SECTION ONE
Introduction
This manual was prepared as aguide for the person in-
volved in the maintenance or overhaul of DuroFlow@ 45
Series Blowers utilizing splined rotor shafts and timing
gears. There are two versions, one of which uses spur
gears and the other, helical gears.
The helical gear version is the latest in the evolution of
DuroFlow blower technology. It differs from its prede-
cessor, the spur gear version, only in the gear tooth
configuration and the addition of aBelleville spring
behind one timing gear. On the helical gear blower,
rotor timing is accomplished by varying the position of
alock nut moving one timing gear axially against the
pressure of the Belleville spring washer. This slight
longitudinal movement of the drive gear in relation to
the idler gear changes the angular relationship be-
tween the two rotors.
In the spur gear version, rotor timing is accomplished
by selective assembly. Aparticular set of gears is
matched to aparticular set of rotors in order to achieve
the proper angular relationship between the two
rotors.
This manual is concerned primarily with the helical
gear version, which is currently in production.
Section Eight covers the differences in teardown and
reassembly procedure for the spur gear version.
Each of the four sizes of 45 Series blowers has four
configurations designated by the position of the drive
shaft as viewed from the drive end. The most common
configuration, designated vertical-top (VT), has the
drive rotor above the idler rotor and the airbox inlet
and discharge ducts are at the sides. In the vertical-
bottom (VB) configuration, the drive rotor is mounted
below the idler rotor. In the horizontal-left (H L)config-
uration, the drive rotor is to the left of the idler rotor
and the airbox inlet and discharge ducts are at the top
and bottom of the unit. In the horizontal-right (HR)
configuration, the drive rotor is mounted to the right
of the idler rotor.
The VT and HL configurations are identical except for
the position of the oil breather and the oil filler plug
and a change in the mounting plate in the HL. Like-
wise, the VB and the HR configurations correspond to
each other with the same differences as the VTand HL.
The VT-HL differs from the VB-HR in having adif-
ferent oil flinger on the drive end which is mounted on
the drive shaft in the VB-HR version rather than on
the idler shaft as in the VT-HL. Both oil flingers are
identical in the VT-HL version, whereas the drive end
flinger is more deeply dished than thegear end fiinger
in the VB-HR versions.
Since the VT version is the most common of the
various configurations, the illustrations and the tear-
down and reassembly procedures in this manual refer
to the VT configuration. The person involved in
overhauling one of the other versions of the blower
should keep in mind the differences noted in the
preceding paragraphs.
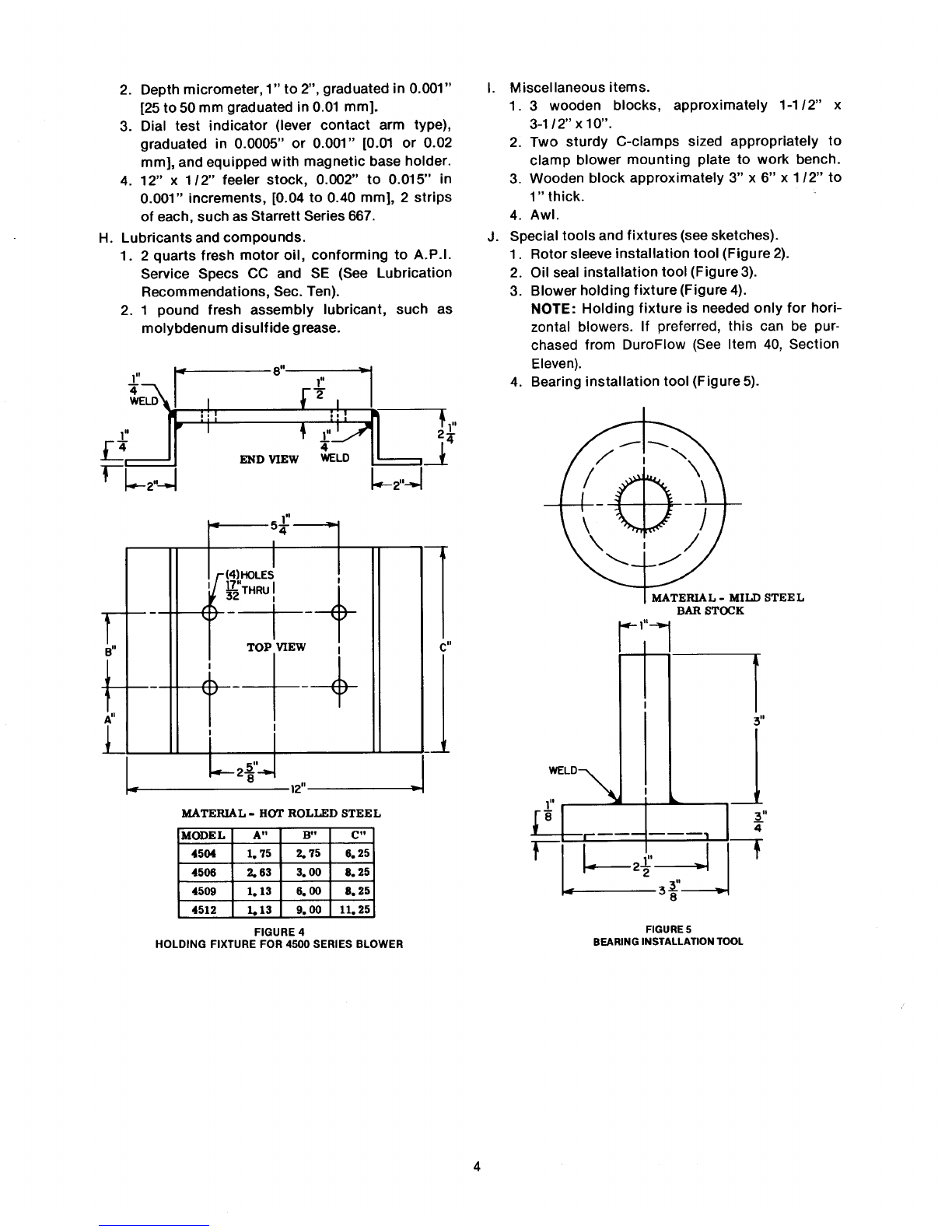
In addition, if overhauling either the HL or HR
versions, it is advisable to use aholding fixture to
secure the blower to the workbench. This can be
obtained from DuroFlow or it can be fabricated as in
Fig. 4.
It is suggested that the appropriate sections of this
manual be read and fully comprehended before any
specific service operation is attempted. Further, the
importance of aclean and adequately outfitted
workshop cannot be overemphasized. The success of
any major blower service effort depends upon
recognition of the fact that virtually every part
contained in the assembly is highly precise, and
hence, is vulnerable to the damaging effects of dirt,
moisture and rough handling.
IMPORTANT NOTICE
In mid-1981, modifications to the 45 Series end plates were made that are not shown in the text of this manual.
Blowers now require only one conventional breather cap. This difference will not affect service procedures.
When properly mounted, the air breather ports on modified blowers are always facing downward, and no
longer require breather caps. If these vent ports are threaded, abreather vent will be inserted. DO NOT PLUG
OR OBSTRUCT THESE AIR VENT PASSAGEWAYS!!
The oil sump breathing is now accomplished through the oil fill port. Ahexagonal bushing is inserted into the
oil fill hole, and the blowers’ only breather cap is placed in this bushing to vent the oil sump.
2