INTRODUCTION
The ELECTROMATIC - 4 has been esigne an built to consistently pro uce metallurgical soun precision
castings through a series of rigi ly controlle operations, automatically or manually performe . Casting with the
Electromatic - 4 consists of four basic operations:
1. Placing preheate crucible an mol in their appropriate hol ers
2. In uction melting of the alloy
3. Centrifugal casting of the molten alloy into the mol
4. Removal of the crucible an mol
Phases 2 an 3 are accomplishe through a complex electro-mechanical system. In uction melting is accomplishe
by creating a rapi ly alternating magnetic fiel , which causes the alloy in the crucible to absorb energy an
melt. The high frequency fiel is evelope in a water-coole coil, which surroun s the crucible an is pro uce
by a generator, which oscillates at approximately 500 kHz (thousan s of cycles per secon ).
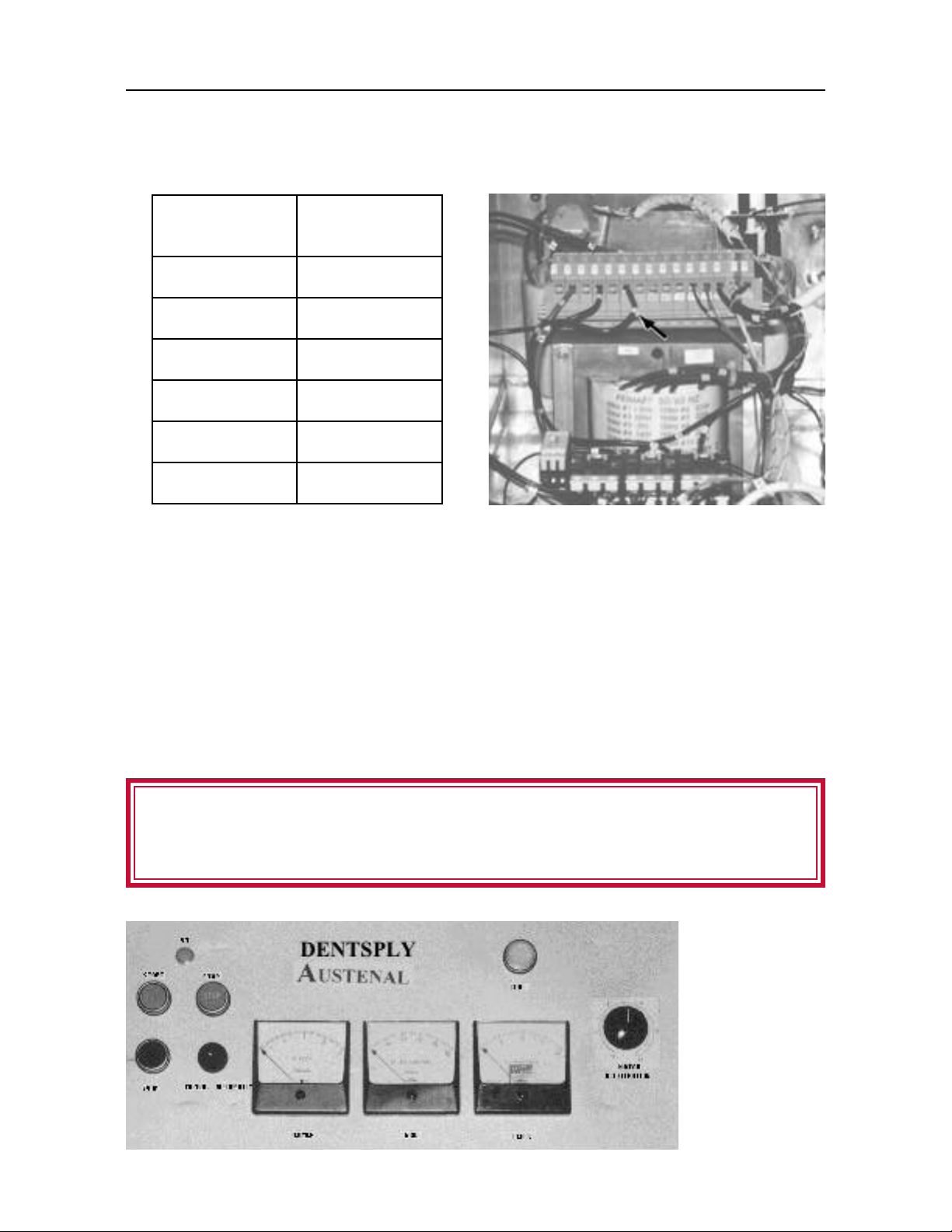
The START an STOP push buttons, the ON in icator an the circuit breaker form a circuit that will provi e
power to the Generator if the Melt Coil is in the UP an LOCK position, an to the Centrifuge Motor if the Melt
Coil is in the DOWN position. Pressing the START push button will latch the circuit, which will be in icate by the
ON in icator, if all the interlocks are operating normally. The circuit will automatically unlatch in the event of a
power failure. This minimizes the possibility of an acci ent if the power is su enly restore . If an overloa
occurs within the Melt Circuit uring the melting cycle, the overloa circuit will turn off an unlatch the operation.
Pressing the STOP push button will unlatch the circuit uring Melting or Centrifuging an iscontinue power to the
generator or the centrifuge motor correspon ingly. During the centrifuge operation the cover is locke an can
not be opene until the arm comes to a complete stop. With the unit in the Automatic mo e, control of the
casting temperature is maintaine by the Optical Ra iation Pyrometer. This etector senses both visible light an
infrare ra iation coming irectly from the alloy, or carbon insert. Its signal is fe to a soli state Temperature
Controller. When the molten alloy reaches a preset temperature, the power to the Melt Coil is cycle ON an
OFF, automatically maintaining the alloy at the selecte temperature prior to casting. This hol ing cycle is calle
“soaking”. Soaking times can be set from 0 to 60 secon s, an is engage by momentarily pressing the SOAK
TIMER ENGAGE push button uring melting or after the alloy has reache temperature. When the Soak Timer
completes the cycle an the Centrifuge Cover is close , the Melt Coil rops, the casting arm revolves clock-wise
an the molten alloy will be centrifugally cast into the mol . The centrifuge will spin for 30 secon s an
automatically stop. When the unit is use in the Manual mo e, control of the casting operation is epen ent on
the operator observing the alloy in the crucible an manually cycling the Start an Stop push buttons maintains
proper temperature. When the alloy is rea y to cast, place the investment ring in the cra le an close the
Centrifuge Cover. Continue to cycle the Start an Stop push buttons to maintain the esire casting temperature.
With the Start an Stop circuit latche , activate the Coil Release switch. This will rop the Melt Coil, the casting
arm will revolve an the molten alloy will be centrifugally cast into the mol . The centrifuge will spin for 30
secon s. When the centrifuge is in operation, in either Automatic or Manual mo e, the Coil Release Switch will
be inoperative until power to the centrifuge motor has been iscontinue .
Electromatic -
3