6
CHANGE PARTS AND REPAIR PARTS
A Parts/Price List is furnished separately. When ordering
parts, always furnish both the part number and the name of
the part. When ordering change parts for cans, always send
six (6) loose tops and can bodies of the size can(s) to be
closed.
REPAIR PARTS AND REBUILDING SERVICE
A complete stock of parts is maintained by Dixie Canner
Equipment Co., Athens, Georgia, USA. Parts may be
ordered as needed to replace worn or damaged parts. Your
Dixie Double Seamer may be returned to Athens, Georgia
for a complete rebuilding at a nominal service charge, plus
the cost of parts needed. When returningthe machine for the
rebuilding service please observe the following:
1. Return the complete machine and include several cans
and tops of the exact size and type closed. Properly
crate the machine and cans for safe delivery and return
shipment, and prepay shipping cost.
2. Write a letter authorizing the rebuilding service and
mention any problem with the machine. Also mention
particular instructions concerning return shipment,
urgency, and other pertinent instructions.
HELPFUL HINTS — TROUBLESHOOTING
Until the operator is familiar with the mechanics of your can
closing machine and learns to recognize irregularities in the
essential requirements of the double seam, the outline below
is intended to help notice obvious defects and list some
causes that may serve as a guide in correcting minor trou-
bles.
MECHANICAL DEFECTS & COMMON CAUSES
A. Can slips during seaming operation
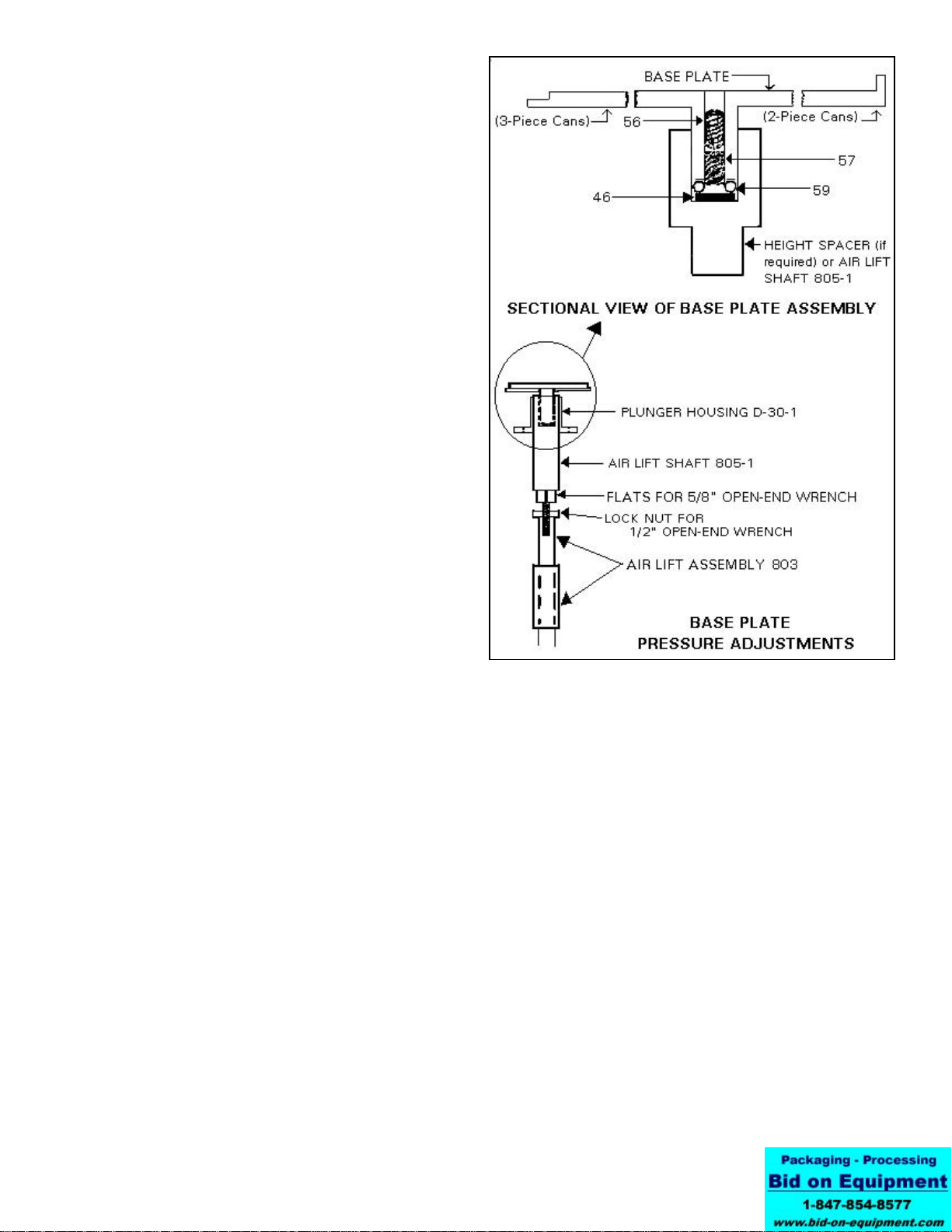
1. Damage or lack of oil in the base plate, lift shaft,
height spacer or steel ball
2. Insufficient base plate pressure
3. Worn or wrong size chuck
4. Seaming rolls binding on pins
B. Machine operates with undue noise or "locks"
1. Machine not properly timed
C. Unusually loose seaming rolls
1. Seaming roll or pins worn
D. Seaming rolls do not return to neutral position
1. Seaming roll levers binding
2. Seaming lever spring weak or broken
3. Machine not properly timed
E. Machine seems to "labor" or freeze tight
1. Needs oil.
2. Too much base plate pressure
3. Seaming rolls too tight
4. Misalignment of moving parts
DOUBLE SEAM DEFECTS & COMMON CAUSES
A. Cut over. Unusually sharp edge at top inside edge of
seam
1. 1st or 2nd operation seam roll set too tight
2. Worn seam rolls or worn chuck
B. Cut or fractured seam
1. Seam rolls set too tight
C. Droop or lap in double seam at or near can body side
seam
1. Too much base pressure
2. 1st operation seam roll set too loose
3. Worn 1st operation seam roll
D. Excessive countersink depth
1. Too much base pressure
2. 1st operation seam roll set too loose
3. Chuck not properly seated in can top
4. Chuck groove worn
E. False seam. Body hook and cover hook do not overlap
1.Can top not properly seated on can
2. Damaged can flange or can top curl
F. Long body hook
1. Too much base pressure
G. Long cover hook
1. 1st operation seam roll set too tight
H. Short body hook
1. Insufficient base pressure
2. 1st operation seam roll set too tight
3. 2nd operation seam roll set too loose
I. Short cover hook
1. Too much base pressure
2. 1st operation seam roll set too loose
3. Worn 1st operation seam roll
4. Excessive countersink depth
J. Cover hook or body hook not uniform
1. Base plate or plunger worn
2. Chuck or seam rolls out of alignment
K. Droops, vees, wrinkles
1. Excessive base pressure
2. 1st operation seam roll too loose or worn
3. 2nd operation seam roll too tight
4. Defects in can body or top
5. Incorrect seam roll profiles