Expondo MSW S-SPOTTER 4000 User manual

DENT PULLER
User manual | Manuel d´utilisation | Istruzioni per l‘uso | Manual de instrucciones | Instrukcja obsługi | Návod k použití
S-SPOTTER 4000
S-SPOTTER 5000
S-SPOTTER 4200
Bedienungsanleitung
expondo.de
SPOT WELDER

2
INHALT | CONTENU | CONTENT | CONTENUTO | CONTENIDO | TREŚĆ | OBSAH
Deutsch
English
Polski
Français
Italiano
Español
Rev. 30.05.2017
3
12
22
32
41
52
62
NAZWA PRODUKTU ZGRZEWARKA CAR SPOTTER
PRODUKTNAME AUSBEULSPOTTER
PRODUCT NAME DENT PULLER SPOT WELDER
NOM DU PRODUIT POSTE À SOUDER PAR POINT
NOME DEL PRODOTTO PUNTATRICE PER LAMIERE
NOMBRE DEL PRODUCTO MÁQUINA DE SOLDAR POR PUNTOS
NÁZEV VÝROBKU
MODEL PRODUKTU
MODELL
PRODUCT MODEL
MODÈLE
MODELLO
MODELO
MODEL VÝROBKU
NAZWA PRODUCENTA
EXPONDO POLSKA SP. Z O.O. SP. K.
NAME DES HERSTELLERS
MANUFACTURER NAME
NOM DU FABRICANT
NOME DEL PRODUTTORE
NOMBRE DEL FABRICANTE
NÁZEV VÝROBCE
ADRES PRODUCENTA
ANSCHRIFT DES HERSTELLERS
MANUFACTURER ADDRESS
ADRESSE DU FABRICANT
INDIRIZZO DEL FORNITORE
ADRESA VÝROBCE
3
Rev. 30.05.2017
Lesen Sie die Bedienungsanleitung sorgfältig.
Elektrische Geräte dürfen nicht mit dem Hausmüll entsorgt werden.
Das Gerät entspricht der CE-Erklärung.
Achtung! Gefahr durch Stromschlag!
Nur für den Innenbereich geeignet.
Achtung! Heiße Oberäche – Verbrennungsgefahr.
Achtung! Brand – oder Explosionsrisiko.
Tragen Sie Ganzkörperschutzkleidung.
Achtung! Schutzhandschuhe tragen.
Es ist eine Schutzbrille zu verwenden.
Warnung! Schädliche Dämpfe, Vergiftungsgefahr! Gase und Dämpfe können
gesundheitsgefährdend sein. Beim Schweißen werden Schweißgase und – dämpfe freigesetzt.
Einatmen dieser Substanzen kann die Gesundheit gefährden.
SYMBOLE
ACHTUNG! Die Bilder in der vorliegenden Anleitung sind Übersichtsbilder und können in Bezug
auf einzelne Details von dem tatsächlichen Aussehen abweichen.
Die ursprüngliche Bedienungsanleitung ist die deutschsprachige Fassung. Sonstige Sprachfassungen sind
Übersetzungen aus der deutschen Sprache.
1. SICHERHEITSHINWEISE
1.1 ALLGEMEINE BEMERKUNGEN
• Sorgen Sie für die eigene, sowie für die Sicherheit Dritter und befolgen Sie die in der
Bedienungsanleitung enthaltenen Anweisungen genau.
• Für die Inbetriebnahme, Bedienung, Reparatur und den Maschinenbetrieb dürfen nur entsprechend
qualizierte Personen zuständig sein.
• Das Gerät ist ausschließlich gemäß seines Zweckes zu benutzen.
1.2 VORBEREITUNG DER SCHWEIßARBEITSSTELLE
ACHTUNG: BEIM SCHWEIßEN KANN ES ZU EINEM BRAND BZW. EINER
EXPLOSION KOMMEN!
• Die Sicherheits – und Arbeitsschutzvorschriften in Bezug auf Schweißen sind zu befolgen. Die
Arbeitsstelle muss mit einem geeigneten Feuerlöscher ausgerüstet werden.
• Das Schweißen ist an den Stellen, wo es zur Entzündung von leicht entammbaren Werkstoffen
kommen kann, verboten.
• Das Schweißen ist verboten, wenn sich in der Luft entammbare Partikel oder Dämpfe benden.
• Es sind Schutzmaßnahmen gegen Funken und glühende Metallpartikel zu ergreifen.
• Es sollte insbesondere darauf geachtet werden, dass Funken oder heiße Metallspritzer nicht durch
Schlitze oder Öffnungen im Gehäuse, oder durch den Schutzschirm gelangen können.
• Es dürfen keine Behälter oder Fässer geschweißt werden, die leichtbrennbare Substanzen enthalten
oder enthielten. Das Schweißen in der unmittelbaren Nähe ist ebenfalls untersagt.
• Es dürfen keine Druckbehälter, Drucktanks oder Leitungen von Druckanlagen geschweißt werden.
• Sorgen Sie immer für ausreichende Belüftung!
• Nehmen Sie für die Schweißarbeit eine stabile Position ein.

AUCH NACH DEM ABSCHALTEN DES VERSORGUNGSKABELS KANN DAS GERÄT
UNTER SPANNUNG STEHEN.
• Überprüfen Sie nach dem Ausschalten des Gerätes und dem Abschalten des Spannungskabels die
Spannung am Eingangskondensator, um sicherzugehen, dass der Spannungswert gleich Null ist.
Andernfalls dürfen die Bauteile des Gerätes nicht berührt werden.
1.5 GAS UND RAUCH
ACHTUNG: GAS KANN GEFÄHRLICH FÜR DIE GESUNDHEIT SEIN UND SOGAR
ZUM TOD FÜHREN!
• Man muss immer eine gewisse Entfernung vom Gasauslauf einhalten.
• Beim Schweißen ist für gute Belüftung zu sorgen. Das Einatmen des Gases ist zu vermeiden.
• Von der Oberäche der geschweißten Gegenstände sind die chemischen Substanzen
(Schmiersubstanzen, Lösungsmittel) zu entfernen, da sie unter Einuss der Temperatur verbrennen und
dabei gefährliche gasförmige Substanzen freisetzen.
• Das Schweißen von verzinkten Teilen ist nur bei vorhandenen, leistungsfähigen Abzügen, mit der
Möglichkeit der Filtrierung und Zuführung von reiner Luft, zulässig. Die Zinkdämpfe sind sehr giftig. Ein
Symptom der Vergiftung ist das sog. Zinkeber.
2. TECHNISCHE DATEN
Produktname Ausbeulspotter
Modell S-SPOTTER 4000 S-SPOTTER 5000 S-SPOTTER 4200
Nenneingangsspannung [V]/
Netzfrequenz [Hz]
400~ 2 Phasen/50
Eingangsleistung [kW] 16 19 18
Eingangsnennstrom [A] 42 50 47
Maximale Stromleistung [A] 4000 5000 4200
Gewicht [kg] 58 64 62
3. BETRIEB
3.1 ALLGEMEINE BEMERKUNGEN
• Das Gerät ist zweckgemäß, unter Einhaltung der Arbeitsschutzvorschriften und den Angaben aus dem
Typenschild zu verwenden (IP-Grad, Arbeitszyklus, Versorgungsspannung etc.).
• Die Maschine darf nicht geöffnet werden. Andernfalls erlischt die Garantie. Die explodierenden, nicht
abgedeckten Bestandteile können zu Körperverletzungen führen.
• Der Hersteller haftet nicht bei technischen Änderungen des Geräts oder materiellen Schäden infolge
dieser Änderungen.
• Bei Störungen des Gerätes wenden Sie sich bitte an die Serviceabteilung des Verkäufers.
• Belüftungsschlitze dürfen nicht zugedeckt werden. Das Schweißgerät ist in ca. 30 cm Entfernung von
den umliegenden Gegenständen aufzustellen.
• Das Schweißgerät darf weder in Körpernähe noch unter dem Arm gehalten werden.
• Die Maschine darf nicht in Räumen verwendet werden, in denen hohe Abgaswerte oder viel Staub
auftreten. Auch in Räumen in denen sich Geräte benden, die hohe Werte elektromagnetischer
Emissionen aufweisen, sollte das Schweißgerät nicht verwendet werden.
3.2 LAGERUNG DES GERÄTES
• Die Maschine ist vor Wasser und vor Feuchtigkeit zu schützen.
• Die Schweißmaschine darf nicht auf eine heiße Oberäche gestellt werden.
• Das Gerät ist in einem trockenen und sauberen Raum zu lagern.
4
1.3 PERSÖNLICHE SCHUTZMITTEL
ACHTUNG: DIE STRAHLUNG DES ELEKTRISCHEN BOGENS KANN AUGENLEIDEN
UND HAUTSTÖRUNGEN VERURSACHEN!
• Tragen Sie während des Schweißens bitte eine saubere, feuerfeste und nicht leitende Schutzkleidung
ohne Ölspuren (Leder, dicke Baumwolle, Schweißhandschuhe, Lederschürze, Sicherheitsschuhe).
• Vor dem Beginn der Arbeit sind alle leicht brennbaren oder explosiven Gegenstände oder Materialien,
wie Propan-Butan, Feuerzeuge oder Streichhölzer außer Reichweite zu bringen.
• Verwenden Sie einen Gesichtsschutz (Helm oder Haube) und einen Augenschutz mit einem
entsprechenden Verdunklungslter, der für das Sehvermögen des Schweißers und für den
Schweißstromwert geeignet ist. Die Sicherheitsstandards geben den Farbton Nr. 9 (min. Nr. 8) für
jede Stromstärke unter 300A vor. Niedrigere Werte dürfen verwendet werden, wenn der Bogen den
bearbeiteten Gegenstand überdeckt.
• Verwenden Sie immer eine Schutzbrille mit Seitenschutz und entsprechender Zulassung bzw. eine
andere Schutzabdeckung.
• Verwenden Sie Schutzabdeckungen an der Arbeitsstelle, um andere Personen vor dem blendenden
Licht oder den Spritzern zu schützen.
• Tragen Sie immer Ohrstöpsel oder sonstige Hörschutzmittel, um sich gegen überhöhte Lärmwerte
und vor den Funken zu schützen.
• Unbeteiligte Personen sind bezüglich der Gefahren, welche sich aus dem direkten Blickkontakt mit
dem elektrischen Bogen ergeben zu warnen.
1.4. STROMSCHLAGSCHUTZ
ACHTUNG: STROMSCHLAG KANN ZUM TODE FÜHREN!
• Die Stromversorgungsleitung ist an die am nächsten gelegene Steckdose anzuschließen. Vermeiden Sie
eine fahrlässige Kabelverteilung im Raum und auf nicht kontrollierten Oberächen, da dem Benutzer ein
Stromschlag oder ein Brand drohen kann.
• Ein Kontakt mit den elektrisch geladenen Teilen kann zu einem Stromschlag oder zu einer ernsthaften
Verbrennung führen.
• Der Lichtbogen und der Arbeitsbereich sind bei Stromdurchuss elektrisch geladen.
• Der Eingangskreislauf und der interne Stromkreislauf stehen ständig unter Spannung.
• Die Bauteile, die unter Spannung stehen, dürfen nicht berührt werden.
• Es sind Isolierungsmatten oder sonstige Isolierungsbeschichtungen auf dem Boden zu verwenden. Diese
müssen ausreichend groß sein, sodass der Kontakt des Körpers mit dem Gegenstand oder mit dem
Boden nicht möglich ist.
• Verwenden Sie trockene und unbeschädigte Handschuhe, sowie passende Schutzkleidung.
• Der elektrische Bogen darf nicht berührt werden.
• Vor der Reinigung oder dem Austausch der Elektrode ist die Stromversorgung abzuschalten.
• Es ist zu überprüfen, ob das Erdungskabel sowie der Stecker an die geerdete Steckdose richtig
angeschlossen wurde. Falscher Anschluss der Geräteerdung kann zur Gefahr für Leben oder Gesundheit
führen.
• Man sollte die Stromkabel regelmäßig in Bezug auf Beschädigungen oder mangelnde Isolierung überprüfen.
Das beschädigte Kabel ist auszutauschen. Die fahrlässige Reparatur der Isolierung kann zum Tod oder
Gesundheitsproblemen führen.
• Bei Nichtbenutzung muss das Gerät ausgeschaltet werden.
• Das Kabel darf nicht um den Körper herum gewickelt werden.
• Der geschweißte Gegenstand ist richtig zu erden.
• Das Gerät darf ausschließlich im einwandfreien Zustand verwendet werden.
• Beschädigte Bestandteile des Gerätes sind zu reparieren oder auszutauschen. Bei Höhenarbeiten sind
Sicherheitsgurte zu verwenden.
• Alle Bestandteile der Ausrüstung und der Sicherheitsgeräte sollten an einer Stelle aufbewahrt werden.
• Bei der Einschaltung des Gerätes ist das Griffende möglichst weit vom Körper zu halten.
• Das Massekabel ist möglichst nah an dem geschweißten Element anzuschließen (z.B. am Arbeitstisch).
Rev. 30.05.2017 Rev. 30.05.2017 5

Programm Arbeitsfunktion Beschreibung Leistungseinstellung in % Zeiteinstellung
ASchweißen dreieckiger Unterlagen 23-100 001 – 999 <FFF
B, C Schweißen von Unterlagen 23-100 001 – 999 <FFF
DSchweißen von Stiften/Schrauben
usw.
23-100 001 – 999 <FFF
EPressschweißen von Schrauben 23-100 001 – 999 <FFF
FSchweißen von Welldraht 23-100 001 – 999 <FFF
GEinseitiges Pressschweißen 23-100 001 – 999 <FFF
HAufquellen – Erhitzen von Blech
mithilfe der Kohle-Elektrode
23-100 001 – 999 <FFF
IAnschweißen von Blech an Kanten 23-100 001 – 999 <FFF
JSchneiden mit Kohlenstoffdraht 23-100 001 – 999 <FFF
4.2 BESCHREIBUNG DER ARBEITSOPTIONEN DES GERÄTES
3.3 ANSCHLUSS DES GERÄTES
3.3.1 STROMANSCHLUSS
• Die Überprüfung des Stromanschlusses ist durch eine qualizierte Person durchzuführen. Darüber
hinaus sollte eine entsprechend qualizierte Person überprüfen, ob die Erdung und elektrische Anlage
den Sicherheitseinrichtungen und den – vorschriften entsprechen und sachgerecht funktionieren.
• Das Gerät ist in der Nähe des Arbeitsortes aufzustellen.
• Der Anschluss von übermäßig langen Leitungen an die Maschine sollte vermieden werden.
• Einphasige Schweißmaschinen sollten an eine Steckdose angeschlossen werden, die mit einem
Erdungsstecker ausgerüstet ist.
• Die Schweißgeräte, die aus dem dreiphasigen Netz versorgt werden, werden ohne Stecker geliefert.
Der Stecker muss selbständig beschafft werden. Mit der Montage ist eine dazu qualizierte Person zu
beauftragen.
ACHTUNG: DAS GERÄT DARF NUR BETRIEBEN WERDEN, WENN DIE ANLAGE
ÜBER EINE FUNKTIONSFÄHIGE SICHERUNG VERFÜGT!
4. BEDIENUNG
4.1 BESCHREIBUNG DES GERÄTS
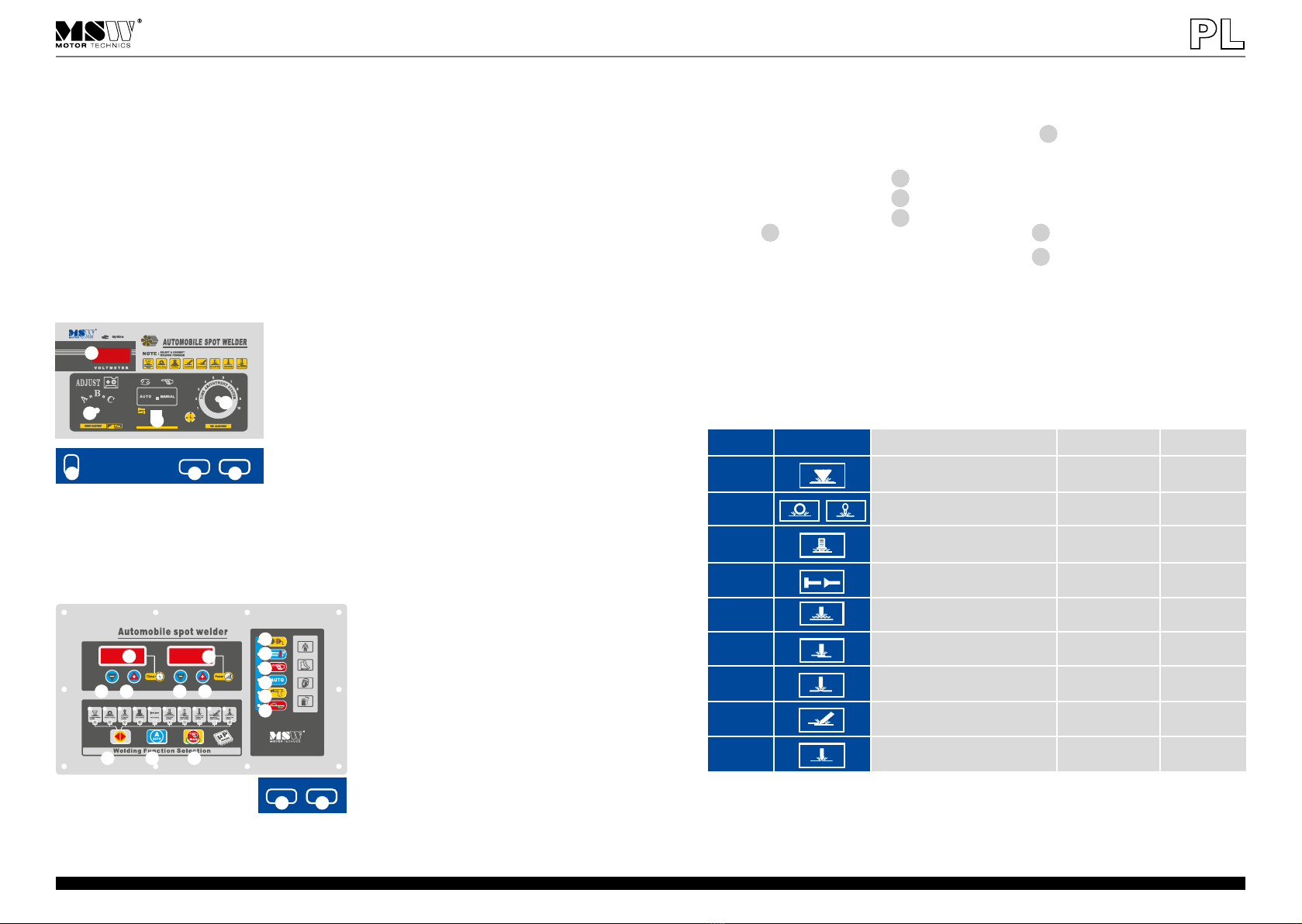
S-SPOTTER 4000 / S-SPOTTER 4200
1. Spannungsanzeige
2. Stromstärkenregler
3. Moduswahl Auto/Manual
4. Zeitregler
5. Hauptschalter
6. Ausgang – Masse
7. Ausgang – Pistole
6
Betriebsbeschreibung
Im Auto Modus: Die Schweißzeit wird mit dem auf dem Schaubild als Nr. 4 gekennzeichneten Drehknopf auf einen
Bereich von 0,2 Sek. bis 2 Sek. eingestellt. Die Einstellung der Leistung erfolgt über den Drehknopf Nr. 2 – d.h. A
– niedrigste Leistung, B - mittlere Leistung, C – volle Leistung.
Im Manual Modus hat es keine Bedeutung welche Zeit eingestellt wird. „Das“ Gerät arbeitet wenn der
Knopf „an der“ Schweißpistole gedrückt wird.
S-SPOTTER 5000 1. Zeitanzeige
2. Anzeige der Leistung des Gerätes in %
3. Taste zur Zeiteinstellung „-”
4. Taste zur Zeiteinstellung „+”
5. Taste zur Leistungseinstellung „-”
6. Taste zur Leistungseinstellung „+”
7. Programmauswahl
8. Auswahl: automatisch/manuell
9. Bestätigung der Programmauswahl
10. Leistungsanzeige
11. Überhitzungsanzeige
12. Anzeiger: manuelle Bedienung
13. Anzeiger: automatischer Betrieb
14. Schweißanzeige für die Schweißpistole
15. Bestätigungsanzeige
16. Ausgang – Schweißpistole
17. Ausgang – Masse
Beschreibung der Arbeitsprogramme
Das Gerät verfügt über voreingestellte Programme. Dies beschleunigt die Auswahl geeigneter
Betriebsparameter.
2
3
4
5
1 6
7
1. Arbeitsgriff (Pistole)
2. Aufsatz für Kohle-Elektrode
3. Aufsatz für Unterlagen
4. Aufsatz für Stifte, Schrauben usw.
5. Elektrode für einseitiges Pressschweißen
6. Elektrode mit Flachschaft zum Schweißen von Welldraht
7. Hammerkopf mit Aufsatz zum Schweißen von Unterlagen/Haken zum Herausziehen von Dellen
Bestandteile (können sich je nach Modell unterscheiden)
Nach der Auswahl des entsprechenden Programms mit der auf dem Bedienfeld als Nr. 8 gekennzeichneten
Taste (Programmauswahl) und der manuellen Einstellung von Schweißzeit und Schweißleistung wird die
Taste zur Bestätigung der Programmauswahl (Nr. 8) gedrückt. Die Funktion zur Änderung der Parameter
wird dann gesperrt und der Betrieb kann aufgenommen werden. Um die Betriebsfunktionen erneut ändern
zu können, wird die mit Nr. 8 gekennzeichnete Taste gedrückt.
Rev. 30.05.2017 Rev. 30.05.2017 7
16 17
6 75
23
4
1
3 4 5 6
12
10
11
12
13
14
15
7 8 9

Das Erdungskabel muss auf einer sauberen, unbemalten Arbeitsäche in der Nähe der zu schweißenden
Stelle untergebracht werden. An die Pistole den Adapter für Unterlagen anschließen und die Unterlage
anbringen. Die entsprechende Leistung für den Schweißstrom einstellen.
8
Der dem Set beigefügte Wagen wird entsprechend dem angegebenen
Schaubild zusammengesetzt.
nicht angeschlossen
nicht angeschlossen
angeschlossen
angeschlossen
angeschlossen
4.3 ANSCHLUSS DES GERÄTES:
Versorgt werden die Geräte mit Zweiphasen-Wechselspannung von 400 V. Anschluss-Schema des Steckers:
Der gelb-grüne Draht dient zum Anschluss des
PE-Erdungskabels. Die zwei Phasen werden in
L1 und L2 angeschlossen. Der Anschluss der
L3-Phase und des Neutralleiters N bleiben
frei. Den Anschluss darf nur ein qualizierter
Elektriker vornehmen.
4.3.1 ANSCHLUSS DER ERDUNG
1 2 3
4
5
1. Zwei Unterlagen müssen auf einer Arbeitsäche so nahe wie möglich beieinander festgeschweißt
werden.
2. Die Litze auf den Unterlagen aufsetzen.
3. Die Metallverriegelung auf die Unterlagen aufsetzen.
4. Die Verriegelungsschraube ansetzen.
5. Die Verriegelung zudrehen.
4.4 ARBEITEN MIT SAUGNAPF
4.4.1 SCHWEISSEN VON UNTERLAGEN
Die Schweißzeit einstellen. Die Pistole auf der Oberäche in einem Winkel von 90°C ansetzen, dann die
Pistole auf die Fläche drücken und den Abzug betätigen. Die Pistole entfernen. Um die festgeschweißten
Unterlagen zu entfernen den Hammerkopf verwenden: Den Haken des Hammerkopf zunächst in der Öse
der Unterlage einhaken und danach den Griff des Hammerkopf schnell in die eigene Richtung ziehen.
4.4.2 SCHWEIßEN VON UNTERLAGEN
Das Erdungskabel muss auf einer sauberen, unbemalten Arbeitsäche in der Nähe der zu schweißenden
Stelle untergebracht werden. An die Pistole den Adapter für dreieckige Unterlagen anschließen und die
Unterlage anbringen. Die entsprechende Leistung für den Schweißstrom einstellen.
Die Schweißzeit einstellen. Die Pistole auf der Oberäche in einem Winkel von 90°C ansetzen, dann die Pistole
auf die Fläche drücken und den Abzug betätigen. Die Pistole entfernen. Um die festgeschweißten Unterlagen
zu entfernen den Hammerkopf verwenden: Den Haken des Hammerkopf zunächst in der Öse der Unterlage
einhaken und danach den Griff des Hammerkopf schnell in die eigene Richtung ziehen.
4.4.3 ERHITZEN MIT KOHLESTOFFSTAB
Das Erdungskabel muss auf einer sauberen, unbemalten Arbeitsäche in der Nähe der zu schweißenden Stelle
untergebracht werden. Den Kohlestoffstab mit dem Adapter für die Pistole verbinden. Die entsprechende
Leistung für den Schweißstrom einstellen.
Rev. 30.05.2017 Rev. 30.05.2017 9
L2L3
L1
PE
N

5. ENTSORGUNG DER VERPACKUNG
Wir bitten Sie, das Verpackungsmaterial (Pappe, Plastikbänder und Styropor) aufzubewahren, um im
Servicefall das Gerät bestmöglich geschützt zurücksenden zu können!
6. TRANSPORT UND LAGERUNG
Beim Transport sollte das Gerät vor Erschütterung und Stürzen geschützt werden. Das Abstellen von
Dingen auf das obere Teil des Gerätes sollte vermieden werden. Lagern Sie die Schweißmaschine in einer gut
durchlüfteten trockenen Umgebung ohne korrosive Gase.
7. REINIGUNG UND WARTUNG
• Ziehen Sie vor jeder Reinigung und bei Nichtbenutzung des Gerätes, den Netzstecker und lassen Sie
das Gerät vollständig abkühlen.
• Verwenden Sie zum Reinigen der Oberäche ausschließlich Mittel ohne ätzende Stoffe.
• Lassen Sie nach jeder Reinigung alle Teile gut trocknen, bevor Sie das Gerät erneut verwenden.
• Bewahren Sie das Gerät an einem trockenen, kühlen, vor Feuchtigkeit und direkter Sonneneinstrahlung
geschützten Ort auf.
8. REGELMÄSSIGE PRÜFUNG DES GERÄTES
Prüfen Sie regelmäßig, ob Elemente des Gerätes eventuelle Beschädigungen aufweisen. Sollte dies der Fall
sein, darf das Gerät nicht mehr benutzt werden. Wenden Sie sich umgehend an Ihren Verkäufer, um das
Gerät reparieren zu lassen.
Was tun im Problemfall?
Kontaktieren Sie Ihren Verkäufer und bereiten Sie folgende Angaben vor:
• Rechnungs- und Seriennummer (letztere nden Sie auf dem Typenschild)
• Ggf. ein Foto des defekten Teils
• Ihr Servicemitarbeiter kann besser eingrenzen worin das Problem besteht, wenn Sie es so präzise wie
möglich beschreiben. Je detaillierter Ihre Angaben sind, umso schneller kann Ihnen geholfen werden!
ACHTUNG: Öffnen Sie die Maschine niemals ohne Rücksprache mit dem Kundenservice. Dies kann Ihren
Gewährleistungsanspruch beeinträchtigen!
10
Die Schweißzeit einstellen. Um das zu bearbeitende Blech zu erhitzen, muss der Kohlenstoffstab im
Uhrzeigersinn gedreht werden. Zum Abkühlen der erhitzen Stelle kaltes Wasser oder einen feuchten Lappen
verwenden, wodurch sich das Blech wieder zu seiner normalen Größe zusammenzieht.
4.4.4 ERHITZEN MIT WELLDRAHT
Das Erdungskabel muss auf einer sauberen, unbemalten Arbeitsäche in der Nähe der zu schweißenden
Stelle untergebracht werden. Die entsprechende Elektrode anschließen. Die entsprechende Leistung für den
Schweißstrom einstellen.
Die Schweißzeit einstellen. Die Pistole auf der Oberäche in einem Winkel von 90°C ansetzen, dann die
Pistole auf die Fläche drücken und den Abzug betätigen. Den Haken mit dem Hammerkopf verbinden,
danach den Griff des Hammers schnell hochziehen, um die Delle "herauszuziehen".
HINWEIS! Das Gerät verfügt über eine Überhitzungssicherung. Es kann sich während des Betriebs
abschalten und den Ventilator zwecks Kühlung anwerfen. In diesem Fall sollten sie die Nutzung des Gerätes
für etwa 15 Minuten unterbrechen, um es abkühlen zu lassen. Wenn sich dies häuger wiederholen sollte,
muss eine niedrigere Leistung des Schweißstroms und/oder ein kürzeres Zeitintervall eingestellt werden.
HINWEIS! Um Schäden an der Arbeitsäche zu vermeiden, sollte zuerst eine Probe mit dem Gerät an
einem anderen Metallstück (mit den gleichen Eigenschaften) vorgenommen werden, um Schweißstrom und
Schweißzeit anzupassen.
4.4.5 ARBEITEN MIT SAUGNAPF
Den Saugnapf mit dem Hammerkopf verbinden, den Saugnapf
andrücken, damit er sich auf der Oberäche festsaugt und
anschließend den Griff des Hammers schnell in die eigene
Richtung ziehen.
Rev. 30.05.2017 Rev. 30.05.2017 11

expondo.de
USER MANUAL
S-SPOTTER 4000
S-SPOTTER 5000
S-SPOTTER 4200
13
Rev. 30.05.2017
The operation manual must be read carefully.
Never dispose of electrical equipment together with household waste.
This machine conforms to the CE declarations.
Caution, risk of electric shock!
For indoor use only.
Attention! Hot surface may cause burns.
Attention! Risk of re or explosion.
Use full body protective clothes.
Attention! Wear protective gloves.
Safety goggles must be worn.
Attention! Harmful fumes, danger of poisoning. Gases and vapours may be hazardous to health.
Welding gases and vapours are released during welding. Inhalation of these substances may be
hazardous to health.
SYMBOLS
PLEASE NOTE! Drawings in this manual are for illustration purposes only and in some details it
may differ from the actual product.
The original operation manual is in German. Other language versions are translations from German.
1. SAFETY OF USE
1.1 GENERAL NOTES
• Take care of your own safety and the one of third parties by reviewing and strictly following the
instructions mentioned in the operating manual of the device.
• Only qualied and skilled personnel can be allowed to start, operate, maintain and repair the machine.
• The machine must never be operated contrary to its intended purpose.
1.2 PREPARATION OF WELDING WORK SITE
PLEASE NOTE: WELDING OPERATIONS MAY CAUSE FIRE OR EXPLOSION!
• Strictly follow the occupational health and safety regulations applicable to welding operations and
make sure to provide appropriate re extinguishers at the welding work site.
• Never carry out welding operations in ammable places that pose the risk of material ignition.
• Never carry out welding operations in an atmosphere containing ammable particles or vapours of
explosive substances.
• Use safety measures against sparks and glowing particles of metal.
• Make sure that sparks or hot metal splinters do not penetrate through the slots or openings in the
coverings, shields or protective screens.
• Do not weld tanks or barrels that contain or have contained ammable substances. Do not weld in the
vicinity of such containers and barrels.
• Do not weld pressure vessels, pipes of pressurised installations or pressure trays.
• Always ensure adequate ventilation.
• It is recommended to take a stable position prior to welding.
1.3 PERSONAL PROTECTION EQUIPMENT
PLEASE NOTE: ELECTRIC ARC RADIATION CAN CAUSE DAMAGE TO EYES AND
SKIN!
• When welding, wear clean, oil stain free protective clothing made of non-ammable and non
-conductive material (leather, thick cotton), leather gloves, high boots and protective hood.

1.5 GASES AND FUMES
PLEASE NOTE: GAS MAY BE LETHAL OR DANGEROUS TO HUMAN HEALTH!
• Always keep a certain distance from the gas outlet.
• When welding, ensure good ventilation. Avoid inhalation of the gas.
• Chemical substances (lubricants, solvents) must be removed from the surfaces of welded objects as
they burn and emit toxic smokes under the inuence of temperature.
• The welding of galvanised objects is permitted only when efcient ventilation is provided with ltration
and access to fresh air. Zinc fumes are very toxic, an intoxication symptom is the so called zinc fever.
2. TECHNICAL DATA
Product name Dent Puller Spot Welder
Model S-SPOTTER 4000 S-SPOTTER 5000 S-SPOTTER 4200
Voltage [V]/frequency [Hz] 400~ 2 phase/50
Input power [kW] 16 19 18
Rated input current [A] 42 50 47
Maximum current [A] 4000 5000 4200
Weight [kg] 58 64 62
3. OPERATION
3.1 GENERAL NOTES
• The device must be used according to its purpose, with observance of the OHS regulations and
restrictions resulting from data included in the rating plate (IP level, operation cycle, supply voltage,
etc.).
• The machine must not be opened as it will cause warranty loss and, in addition, exploding, unshielded
elements can cause serious injuries.
• The producer does not bear any responsibility for technical changes in the device or material losses
caused by the introduction of the said changes.
• In case of incorrect device operation, contact the service centre.
• Louvers must not be shielded – the welder must be positioned at 30 cm distance from objects
surrounding it.
• The welder must not be kept under your arm or near to your body.
• The machine must not be installed in rooms with aggressive environments, high dustiness and near
devices with high electromagnetic eld emission.
3.2 DEVICE STORAGE
• The machine must be protected against water and moisture.
• The welder must not be positioned on heated surfaces.
• The device must be stored in a dry and clean room..
3.3 CONNECTING THE DEVICE
3.3.1 CONNECTING THE POWER
• The connection of the device must be performed by a qualied person. In addition, a person with
required qualications should check if the earthing or electrical installation with protection system is
in accordance with the safety regulations and if they operate correctly.
• The device must be placed near the work station.
• The connection of excessively long conduits to the machine must be avoided.
• One-phase welders should be connected to the socket tted with an earthing prong.
• Welders powered from a 3-Phase network are delivered without a plug, the plug must be obtained
independently and installation should be assigned to a qualied person.
14
• Before welding, remove all ammable or explosive materials, such as propane/butane lighters or
matches.
• Use face protection (helmet or shield) and eye protection, with a lter featuring a shade level matching
the sight of the welder and the welding current. The safety standards suggest colouring No. 9 (minimum
No. 8) for each current below 300 A. A lower colouring of the shield can be used if the arc is covered
by the workpiece.
• Always use approved safety glasses with side protection under the helmet or any other cover.
• Use guards for the welding operations site in order to protect other people from the blinding light
radiation or projections..
• Always wear earplugs or another hearing protection to protect against excessive noise and to avoid
spatter entering the ears.
• Bystanders should be warned to not look at the arc.
1.4. PROTECTION AGAINST ELECTRIC SHOCK
PLEASE NOTE: ELECTRIC SHOCK CAN BE LETHAL!
• The power cable must be connected to the nearest socket and placed in a practical and secure position.
Positioning the cable negligently in the room and on a surface which was not checked must be avoided as
it can lead to electrocution or re.
• Touching electrically charged elements can cause electrocution or serious burns.
• Electrical arc and the working area are electrically charged during the power ow.
• Input circuit and inner power circuit of the devices are also under voltage charge when the power supply
is turned on.
• The elements under the voltage charge must not be touched.
• Dry, insulated gloves without any holes and protective clothing must be worn at all times.
• Insulation mats or other insulation layers, big enough as not to allow for body contact with an object or
the oor, must be placed on the oor.
• The electrical arc must not be touched.
• Electrical power must be shut down prior to cleaning or electrode replacement.
• It must be checked if the earthing cable is properly connected or the pin is correctly connected to the
earthed socket. Incorrect connection of the earthing can cause life or health hazard.
• The power cables must be regularly checked for damage or lack of insulation. Damaged cables must be
replaced. Negligent insulation repair can cause death or serious injury.
• The device must be turned off when it is not in use.
• The cable mustn’t be wrapped around the body.
• A welded object must be properly grounded.
• Only equipment in good condition can be used.
• Damaged device elements must be repaired or replaced. Safety belts must be used when working at
height.
• All tting and safety elements must be stored in one place.
• From the moment of turning on the release, the handle end must be kept away from the body.
• The chassis ground must be mounted to the welded element or as close to it as possible (e.g. to a work
table).
THE DEVICE CAN STILL BE UNDER VOLTAGE UPON FEEDER DISCONNECTION.
• The voltage in the input capacitor must be checked upon turning off the device and disconnecting it
from the power source. One must make sure that the voltage value is equal to zero. Otherwise, the
device elements must not be touched.
Rev. 30.05.2017 Rev. 30.05.2017 15

Program Function Description Power % setting Time range
AWelding triangular washers 23-100 001 – 999 <FFF
B, C Welding washers 23-100 001 – 999 <FFF
DWelding pins/bolts etc. 23-100 001 – 999 <FFF
EWelding bolts 23-100 001 – 999 <FFF
FZigzag wire welding 23-100 001 – 999 <FFF
GSheet metal overlap welding 23-100 001 – 999 <FFF
HSwelling – hearing up sheet metal
using a carbon arc
23-100 001 – 999 <FFF
ISheet metal overlap welding 23-100 001 – 999 <FFF
JCarbon arc cutting 23-100 001 – 999 <FFF
4.2 DEVICE OPERATING MODES
PLEASE NOTE: THE DEVICE MAY ONLY BE USED UPON CONNECTION TO AN
INSTALLMENT WITH A PROPERLY FUNCTIONING FUSE!
4. OPERATION
4.1 MACHINE DESCRIPTION
S-SPOTTER 4000 / S-SPOTTER 4200
1. Welding voltage display
2. Current adjustment knob
3. Mode change Auto/Manual
4. Time adjustment knob
5. Main ON/OFF switch
6. Ground out
7. Gun out
16
Operation
In Auto mode: Adjust the welding time using knob number 4, adjustment range: 0.2 s to 2 s. Adjust the power
using the knob: A - low power, B - medium, power, C - full power.
In Manual mode does not matter what time is set. Device work, when button on welding gun in ON.
S-SPOTTER 5000 1. Time display
2. Device power % display
3. Button for setting tome "-"
4. Button for setting tome "+"
5. Button for setting power "-"
6. Button for setting power "+"
7. Programme selector
8. Automatic / manual selector
9. Program selection conformation
10. Power on indicator
11. Overheat indicator
12. Manual operation indicator
13. Automatic operation indicator
14. Welding gun welding on indicator
15. Conrmation indicator
16. Gun lead out
17. Ground out
2
3
4
5
1 6
7
1. Working handle (gun)
2. Carbon arc nozzle
3. Nozzle for washers
4. Nozzle for bolts, pins, etc.
5. Electrode for one sided welding
6. Electrode with a at pin for welding zigzag wires
7. Hammer with a nozzle for welding washers / hook for pulling dents
Component elements (may vary from depending on the model).
Once the required programme has been selected using the button number 8 on the control panel
(programme selection), or the welding time and power have been selected manually, press the button
conrming the programme selection (number 8). Then the parameter change functions will be locked and
you may begin working. In order to be able to make changes to the operating parameters, press button
number 8 again.
Rev. 30.05.2017 Rev. 30.05.2017 17
16 17
6 75
Description of the operating program
The device includes pre-set programmes. This speeds up the selection of appropriate working parameters.
23
4
1
3 4 5 6
12
10
11
12
13
14
15
7 8 9

Connect the earth cable to a clean, unpainted work surface, near the welding spot. Connect the adapter for
washers to the gun, then insert a washer. Set the required welding current.
18
Assemble the included trolley in accordance with the overview diagram.
not connected
not connected
connected
connected
connected
4.3 CONNECTING THE DEVICE
The machines is powered by two phase 400 V alternating current. Plug connection diagram:
The green-yellow wire is used to connect the
PE earthing cable. The two phases should be
connected to L1 and L2. Phase three L3 and
neutral N connections remain unconnected
in the plug. A qualied electrician is required
to perform these connections.
4.3.1 CONNECTION OF EARTHING
1 2 3
4
5
1. Weld 2 washers on a metal work surface as close as possible.
2. Connect the washers with a wire.
3. Apply a metal lock to the washers.
4. Insert locking bolt.
5. Tighten the lock.
4.4 DEVICE OPERATION
4.4.1 WELDING WASHERS
Set the welding time. Align the gun with the surface at a 90°C angle, then apply pressure to the gun and
press the trigger. Remove the gun. Use the hammer to remove a welded washer: insert the hammer hook
through the washer eye and move the hammer handle quickly towards you.
4.4.2 WELDING TRIANGULAR WASHERS
Connect the earth cable to a clean, unpainted work surface, near to the welding spot. Connect the adapter
for triangular washers to the gun, then insert a washer. Set the required welding current.
Set the welding time. Align the gun with the surface at a 90°C angle, then apply pressure to the gun and press
the trigger. Remove the gun. Use the hammer to remove a welded washer: insert the hammer hook through
the washer eye and move the hammer handle quickly towards you.
4.4.3 CARBON ROD HEATING UP
Connect the earth cable to a clean, unpainted work surface, near to the welding spot. Connect the carbon
rod and the adapter to the gun. Set the required welding current.
Rev. 30.05.2017 Rev. 30.05.2017 19
L2L3
L1
PE
N

5. DISPOSING OF PACKAGING
The various items used for packaging (cardboard, plastic straps, polyurethane foam) should be kept, so that
the device can be sent back to the service centre in the best possible condition in case of any problems!
6. TRANSPORTATION AND STORAGE
Shaking, crashing and turning upside down of the device should be prevented when it is transported. Store it
in a properly ventilated surrounding with dry air and without any corrosive gas.
7. CLEANING AND MAINTENANCE
• Always unplug the device before cleaning it and when the device is not in use.
• Use cleaner without corrosive substances to clean surface.
• Dry all parts well before the device is used again.
• Store the unit in a dry, cool place, free from moisture and direct exposure to sunlight.
8. CHECK REGULARLY THE DEVICE
Check regularly that the device doesn t present any damage. If there is any damage, please stop using the
device. Please contact your customer service to solve the problem.
What to do in case of a problem?
Please contact your customer service and prepare following information:
• Invoice number and serial number (the latter is to be found on the technical plate on the device).
• If relevant, take a picture of the damaged, broken or defective part.
• It will be easier for your customer service clerk to determine the source of the problem if you give
a detailed and precise description of the matter. The more detailed your information, the better the
customer service will be able to answer your problem rapidly and efciently!
CAUTION: Never open the device without the authorization of your customer service. This can lead to
a loss of warranty!
20
Set the welding time. To heat up sheet metal, rotate the carbon rod clockwise. Use cold water or a wet cloth
to cool down the hot surface. This will cause the sheet metal to shrink back to its normal state.
4.4.4 WELDING ZIGZAG WIRE
Connect the earth cable to a clean, unpainted work surface, near to the welding spot. Connect an
appropriate electrode. Set the required welding current.
Set the welding time. Align the zigzag wire with the work surface, align the gun at a 90°C angle, then apply
pressure to the gun and press the trigger. Connect the hook to the hammer, quickly move the hammer
handle to "pull out" the dent.
ATTENTION! The device is protected against overheating, during operation the device may switch off
and activate its fans to cool down. Refrain from using the device for 15 minutes until it cools down. If this
occurs frequently reduce the welding current and / or the welding time.
ATTENTION! To prevent damaging the work surface, test the operation of the device on a different
piece of metal (with the same properties) to adjust the welding current and time.
4.4.5 WORKING WITH THE SUCTION PAD
Connect the suction pad to the hammer, press down on the
suction pad so that it attaches to a surface and then move the
hammer handle quickly towards yourself.
Rev. 30.05.2017 Rev. 30.05.2017 21

23
Rev. 30.05.2017
expondo.de
INSTRUKCJA OBSŁUGI
Należy zapoznać się z instrukcją obsługi.
Nie wolno wyrzucać urządzeń elektrycznych razem z odpadami gospodarstwa domowego.
Urządzenie jest zgodne z deklaracją CE.
Uwaga! Ryzyko porażenia prądem!
Tylko do zastosowań wewnątrz budynków.
Uwaga! Gorąca powierzchnia może spowodować oparzenia.
Uwaga! Ryzyko pożaru lub wybuchu.
Należy stosować odzież ochronną zabezpieczającą całe ciało.
Uwaga! Załóż rękawice ochronne.
Należy stosować okulary ochronne.
Uwaga! Szkodliwe opary, niebezpieczeństwo zatrucia. Gazy i opary mogą być niebezpieczne
dla zdrowia. Podczas procesu spawania wydobywają się gazy i opary spawalnicze. Wdychanie
tych substancji może być niebezpieczne dla zdrowia.
SYMBOLE
UWAGA! Ilustracje w niniejszej instrukcji obsługi mają charakter poglądowy i w niektórych
szczegółach mogą różnić się od rzeczywistego wyglądu produktu.
Instrukcją oryginalną jest niemiecka wersja instrukcji. Pozostałe wersje językowe są tłumaczeniami z języka
niemieckiego.
1. BEZPIECZEŃSTWO UŻYTKOWANIA
1.1 UWAGI OGÓLNE
• Należy zadbać o bezpieczeństwo własne i osób postronnych, zapoznając się i postępując dokładnie
z wytycznymi zawartymi w instrukcji urządzenia.
• Do uruchomienia, użytkowania, obsługi i naprawy maszyny wolno dopuszczać wyłącznie osoby
wykwalikowane.
• Urządzenia nie wolno używać niezgodnie z jego przeznaczeniem.
1.2 PRZYGOTOWANIE MIEJSCA PRACY DO SPAWANIA
UWAGA: SPAWANIE MOŻE WYWOŁAĆ POŻAR LUB EKSPLOZJĘ!
• Należy przestrzegać przepisów bezpieczeństwa i higieny pracy dotyczących czynności spawalniczych
oraz wyposażyć stanowisko pracy w odpowiednią gaśnicę.
• Zabronione jest spawanie w miejscach, w których może dojść do zapłonu materiałów łatwopalnych.
• Zabronione jest spawanie w atmosferze zawierającej cząsteczki palne lub opary substancji
wybuchowych.
• Należy zastosować środki bezpieczeństwa przed snopem iskier oraz rozżarzonymi cząsteczkami
metalu.
• Należy zwrócić uwagę na to, że iskry lub gorące odpryski metalu mogą przedostać się przez szczeliny
lub otwory w nakryciach, osłonach lub parawanach ochronnych.
• Nie wolno spawać zbiorników lub beczek, które zawierają lub zawierały substancje łatwopalne. Nie
wolno spawać również w ich pobliżu.
• Nie wolno spawać zbiorników pod ciśnieniem, przewodów instalacji ciśnieniowej lub zasobników
ciśnieniowych.
• Zawsze należy zadbać o wystarczającą wentylację.
• Przed przystąpieniem do spawania zaleca się przyjąć stabilną pozycję.
S-SPOTTER 4000
S-SPOTTER 5000
S-SPOTTER 4200

Nazwa produktu Zgrzewarka car spotter
Model S-SPOTTER 4000 S-SPOTTER 5000 S-SPOTTER 4200
Znamionowe napięcie zasilania
[V]/częstotliwość [Hz]
400~ 2 fazy / 50
Moc wejściowa [kW] 16 19 18
Znamionowy prąd wejściowy [A] 42 50 47
Prąd maksymalny [A] 4000 5000 4200
Waga [kg] 58 64 62
24 Rev. 30.05.2017 Rev. 30.05.2017 25
1.3 ŚRODKI OCHRONY OSOBISTEJ
UWAGA: PROMIENIOWANIE ŁUKU ELEKTRYCZNEGO MOŻE USZKODZIĆ WZROK
I SKÓRĘ CIAŁA!
• Podczas spawania należy mieć na sobie czystą, niezaolejoną odzież ochronną, wykonaną z materiału
niepalnego oraz nieprzewodzącego (skóra, gruba bawełna), rękawice skórzane, wysokie buty oraz
kaptur ochronny.
• Przed rozpoczęciem spawania należy pozbyć się przedmiotów łatwopalnych lub wybuchowych, takich
jak zapalniczki na propan butan, czy zapałki.
• Należy stosować ochronę, twarzy (hełm lub osłonę) i oczu, z ltrem o stopniu zaciemnienia dobranym
do wzroku spawacza i natężenia prądu spawania. Standardy bezpieczeństwa proponują zabarwienie
nr 9 (minimalnie nr 8) dla każdego natężenia prądu poniżej 300 A. Niższe zabarwienie osłony można
stosować, jeżeli łuk zakrywa przedmiot obrabiany.
• Zawsze należy stosować atestowane okulary ochronne z osłoną boczną pod hełmem lub inną osłonę.
• Należy stosować osłony miejsca pracy, w celu ochrony innych osób przed oślepiającym
promieniowaniem świetlnym lub odpryskami.
• Należy zawsze nosić zatyczki do uszu lub inną ochronę słuchu, w celu ochrony przed nadmiernym
hałasem oraz by uniknąć przedostania się odprysków do uszu.
• Osoby postronne należy ostrzec przed patrzeniem na łuk elektryczny.
1.4. OCHRONA PRZED PORAŻENIEM
UWAGA: PORAŻENIE PRĄDEM ELEKTRYCZNYM MOŻE BYĆ ŚMIERTELNE!
• Kabel zasilający należy podłączyć do najbliżej położonego gniazda i ułożyć w sposób praktyczny oraz
bezpieczny. Należy unikać niedbałego rozłożenia kabla w pomieszczeniu na niezbadanym podłożu, co
może doprowadzić do porażenia elektrycznego lub pożaru.
• Zetknięcie się z elektrycznie naładowanymi elementami może spowodować porażenie elektryczne lub
ciężkie poparzenie.
• Łuk elektryczny oraz obszar roboczy, podczas przepływu prądu, są naładowane elektrycznie.
• Obwód wejściowy oraz wewnętrzny obwód prądowy urządzenia znajdują się również pod napięciem
przy włączonym zasilaniu.
• Nie wolno dotykać elementów znajdujących się pod napięciem elektrycznym.
• Należy nosić suche, niepodziurawione, izolowane rękawiczki oraz odzież ochronną.
• Należy stosować maty izolacyjne lub inne powłoki izolacyjne na podłodze, które są wystarczająco duże,
żeby nie dopuścić do kontaktu ciała z przedmiotem lub podłogą.
• Nie wolno dotykać łuku elektrycznego.
• Przed obsługą, czyszczeniem lub wymianą elektrody należy wyłączyć dopływ prądu elektrycznego.
• Należy upewnić się, czy kabel uziemienia jest właściwie podłączony, oraz czy wtyk jest właściwie
połączony z uziemionym gniazdem. Nieprawidłowe podłączenie uziemienia urządzenia może spowodować
zagrożenie życia lub zdrowia.
• Należy regularnie sprawdzać kable prądowe pod kątem uszkodzeń lub braku izolacji. Kabel uszkodzony
należy wymienić. Niedbała naprawa izolacji może spowodować śmierć lub utratę zdrowia.
• Urządzenie należy wyłączyć, jeżeli nie jest użytkowane.
• Kabla nie wolno zawijać wokół ciała.
• Przedmiot spawany należy właściwie uziemić.
• Wolno stosować wyłącznie wyposażenie w dobrym stanie.
• Uszkodzone elementy urządzenia należy naprawić lub wymienić. Podczas pracy na wysokościach należy
używać pasów bezpieczeństwa.
• Wszystkie elementy wyposażenia oraz bezpieczeństwa powinny być przechowywane w jednym miejscu.
• W chwili załączenia wyzwalacza końcówkę uchwytu należy trzymać z dala od ciała.
• Przymocuj kabel masowy do elementu spawanego lub możliwie jak najbliżej tego elementu (np. do stołu
roboczego)
UWAGA: PO ODŁĄCZENIU KABLA ZASILAJĄCEGO URZĄDZENIE MOŻE BYĆ
JESZCZE POD NAPIĘCIEM!
• Po wyłączeniu urządzenia oraz odłączeniu kabla napięciowego należy sprawdzić napięcie na
kondensatorze wejściowym i upewnić się, że wartość napięcia jest równa zeru. W przeciwnym
przypadku nie wolno dotykać elementów urządzenia
1.5 GAZY I DYMY
UWAGA: GAZ MOŻE BYĆ NIEBEZPIECZNY DLA ZDROWIA LUB DOPROWADZIĆ
DO ŚMIERCI!
• Należy zawsze zachować odstęp od wylotu gazu.
• Podczas spawania należy zwrócić uwagę na wymianę powierza, unikając wdychania gazu.
• Należy usunąć, z powierzchni detali spawanych, substancje chemiczne (smary, rozpuszczalniki), gdyż
pod wpływem temperatury spalają się i wydzielają trujące dymy.
• Spawanie detali ocynkowanych jest dozwolone tylko przy zapewnieniu wydajnych odciągów wraz
z ltracją oraz dopływu czystego powietrza. Opary cynku są silnie trujące, objawem zatrucia jest tzw.
gorączka metaliczna.
2. DANE TECHNICZNE
3. EKSPLOATACJA
3.1 UWAGI OGÓLNE
• Urządzenie należy stosować zgodnie z przeznaczeniem, z zachowaniem przepisów BHP oraz
obostrzeń wynikających z danych zawartych na tabliczce znamionowej (stopień IP, cykl pracy, napięcie
zasilania itd.).
• Maszyny nie wolno otwierać, ponieważ spowoduje to utratę gwarancji, ponadto eksplodujące,
nieosłonięte części mogą spowodować uszkodzenia ciała.
• Producent nie ponosi odpowiedzialności za zmiany techniczne urządzenia bądź szkody materialne
wynikłe na skutek wprowadzenia tych zmian.
• W przypadku nieprawidłowego działania urządzenia należy skontaktować się z serwisem.
• Nie wolno zasłaniać szczelin wentylacyjnych– należy ustawić spawarkę w odległości 30 cm od
otaczających ją przedmiotów.
• Spawarki nie wolno trzymać pod ramieniem lub blisko ciała.
• Maszyny nie wolno instalować w pomieszczeniach o agresywnym środowisku, dużym zapyleniu oraz
w pobliżu urządzeń o dużej emisji pola elektromagnetycznego.
•
3.2 PRZECHOWYWANIE URZĄDZENIA
• Maszynę należy chronić przed wodą i wilgocią.
• Spawarki nie wolno stawiać na podgrzewanej powierzchni.
• Urządzenie należy przechowywać w suchym i czystym pomieszczeniu.
Program Funkcja pracy Opis Ustawienia % mocy Ustawienia czasu
ASpawanie trójkątnych podkładek 23-100 001 – 999 <FFF
B, C Spawanie podkładek 23-100 001 – 999 <FFF
DSpawanie kołków/śrub itp. 23-100 001 – 999 <FFF
EZgrzewanie śrub 23-100 001 – 999 <FFF
FSpawanie drutem falistym 23-100 001 – 999 <FFF
GZgrzewanie jednostronne 23-100 001 – 999 <FFF
HSpęczniane – rozgrzewanie blachy z
wykorzystaniem elektrody węglowej
23-100 001 – 999 <FFF
IGrzanie i kurczenie drutem węglowym 23-100 001 – 999 <FFF
JCięcie drutem węglowym 23-100 001 – 999 <FFF
4.2 OPIS OPCJI PRACY URZĄDZENIA
1. Wyświetlacz pokazujący napięcie
2. Pokrętło regulacji natężenia prądu
3. Zmiana trybu Auto/Manual
4. Pokrętło regulacji czasu
5. Główny włącznik
6. Wyjście masowe
7. Wyjście pistoletu
26
Opis pracy
W trybie Auto: Czas spawania reguluje się pokrętłem zaznaczonym na rysunku numerem 4 w zakresie od
0,2s do 2s.Regulacja mocy zrealizowana jest poprzez pokrętło, tj. A - najmniejsza moc, B -średnia moc, C
- pełna moc.
W trybie manual nie ma znaczenia jaki czas zostanie ustawiony. Urządzenie pracuje gdy przycisk na pistolecie
jest wciśnięty.
S-SPOTTER 5000 1. Wyświetlacz czasu
2. Wyświetlacz % mocy urządzenia
3. Przycisk ustawiania czasu „-”
4. Przycisk ustawiania czasu „+”
5. Przycisk ustawiania mocy „-”
6. Przycisk ustawiania mocy „+”
7. Wybór programu
8. Wybór automat/manual
9. Zatwierdzenie wyboru programu
10. Wskaźnik mocy
11. Wskaźnik przegrzania
12. Wskaźnik obsługi manualnej
13. Wskaźnik obsługi automatycznej
14. Wskaźnik spawania pistoletu
spawalniczego
15. Wskaźnik potwierdzenia
16. Wyjście przewodu pistoletu
17. Wyjście masowe
Opis programów pracy
Urządzenie posiada zaprogramowane programy. Przyspiesza to wybór odpowiednich parametrów pracy.
Po wyborze odpowiedniego programu przyciskiem zaznaczonym na panelu sterowania jako numerem
8 (wybór programu), lub manualnym ustawieniu czasu i mocy spawania należy przycisnąć przycisk
potwierdzający wybór programu (numer 8). Wtedy funkcje zmiany parametrów zostają zablokowane
i można przystąpić do pracy. Aby ponownie móc zmieniać funkcje pracy należy ponownie wcisnąć przycisk
zaznaczony numerem 8.
Rev. 30.05.2017 Rev. 30.05.2017 27
16 17
6 75
3.3 PODŁĄCZENIE URZĄDZENIA
3.3.1 PODŁĄCZENIE PRĄDU
• Podłączenia urządzenia powinna dokonać osoba wykwalikowana. Ponadto osoba z niezbędnymi
kwalikacjami powinna sprawdzić czy uziemienie oraz instalacja elektryczna, wraz układem
zabezpieczenia, są zgodna z przepisami bezpieczeństwa i funkcjonują prawidłowo.
• Urządzenie należy ustawić w pobliżu miejsca pracy.
• Należy unikać zbyt długich przewodów do podłączenia maszyny.
• Spawarki jednofazowe powinny być podłączone do gniazda wyposażonego w bolec uziemiający.
• Spawarki zasilane z sieci 3-Fazowej są dostarczane bez wtyczki, należy we własnym zakresie zaopatrzyć
się w taką wtyczkę, a montaż zlecić wykwalikowanej osobie.
UWAGA: URZĄDZENIE WOLNO EKSPLOATOWAĆ WYŁĄCZNIE, GDY JEST
PODŁĄCZONE DO INSTALACJI ZE SPRAWNYM BEZPIECZNIKIEM!
4. OBSŁUGA
4.1 OPIS URZĄDZENIA
S-SPOTTER 4000, S-SPOTTER 4200
1. uchwyt roboczy (pistolet)
2. końcówka do elektrody węglowej
3. końcówka do podkładek
4. końcówka do kołków, śrub, itp.
5. elektroda do zgrzewania jednostronnego
6. elektroda z trzpieniem płaskim do spawania drutów falistych
7. młotek z końcówką do spawania podkładek / hak do wyciągania wgnieceń
Elementy składowe (mogą różnić się w zależności od modelu).
2
3
4
5
1 6
7
23
4
1
3 4 5 6
12
10
11
12
13
14
15
7 8 9

28
Wózek dołączony do kompletu należy złożyć zgodnie z rysunkiem
poglądowym.
Rev. 30.05.2017 Rev. 30.05.2017 29
niepodłączony
niepodłączony
podłączony
podłączony
podłączony
4.3 PODŁĄCZENIE URZĄDZENIA
Urządzenia są zasilane napięciem zmiennym dwufazowym 400 V. Schemat podłączenia wtyczki:
Żyła żółtozielona służy do podłączenia przewodu
uziemienia PE. Dwie fazy należy podłączyć do
L1 oraz L2. Podłączenia fazy L3 oraz przewodu
neutralnego N pozostają wolne we wtyczce.
Podłączenie może przeprowadzić wyłącznie
wykwalikowany elektryk.
4.3.1 PODŁĄCZENIE UZIEMIENIA
Urządzenia są zasilane napięciem zmiennym dwufazowym 400 V. Schemat podłączenia wtyczki
1 2 3
4
5
1. Należy przyspawać 2 podkładki na metalowym obszarze pracy tak blisko jak to tylko możliwe.
2. Należy założyć przewód na podkładki.
3. Należy założyć metalową blokadę na podkładki.
4. Należy włożyć śrubę blokującą.
5. Należy skręcić blokadę.
4.4 PRACA URZĄDZENIEM
4.4.1 SPAWANIE PODKŁADEK
Należy podłączyć przewód uziemiający do czystej, niemalowanej powierzchni roboczej, blisko spawanego
miejsca. Do pistoletu należy podłączyć adapter do podkładek, należy zamontować podkładkę. Należy ustawić
odpowiedni prąd spawania.
Należy ustawić czas spawania. Należy przyłożyć pistolet do powierzchni pod kątem 90°C, następnie należy
przycisnąć pistolet do powierzchni i nacisnąć spust. Należy usunąć pistolet. Aby usunąć przyspawaną
podkładkę należy użyć młotka: zaczepić hak młotka za oczko podkładki i szybko przesunąć rączkę młota do
siebie.
4.4.2 SPAWANIE TRÓJKĄTNYCH PODKŁADEK
Należy podłączyć przewód uziemiający do czystej, niemalowanej powierzchni roboczej, blisko spawanego
miejsca. Do pistoletu należy podłączyć adapter do trójkątnych podkładek, należy zamontować podkładkę.
Należy ustawić odpowiedni prąd spawania.
Należy ustawić czas spawania. Należy przyłożyć pistolet do powierzchni pod kątem 90°C, następnie należy
przycisnąć pistolet do powierzchni i nacisnąć spust. Należy usunąć pistolet. Aby usunąć przyspawaną podkładkę
należy użyć młotka: zaczepić hak młotka za oczko podkładki i szybko przesunąć rączkę młota do siebie.
4.4.3 PODGRZEWANIE PRĘTEM WĘGLOWYM
Należy podłączyć przewód uziemiający do czystej, niemalowanej powierzchni roboczej, blisko spawanego
miejsca. Należy podłączyć pręt węglowy z adapterem do pistoletu. Należy ustawić odpowiedni prąd spawania.
L2L3
L1
PE
N

30 Rev. 30.05.2017 Rev. 30.05.2017 31
Należy ustawić czas spawania. Aby podgrzać obrabianą blachę, pręt węglowy należy przekręcać zgodnie
z kierunkiem wskazówek zegara. Do ochłodzenia rozgrzanego obszaru należy użyć zimnej wody lub mokrej
szmatki, dzięki czemu obrabiana blacha skurczy się do normalnego stanu.
4.4.4 ZGRZEWANIE DRUTU FALISTEGO
Należy podłączyć przewód uziemiający do czystej, niemalowanej powierzchni roboczej, blisko spawanego
miejsca. Należy podłączyć odpowiednią elektrodę. Należy ustawić odpowiedni prąd spawania.
Należy ustawić czas spawania. Należy przyłożyć drut falisty do powierzchni roboczej, pistolet przyłożyć pod
kątem 90°C, następnie należy przycisnąć pistolet do drutu i nacisnąć spust. Należy podłączyć hak z młotem,
szybko przesunąć rączkę młota aby „wyciągnąć” wgniecenie.
UWAGA! Urządzenie ma zabezpieczenie przed przegrzaniem się, urządzenie może wyłączyć się podczas
pracy i uruchomić wiatraki do schłodzenia się. Należy zaprzestać użytkowania urządzenia przez 15 minut
aż urządzenie schłodzi się. Jeżeli takie zjawisko będzie występować często, należy ustawić mniejszy prąd
spawania lub / i mniejszy czas spawania.
UWAGA! Aby uniknąć uszkodzenia powierzchni roboczej, należy najpierw wykonać próbę pracy
urządzeniem na innym kawałku metalu (o tych samych właściwościach) aby dopasować prąd i czas spawania.
4.4.5 PRACA Z PRZYSSAWKĄ
Należy podłączyć przyssawkę w młotem, nacisnąć przyssawkę
aby przyssała się do powierzchni a następnie szybko przesunąć
rączkę młota do siebie.
5. UTYLIZACJA OPAKOWANIA
Prosimy o zachowanie elementów opakowania (tektury, plastykowych taśm oraz styropianu), aby w razie
konieczności oddania urządzenia do serwisu można go było jak najlepiej ochronić na czas przesyłki!
6. TRANSPORT I PRZECHOWYWANIE
Podczas transportu urządzenie należy zabezpieczyć przed wstrząsami i przewróceniem się oraz nie ustawiać
go „do góry nogami”. Urządzenie należy przechowywać w dobrze wentylowanym pomieszczeniu, w którym
obecne jest suche powietrze i nie występują gazy powodujące korozję.
7. CZYSZCZENIE I KONSERWACJA
• Przed każdym czyszczeniem, a także jeżeli urządzenie nie jest używane, należy wyciągnąć wtyczkę
sieciową i całkowicie ochłodzić urządzenie.
• Do czyszczenia powierzchni należy stosować wyłącznie środki niezawierające substancji żrących.
• Po każdym czyszczeniu wszystkie elementy należy dobrze wysuszyć, zanim urządzenie zostanie
ponownie użyte.
• Urządzenie należy przechowywać w suchym i chłodnym miejscu chronionym przed wilgocią
i bezpośrednim promieniowaniem słonecznym.
8. REGULARNA KONTROLA URZĄDZENIA
Należy regularnie sprawdzać, czy elementy urządzenia nie są uszkodzone. Jeżeli elementy te będą
uszkodzone, to należy zwrócić się do sprzedawcy z prośbą o ich naprawę.
Co należy zrobić w przypadku pojawienia się problemu?
Należy skontaktować się ze sprzedawcą i przygotować następujące dane:
• Numer faktury oraz numer seryjny (nr seryjny podany jest na tabliczce znamionowej).
• Ewentualnie zdjęcie niesprawnej części.
• Pracownik serwisu jest w stanie lepiej ocenić, na czym polega problem, jeżeli opiszą go Państwo w sposób
tak precyzyjny, jak jest to tylko możliwe. Sformułowania, takie jak np. „urządzenie nie grzeje” mogą być
dwuznaczne i oznaczają zarówno, że urządzenie grzeje za słabo lub w ogóle nie grzeje. Są to jednak dwie
różne przyczyny usterek! Im bardziej szczegółowe są dane, tym szybciej można Państwu pomóc!
UWAGA: Nigdy nie wolno otwierać urządzenia bez konsultacji z serwisem klienta. Może to prowadzić do
utraty gwarancji!

33
Rev. 30.05.2017
expondo.de
NÁVOD K POUŽITÍ
S-SPOTTER 4000
S-SPOTTER 5000
S-SPOTTER 4200
Seznamte se s návodem k obsluze.
SYMBOLY
POZOR!
1. BEZPEČNOSTPOUŽIT
1.1 OBECNÉ POKYNY
•
•
•
POZOR:SVAŘOVÁNÍMŮŽEZPŮSOBITPOŽÁRNEBOVÝBUCH!
•
•
•
•
•
•
•
•
•
POZOR:ZÁŘENÍELEKTRICKÉHOOBLOUKUMŮŽEPOŠKODITZRAKAKŮŽI!
•
•

Model
16 19 18
42 47
58 64 62
34 Rev. 30.05.2017 Rev. 30.05.2017 35
•
•
•
•
•
POZOR:ÚRAZELEKTRICKÝMPROUDEMMŮŽEZPŮSOBITSMRT!
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
POZOR:POODPOJENÍNAPÁJECÍHOKABELUZAŘÍZENÍMŮŽEBÝTSTÁLEPODNAPĚTÍM!
•
1.5 PLYNY A VÝPARY
POZOR:PLYNMŮŽEBÝTNEBEZPEČNÝPROZDRAVÍNEBOMŮŽEZPŮSOBITSMRT!
•
•
•
•
2. TECHNICKÉÚDAJE
3. PROVOZ
3.1 OBECNÉ POKYNY
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
UPOZORNĚNÍ:ZAŘÍZENÍMŮŽETEPOUŽÍVATPOUZETEHDY,POKUDJEPŘIPOJENOKINSTALACISŘÁDNĚ
FUNKČNÍPOJISTKOU!

Program Popis
A
B, C
D
E
F
G
H
I
J
1.
2.
3.
4.
5.
6.
7.
36
Popis práce
1.
2.
3.
4.
5.
6.
7. Volba programu
8.
9.
11.
12.
13.
14.
15.
16.
17.
Rev. 30.05.2017 Rev. 30.05.2017 37
16 17
6 75
4. OBSLUHA
4.1
2
3
4
5
1 6
7
1.
2.
3.
4.
5.
6.
7.
4.2
23
4
1
3 4 5 6
12
10
11
12
13
14
15
7 8 9

38 Rev. 30.05.2017 Rev. 30.05.2017 39
nezapojený
nezapojený
zapojený
zapojenýy
zapojený
4.3
4.3.1
1 2 3
4
5
1.
2.
3.
4.
5.
4.4
L2L3
L1
PE
N
This manual suits for next models
2
Table of contents
Languages:
Other Expondo Welding System manuals



Popular Welding System manuals by other brands







Migatronic
Migatronic FOCUS TIG 161 DC PFC user guide

STAMOS
STAMOS S-WIGMA 200 PRO user manual

Campbell Hausfeld
Campbell Hausfeld GW4502 Operating instructions and parts manual

Demiriz
Demiriz DCP-3 instruction manual

Lincoln Electric
Lincoln Electric TITAN 701 II Series operating manual

Alfa Network
Alfa Network PEGAS 160 T PULSE HF Service manual





