Table of Contents
Check before Use................................................................................................................................1
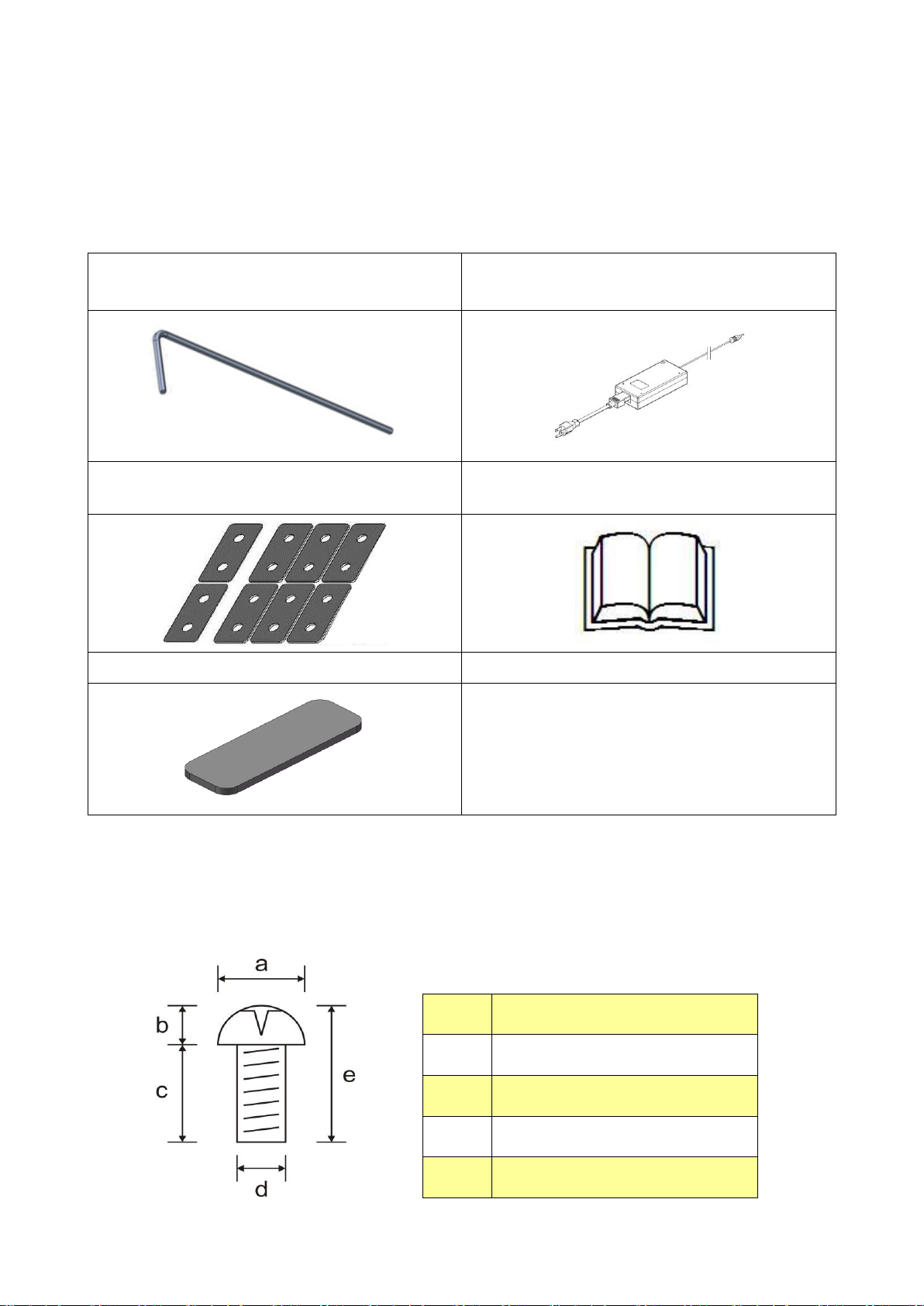
Equipped Accessories ..................................................................................................................1
Check Screw Dimension..............................................................................................................1
Description of Machine & PCB Function and Panel Hole Locations ...........................................2
Adjustment .........................................................................................................................................3
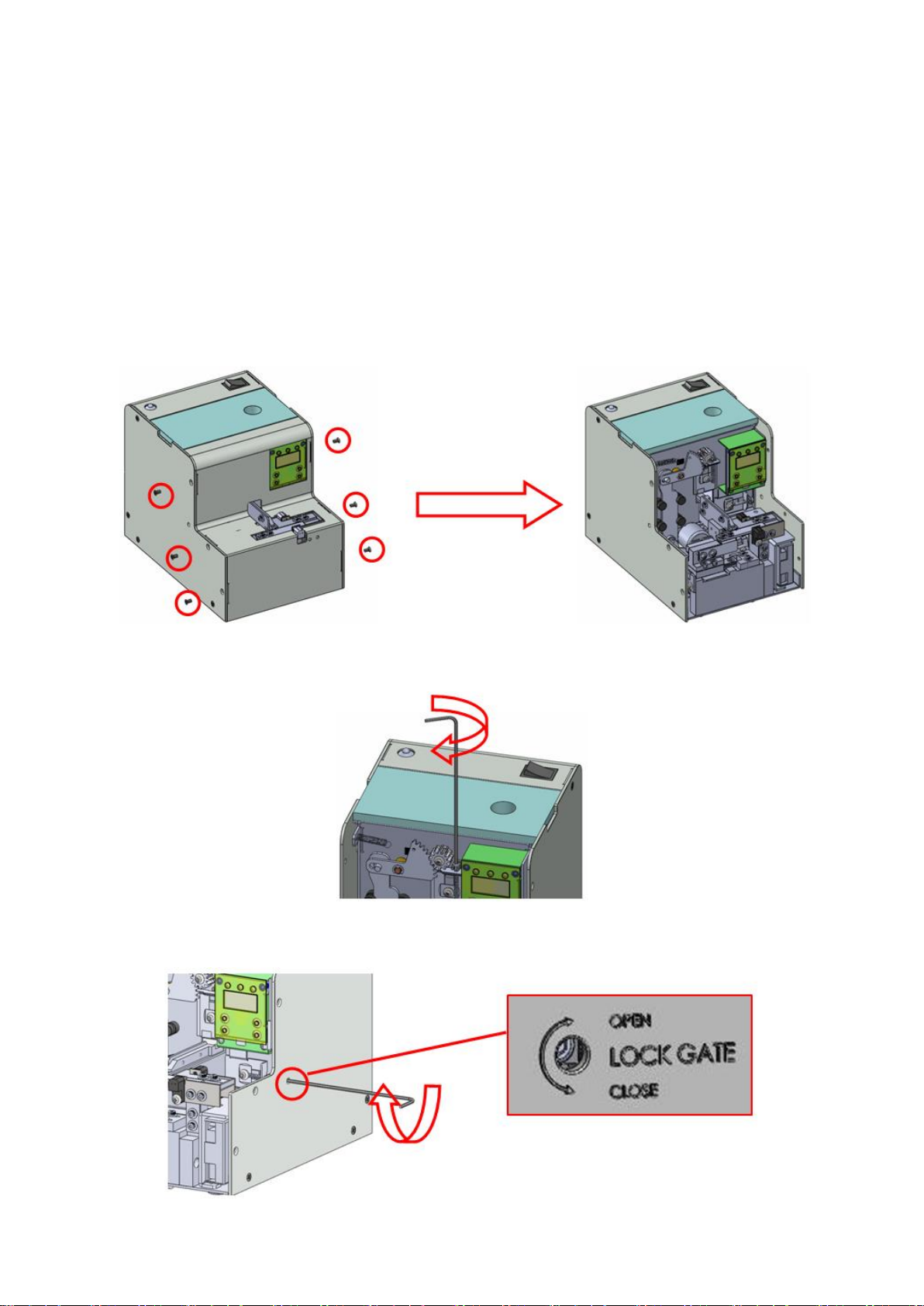
Track Adjustment.........................................................................................................................3
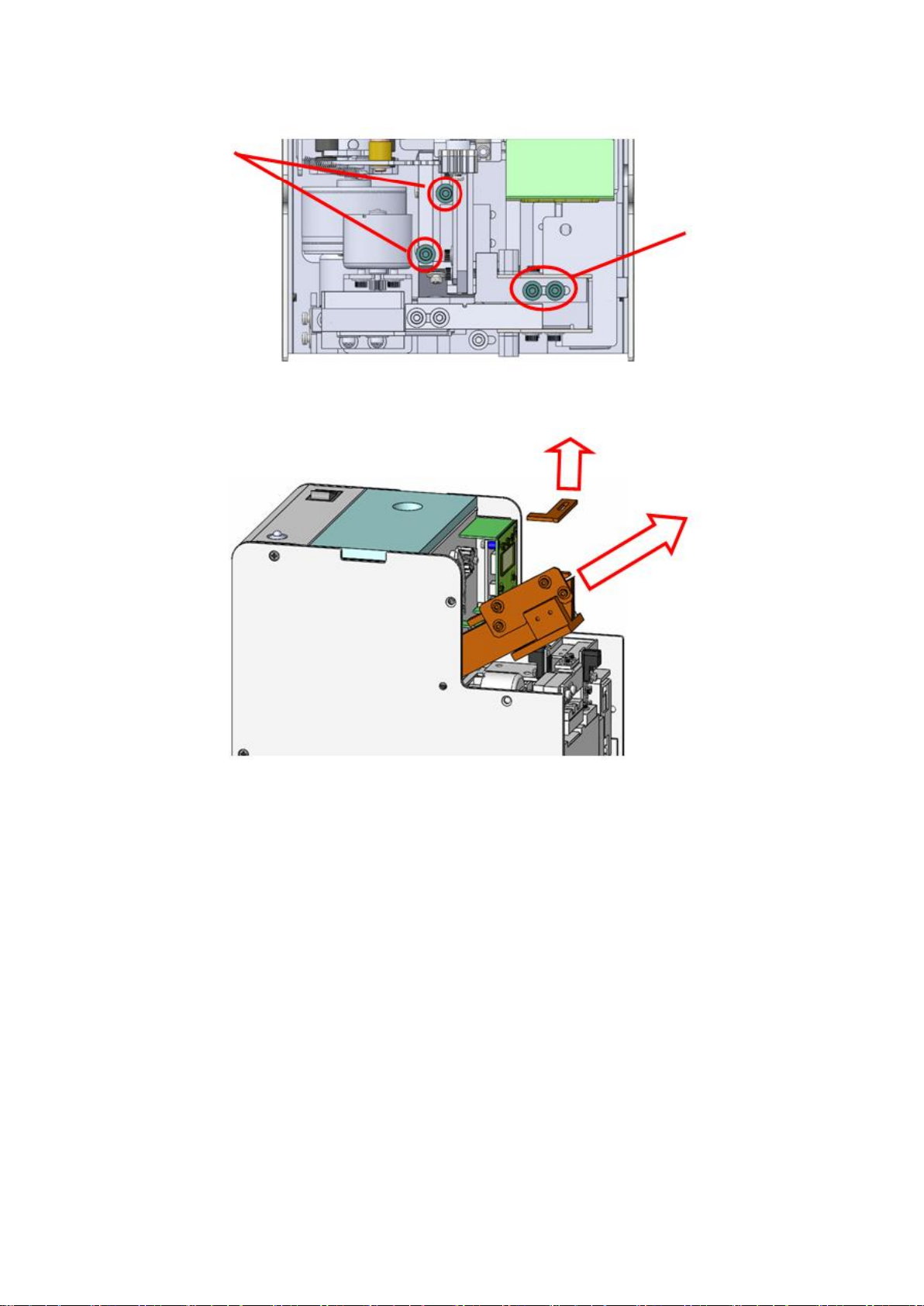
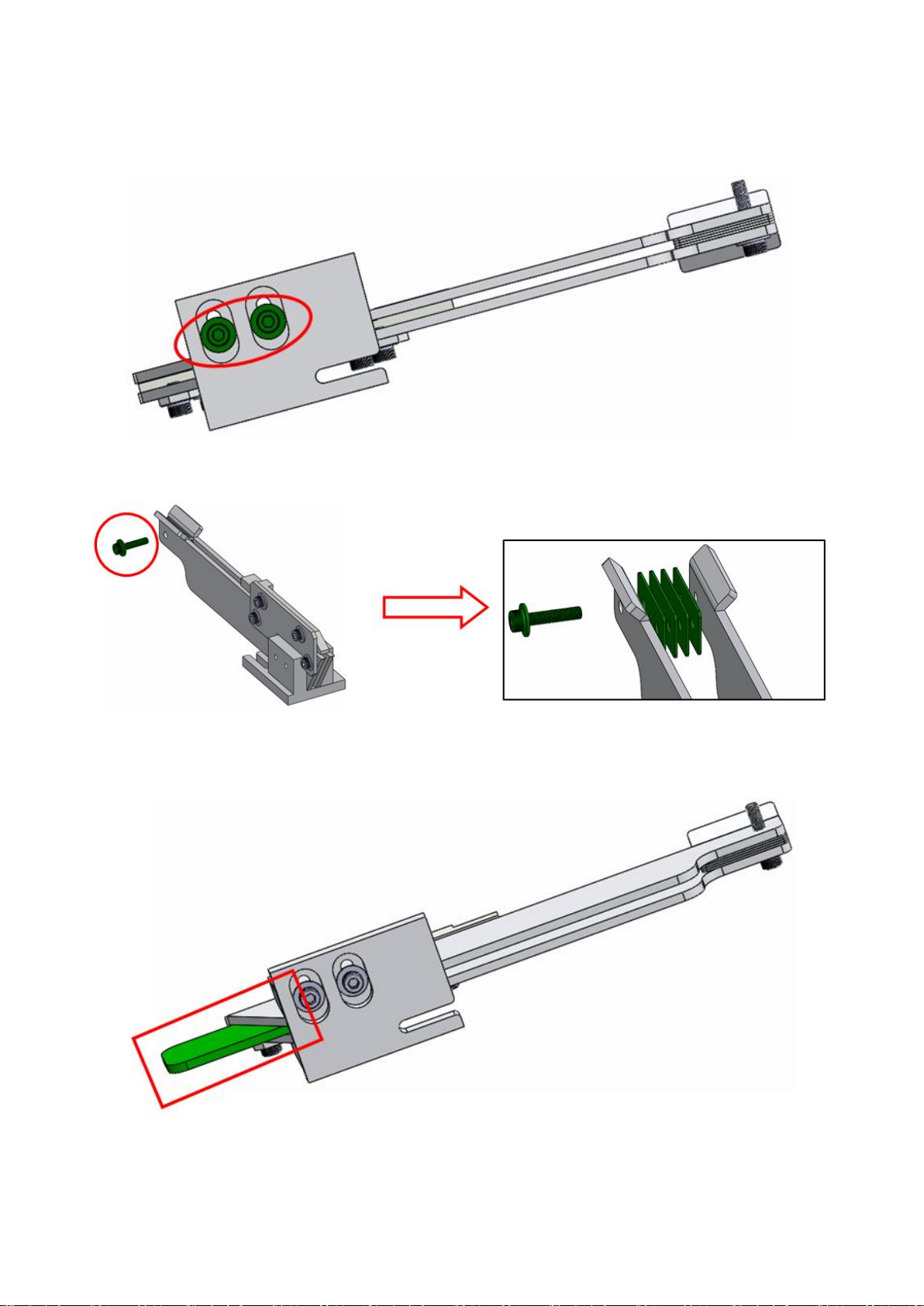
Track Removal.....................................................................................................................3
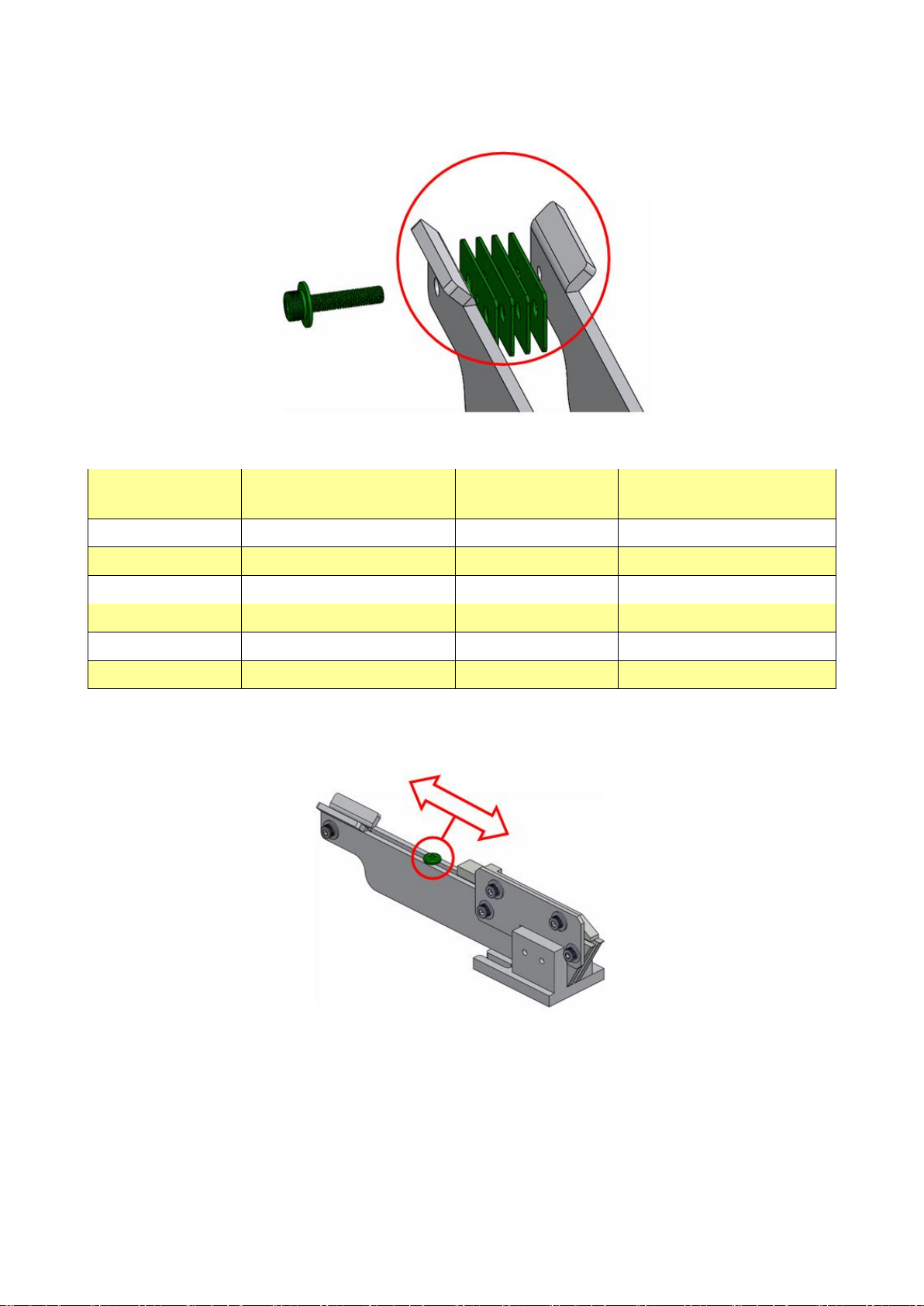
Adjust Track Width..............................................................................................................5
Track Installation .................................................................................................................7
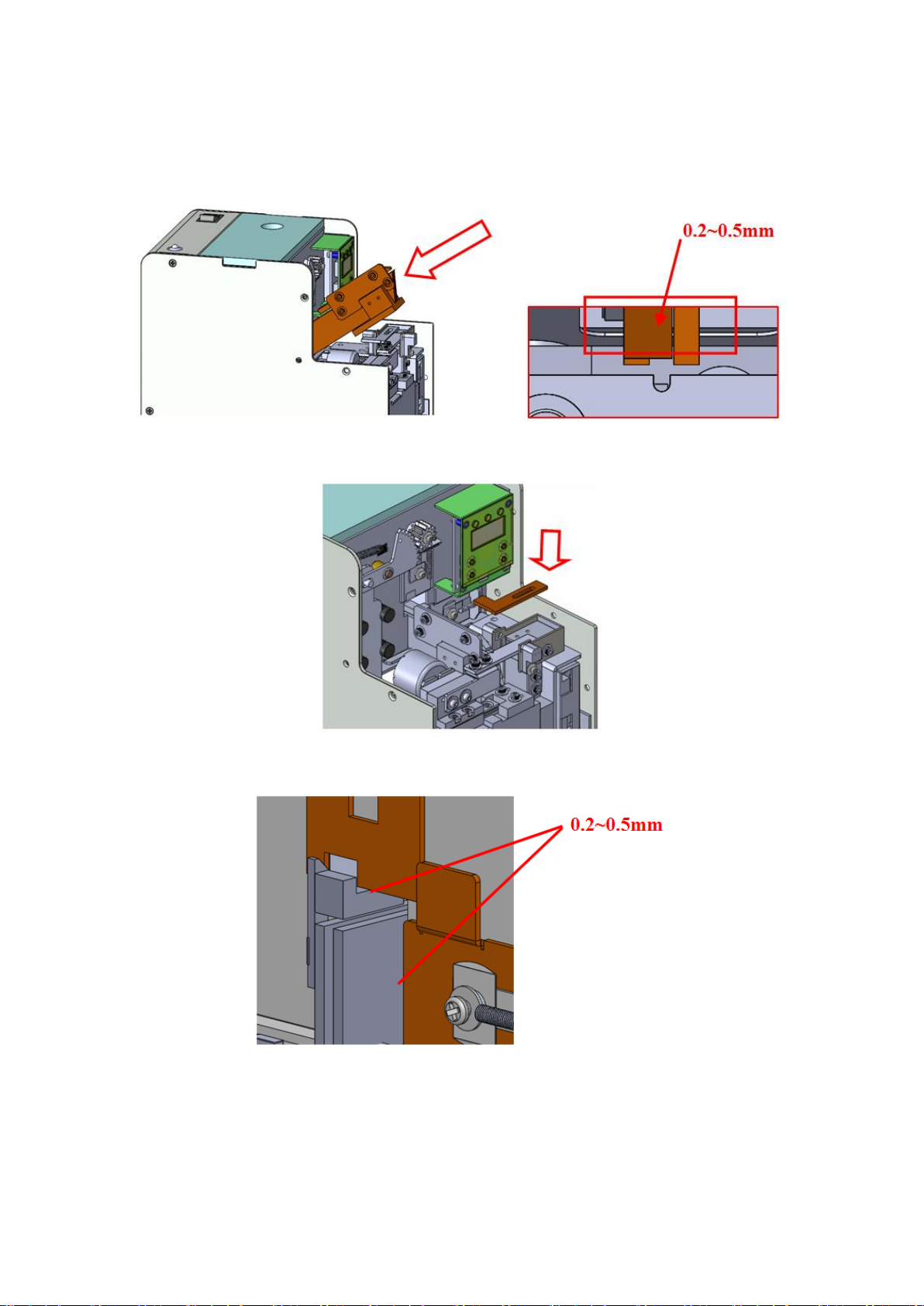
Adjustment of Keep Board ..........................................................................................................8
Adjustment of Infrared Device ....................................................................................................9
Adjustment of Dispensing Mechanism......................................................................................10
Adjustment of Container Funnel Inside Cylinder......................................................................13
Adjustment of Brush..................................................................................................................14
Method of Use...................................................................................................................................16
Quantity of Screws Placed In.....................................................................................................16
Signal Board Connection...........................................................................................................17
Counter Interface Operation.......................................................................................................18
Common Malfunction and Simple Resolution ..............................................................................21
Maintenance and Cleaning..............................................................................................................22
Warranty Clause..............................................................................................................................23