear plate fits
closely around the outside diameter of the
metering gears. The front and rear plates
sand-wich the center plate and restrict
axial movement of the gears. Power is
transmitted to the gears by the drive shaft
which is either a through shaft, as in the
packing gland type pump, or a shaft with
a tang that engages a universal seal cou-
pling. The coupling is both a connection
to external power and the rotating mem-
ber of a mechanical seal.
The two seal designs, mechanical
face seal and packing seal, have different
operating requirements. As mentioned
above, the mechanical face seal design
consists of a rotating universal seal cou-
pling that seals against a fixed seal plate.
The all-metal seal design is dependent
upon sufficient inlet pressure (usually 25 -
50 psi) to force the inner rotating coupling
against the outer stationary anchor. This
design is commonly used in abrasive fluid
or high temperature applications.
Since the metal seal requires sufficient
inlet or working pressure to be effective, a
packing seal design is also available.
Pumps with this type of seal can have two
to four packing rings. Common available
materials are Grafoil and Teflon. To seal
effectively, fluid must be able to travel
axially along the shaft. Weepage in these
pumps is a common occurrence and
should be expected.
H-Series pumps are precision
instruments requiring skilled and careful
maintenance. Constructed of high-quality
tool and die steels such as AISI D2, M2, M4
and CPM-M4, or other high-performance
alloys, they are tempered after heat treat-
ment to hardnesses ranging from HRc 58
to HRc 64. Since the thermal expansion
rates for all three steels are almost identical
and are otherwise entirely compatible, it is
possible to combine them so as to take
advantage of their best qualities in the
most economical way.The Type D2 tool
steel is often selected for the side and
center plates as it offers good abrasion
resistance, and it is the most economical
of the three steels we most commonly
use. Type D2 will also provide a higher
degree of corrosion resistance than M2
or M4.
The portion of the side plate subject
to the most wear is the shaft bearing
hole, which has an easily replaceable,
inexpensive sleeve bearing that can be
made of the extremely wear resistant
Type M4 tool steel. Types M2 and CPM-M4
steels are commonly used for the metering
gears, drive shaft, and universal seal
coupling, due to their superior torsional
strength and abrasion resistance for these
items that are the most critical to proper
metering performance.
All H-Series pumps are rear ported. Fluid
enters the pump through a port drilled into
the rear side plate (the side opposite the
drive shaft). The fluid fills the exposed gear
tooth volumes and is transported around
the outer diameter of the gear pocket. As
the gears mesh together, the fluid is dis-
placed in a very precise amount out
through the discharge port that is drilled
alongside the inlet port in the rear plate.
Since Zenith pumps are not self-prim-
ing, a flooded suction is usually the mini-
mum inlet pressure required. However,
when high-viscosity fluids are used, more
time is required to fill the tooth volumes.
As a result, the inlet pressure must be
increased, or the gears must rotate at a
slower speed to ensure complete volume
filling and to prevent cavitation.
Zenith pumps rely on the metered
fluid for lubrication of internal bearing
areas. The pump should never be
allowed to run dry or be allowed to run
with non-lubricating fluids such as water.
Because of the close clearances in the
bearing areas, lack of sufficient lubrication
can cause pump seizure or some other
catastrophic failure.
Slip can occur across the faces of the
gears from the high-pressure side to the
low-pressure side. The amount of slip
depends on four factors: fluid viscosity,
speed, differential pressure, and pump
clearances. Under reasonably stable
operating conditions, slip is repeatable
and predictable,and pump operation can
be adjusted to compensate.
The Zenith H-Series are designed
for high-temperature and high-pressure
operation. As such, operating tempera-
tures to 950° F can be achieved. When
operating at temperatures above ambient,
heat jackets should be used and pumps
should be heated slowly and uniformly to
avoid warpage and internal component
interference.