Edges
Bullnose and
half bullnose edges
The diamond generators should be in good
condition without any deformities to achieve
the
right profile.
6-motor machine: Sandpaper grits 60, 120,
220, 400, 800, 1500.
8-motor machine: Sandpaper grits 120, 220,
220, 400, 600, 800, 1500, 3000.
Speed*: Approximately 20-25 cm/min.
Pressure: Between 2 and 3 bar.
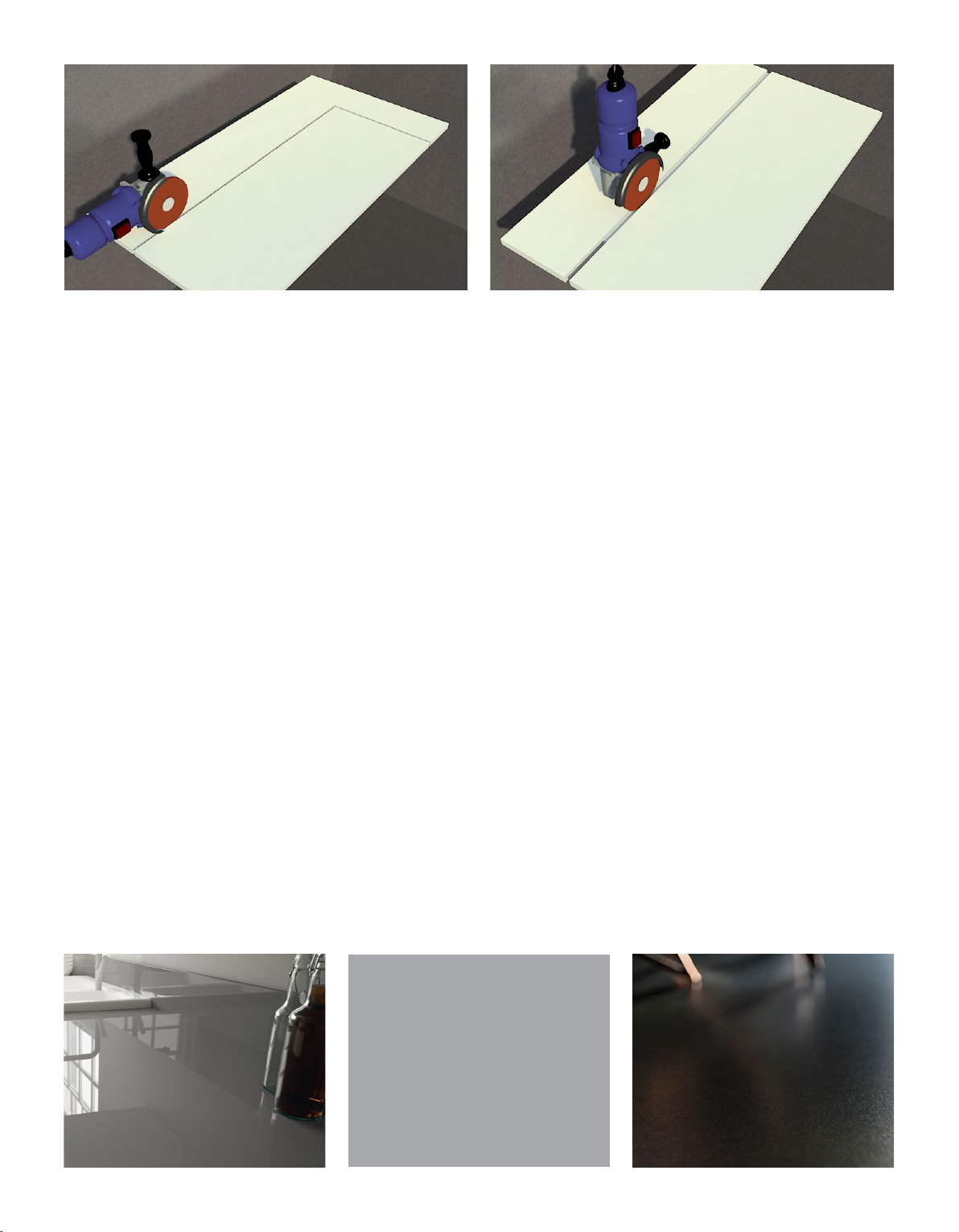
Polishing edges with
manual water polishing
machine
The polished abrasives must be in good
condition. The cutting table and the piece
being worked on should be well secured to
prevent any movement during polishing.
The polishing machine should turn at less than
4000 r.p.m.
The water flow must be high and properly
directed towards the polishing area to keep
the material cool and prevent it from burning.
Grind using a diamond disk.
Move the polishing machine gently over the
material without pressing against it. When
polishing, rather than remaining in the same
position on the edge, the machine should be
kept in constant motion.
Use diamond resin sandpapers. Use the
following sequence of grits: 50, 100, 200, 400,
800, 1500, 3000..
Polishing edges with
an automatic edging ma-
chine. Straight edges
6-motor machine: Sandpaper grits 60, 120,
220, 400, 800, 1500.
8-motor machine: Sandpaper grits 60, 120,
220, 400, 600, 800, 1500, 3000.
Speed*: Approximately 50-60 cm/min.
Pressure: Between 2 and 3 bar.
*for dark colours, the speed should be 40-50.
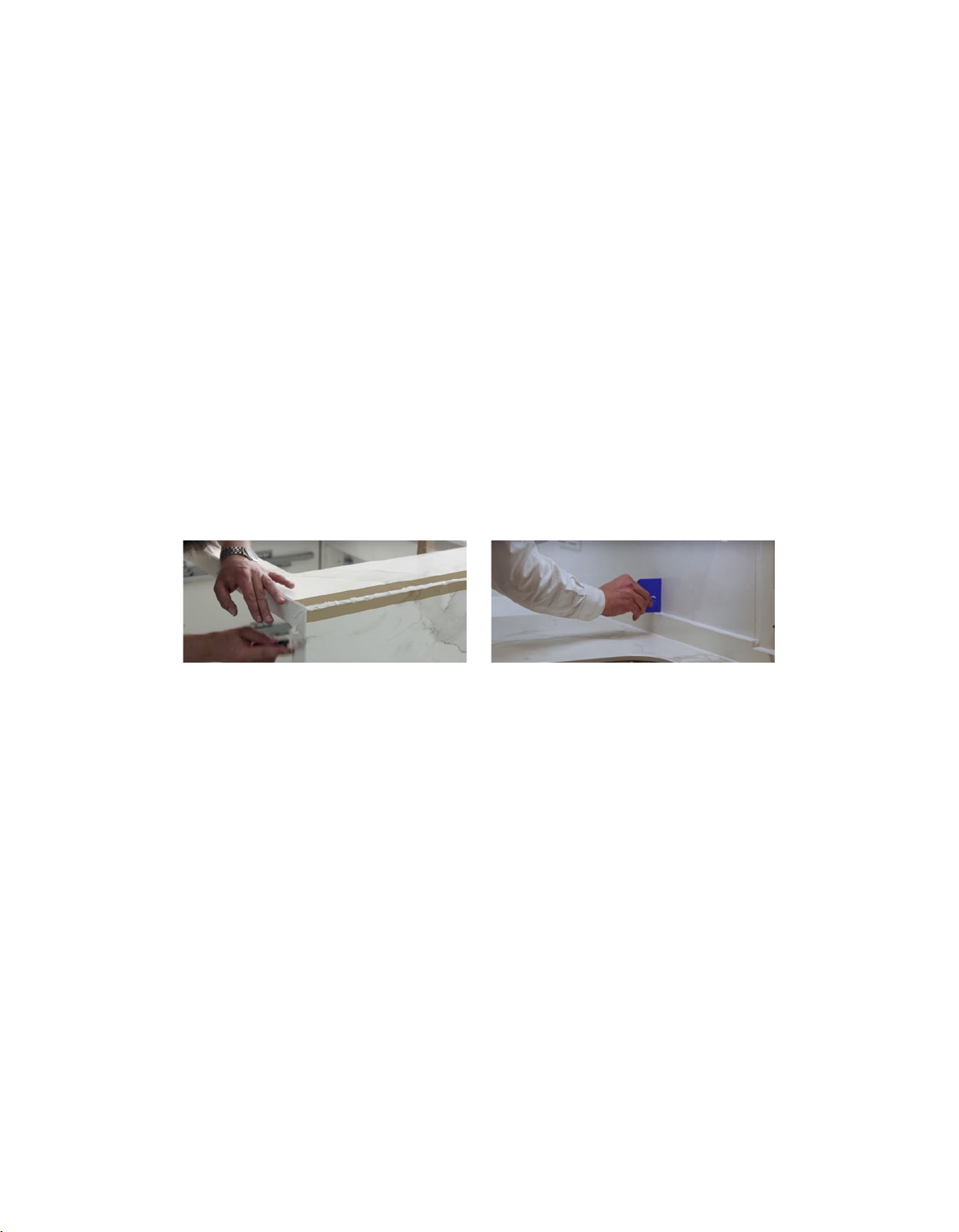
Polishing Suedelook
edges
Use abrasives for SUEDE finishes. These can
be obtained from any store or dealer
authorised by Cosentino.
Polishing by hand
The polishing should be done with water.
Ensure that the manual polishing machine
has a continuous supply of water so that the
product is kept cool.
The sequence of grit size that should be used
is as follows: 36, 36, 46, 46, 60, 120, 220, 400,
600.
For 36, 46, 60, 120 disks the rpm must be
between 1500-2000.
For 220, 400, 600 disks the rpm must be
between 2500-3000.
IMPORTANT: Do not apply pressure as it
breaks the teeth and is dangerous.
Polishing with an
automatic edgingmachine
The pressure of the heads on the edge should
be as low as possible to prevent the teeth on
the special abrasives from breaking.
For such purpose, a back pressure should also
be used to all but cancel out the pressure of
the heads, as shown in the chart.
The trays with the concentric coupling screw
are used for straight edges, whether it is
polished or leather finish.
The trays with and off-centre screw are used
for special edges.
IMPORTANT: Do not apply pressure as it
breaks the teeth and is dangerous.
5