Expondo STAMOS soldering PROXUS 200D User manual
expondo.com
MIG/MAG WELDER
USER MANUAL
BEDUENUNGSANLEITUNG | INSTRUKCJA | NÁVOD K POUŽITÍ | MANUEL D´UTILISATION | ISTRUZIONI PER L‘USO
MANUAL DE INSTRUCCIONES | KEZELÉSI ÚTMUTATÓ | BRUGSVEJLEDNING
DE
Produktname:
MIG/MAG SCHWEISSGERÄT
EN
Product name:
MIG/MAG WELDER
PL
Nazwa produktu:
SPAWARKA MIG/MAG
CZ
Název výrobku
MIG/MAG SVÁŘEČKA
FR
Nom du produit:
POSTE À SOUDER MIG/MAG
IT
Nome del prodotto:
SALDATRICE MIG/MAG
ES
Nombre del producto:
SOLDADORA MIG/MAG
HU
Termék neve
MIG/MAG HEGESZTŐGÉP
DA
Produktnavn
MIG MAG-SVEJSER
DE
Modell:
PROXUS 200D
EN
Product model:
PL
Model produktu:
CZ
Model výrobku
FR
Modèle:
IT
Modello:
ES
Modelo:
HU
Modell
DA
Model
DE
Hersteller
expondo Polska sp. z o.o. sp. k.
EN
Manufacturer
PL
Producent
CZ
Výrobce
FR
Fabricant
IT
Produttore
ES
Fabricante
HU
Termelő
DA
Producent
DE
Anschrift des Herstellers
ul. Nowy Kisielin – Innowacyjna 7, 66-002 Zielona Góra | Poland, EU
EN
Manufacturer Address
PL
Adres producenta
CZ
Adresa výrobce
FR
Adresse du fabricant
IT
Indirizzo del produttore
ES
Dirección del fabricante
HU
A gyártó címe
DA
Producentens adresse
Diese Bedienungsanleitung wurde für Sie maschinell übersetzt. Wir
arbeiten kontinuierlich daran, eine akkurate Übersetzung zu liefern.
Allerdings ist keine maschinelle Übersetzung perfekt. Die offizielle
Bedienungsanleitung ist die englische Version. Etwaige Abweichungen
oder Unterschiede in der Übersetzung sind weder bindend noch haben
sie eine rechtliche Wirkung für die Einhaltung oder Durchsetzung von
Vorschriften. Sollten Fragen zur Genauigkeit der Informationen in der
Bedienungsanleitung
aufkommen, beziehen Sie sich bitte auf die
englische Version dieser Inhalte. Sie ist die offizielle Version.
1. Symbole
Bitte machen Sie sich mit der Bedienungsanleitung vertraut.
Recycelbares Produkt.
Erfüllt die Anforderungen der einschlägigen Sicherheitsnormen.
Es muss Schutzkleidung verwendet werden, die den gesamten Körper schützt.
Achtung! Es sind Schutzhandschuhe zu tragen.
Es muss eine Schutzbrille verwendet werden.
Fußschutz verwenden.
Achtung! Heiße Oberfläche kann Verbrennungen verursachen!
Achtung! Brand- oder Explosionsgefahr.
Achtung! Giftige Dämpfe, Vergiftungsgefahr. Gase und Dämpfe können
gesundheitsschädlich sein. Beim Schweißen werden Schweißgase und -dämpfe freigesetzt.
Das Einatmen dieser Substanzen kann gesundheitsschädlich sein.
Eine Schweißmaske mit entsprechender Filterschattierung muss verwendet werden.
ACHTUNG! Schädliche Strahlung des Schweißlichtbogens.
Stromführenden Teile dürfen nicht berührt werden.
ACHTUNG! Die Abbildungen in dieser Gebrauchsanweisung dienen nur als Referenz und
können in einigen Details vom tatsächlichen Produkt abweichen.
2. Technische Daten
Beschreibung des Parameters
Parameterwert
Produktname
MIG/MAG-Schweißgerät
Modell
PROXUS 200D
Nenneingangsspannung [V] / Frequenz [Hz]
230~/50
Schweißverfahren
MIG / MAG / FCAW / WIG Lift / MMA
MIG-Schweißstrombereich [A]
40-200
Lift WIG-Schweißstrombereich [A] 10-200
MMA-Schweißstrombereich [A]
30-200
Schweißstrom im Arbeitszyklus 100% [A]
MIG: 200
Aufzug WIG: 200
MMA: 200
Schweißstrom im Arbeitszyklus 60% [A]
MIG: 155
Aufzug WIG: 155
MMA: 155
Leerlaufspannung [V]
68
Leistungsfaktor
0,73
Arc Force JA
Hot Start
JA
Kühlung des Gehäuses
Ventilator
Fackelkühlung Gas
IP-Klasse
IP21S
Insulation class
F
Normkonformität
EN60974-1
Abmessungen (Breite x Tiefe x Höhe) [cm]
46x22x37
Gewicht [kg]
19,5
Leistungsmessungen während des Betriebs
Arbeitszyklus
Gemessene
Eingangsleistung
Gemessene
Ausgangsleistung
Berechneter
Wirkungsgrad %
Berechnete
Mindestleistung
30%
MMA
/ / /
75.70%
WIG
/
/
/
MIG / / /
60%
MMA
7 109
5 714
80,3
WIG 4 751 3 598 75,7
MIG
6 698
5 242
78,2
100%
MMA
4 925 4 048 82,1
WIG
32
2 395
75,9
MIG 3 672 2 886 78,5
Messungen der Leerlaufleistung
Umgebungstemperatur [°C]
20
Eingangsspannung [V~]
230
Frequenz [Hz]
50
Prüfdauer [min]
10
Zu Beginn gemessene Eingangsleistung [W]
42
Am Ende gemessene Eingangsleistung [W]
42
3. Allgemeine Beschreibung
Das Handbuch soll Ihnen helfen, das Gerät sicher und zuverlässig zu benutzen. Das Produkt wird streng nach den
technischen Spezifikationen unter Verwendung der neuesten Technologien und Komponenten und unter Einhaltung
der höchsten Qualitätsstandards entwickelt und hergestellt.
VOR BEGINN DER ARBEITEN IST DIESE
BETRIEBSANLEITUNG SORGFÄLTIG ZU LESEN UND ZU
VERSTEHEN.
Um einen langen und zuverlässigen Betrieb des Geräts zu gewährleisten, müssen Sie es ordnungsgemäß bedienen und
warten, indem Sie die Richtlinien in dieser Bedienungsanleitung befolgen. Die technischen Daten und Spezifikationen
in dieser Anleitung sind auf dem neuesten Stand. Der Hersteller behält sich das Recht vor, Änderungen zur
Verbesserung der Qualität vorzunehmen. Unter Berücksichtigung des technischen Fortschritts und der Möglichkeiten
zur Lärmminderung wird die Anlage so konzipiert und gebaut, dass die Risiken durch Lärmemissionen auf ein Minimum
reduziert werden.
4. Anwendungssicherheit
ACHTUNG! Lesen Sie alle Sicherheitshinweise und Anweisungen. Die Nichtbeachtung der Warnhinweise und
Anweisungen kann zu einem elektrischen Schlag, Brand und/oder schweren Verletzungen oder zum Tod führen.
4.1. Allgemeine Hinweise
- Achten Sie auf Ihre eigene Sicherheit und die von Dritten, indem Sie die in dieser Anleitung enthaltenen Richtlinien
lesen und befolgen.
- Nur qualifizierte Personen dürfen das Gerät in Betrieb nehmen, bedienen, handhaben und reparieren.
- Das Gerät darf nicht für andere als die vorgesehenen Zwecke verwendet werden.
4.2. Richtlinien für die Sicherung feuergefährlicher Arbeiten
Gebäude und Räumlichkeiten, in denen feuergefährliche Arbeiten ausgeführt werden sollen, werden durch folgende
Schritten für diese Arbeiten vorbereitet:
- Reinigung der Räume oder Orte, an denen die Arbeiten durchgeführt werden, von brennbaren Materialien und
Verunreinigungen;
- alle brennbaren und nicht brennbaren Gegenstände in brennbaren Verpackungen in einen sicheren Abstand bringen;
- Materialien, die nicht durch Abdecken, z. B. mit Blechen, Gipsplatten usw., entfernt werden können, vor den
Auswirkungen von z. B. Schweißspritzern zu schützen;
- Prüfung, ob Materialien oder Gegenstände, die in benachbarten Räumen entzündet werden können, keinen örtlichen
Schutz erfordern;
- Durchgangslöcher in Installationen, Lüftungen usw. in der Nähe des Arbeitsplatzes mit nicht brennbarem Material
abdichten;
- alle Elektro-, Gas- und Installationskabel mit brennbarer Isolierung gegen Schweißspritzer oder mechanische
Beschädigung zu schützen, sofern sie sich im Gefahrenbereich von feuergefährlichen Arbeiten befinden;
- prüfen, ob an diesem Tag keine Malerarbeiten oder andere Arbeiten mit brennbaren Stoffen durchgeführt wurden.
Funken können Brände verursachen.
Beim Schweißen entstehende Funken können Brände, Explosionen und Verbrennungen auf ungeschützter Haut
verursachen. Während der Ausführung von Schweißarbeiten müssen Schweißerhandschuhe und Schutzkleidung
getragen werden. Alle leicht brennbaren Materialien und Stoffe müssen aus dem Arbeitsbereich entfernt oder
abgesichert werden. Es dürfen keine geschlossenen Behälter oder Tanks geschweißt werden, die leicht brennbare
Flüssigkeiten enthalten haben. Solche Behälter oder Tanks müssen vor dem Schweißen ausgespült werden, um leicht
brennbare Flüssigkeiten zu entfernen. Das Schweißen ist in der Nähe von leicht brennbaren Gasen, Dämpfen oder
Flüssigkeiten untersagt. Feuerlöschgeräte (Löschdecken und Pulver- oder Schneelöscher) sollten in der Nähe des
Arbeitsplatzes an einem gut sichtbaren und leicht zugänglichen Ort angebracht werden.
Die Flasche kann explodieren.
Es dürfen nur zugelassene Gasflaschen und einen ordnungsgemäß funktionierenden Regler verwendet werden. Die
Gasflasche muss in aufrechter Position transportiert, gelagert und aufgestellt werden. Die Gasflasche muss von der
Einwirkung von Wärmequellen, dem Umstürzen und mechanischen Beschädigungen geschützt werden. Alle

Komponenten des Gassystems: Flasche, Schlauch, Verbindungsstücke, Regler, müssen in einem gutem Zustand
gehalten werden.
Die geschweißten Werkstücke können Verbrennungen verursachen.
Geschweißte Werkstücke dürfen niemals mit ungeschützten Körperteilen berührt werden. Es müssen immer
Schweißerhandschuhe und eine Zange verwendet werden, wenn geschweißte Werkstücke berührt oder bewegt
werden sollen.
4.3. Vorbereitung des Arbeitsplatzes für das Schweißen
Achtung! Das Schweißen kann einen Brand oder eine Explosion verursachen.
- Beachten Sie die Gesundheits- und Sicherheitsvorschriften für Schweißarbeiten und statten Sie den Arbeitsplatz mit
einem geeigneten Feuerlöscher aus.
- Das Schweißen an Orten, an denen sich brennbare Materialien entzünden können, ist verboten.
- Das Schweißen in einer Atmosphäre, die ein explosionsfähiges Gemisch aus brennbaren Gasen, Dämpfen, Nebeln
oder Stäuben mit Luft enthält, ist verboten.
- Entfernen Sie alle brennbaren Materialien im Umkreis von 12 m von der Schweißstelle und decken Sie, falls dies
nicht möglich ist, die brennbaren Materialien mit einer nicht brennbaren Abdeckung ab.
- Treffen Sie Vorsichtsmaßnahmen gegen Funken und glühende Metallteilchen.
- Beachten Sie, dass Funken oder heiße Metallsplitter durch Schlitze oder Öffnungen in Schutzkappen, Abdeckungen
oder Abschirmungen eindringen können.
- Schweißen Sie keine Tanks oder Fässer, die brennbare Stoffe enthalten oder enthalten haben. Es dürfen ebenfalls
keine Schweißarbeiten in ihrer Nähe ausgeführt werden.
- Schweißen Sie keine unter Druck stehenden Tanks, Druckleitungen oder Druckbehälter.
- Sorgen Sie immer für ausreichende Belüftung.
- Vergewissern Sie sich, dass Sie in einer stabilen Position sind, bevor Sie mit dem Schweißen beginnen.
4.4. Persönliche Schutzausrüstung
Achtung! Lichtbogenstrahlung kann das Sehvermögen oder die Haut schädigen.
- Tragen Sie beim Schweißen saubere, ölfreie Schutzkleidung aus nicht brennbarem und nicht leitfähigem Material
(Leder, dicke Baumwolle), Lederhandschuhe, hohe Stiefel und eine Schutzhaube.
- Beseitigen Sie vor dem Schweißen alle brennbaren oder explosiven Gegenstände wie Propan-Butan-Feuerzeuge und
Streichhölzer.
- Tragen Sie einen Gesichtsschutz (Helm oder Schutzschild) und bedecken Sie die Augen mit einer Tönung, die der
Sehkraft des Schweißers und dem Schweißstrom entspricht. Die Sicherheitsnormen empfehlen eine Abschirmung Nr.
9 (mindestens Nr. 8) für alle Stromstärken unter 300 A. Niedrigere Abschirmungen können verwendet werden, wenn
der Lichtbogen durch das Werkstück verdeckt wird.
- Tragen Sie immer eine zugelassene Schutzbrille mit einem Seitenschutz unter dem Helm oder einem anderen
Schutzschild.
- Verwenden Sie am Arbeitsplatz Schutzschilder, um andere vor Blendung oder Spritzern zu schützen.
- Tragen Sie immer Ohrstöpsel oder einen anderen Gehörschutz gegen übermäßigen Lärm und um zu verhindern,
dass Spritzer in Ihre Ohren gelangen.
- Unbeteiligte sollten davor gewarnt werden, in den Lichtbogen zu schauen.
4.5. Schutz vor elektrischem Schlag
Achtung! Ein Stromschlag kann tödlich sein.
- Stecken Sie das Netzkabel in die nächstgelegene Steckdose und verlegen Sie es so, dass es praktisch und sicher ist.
Es muss vermieden werden, dass das Kabel achtlos im Raum auf ungeprüften Boden verlegt wird, was zu einem
Stromschlag oder Brand führen kann.
- Der Kontakt mit elektrisch geladenen Teilen kann einen elektrischen Schlag oder schwere Verbrennungen
verursachen.
- Wenn der Strom fließt, werden der Lichtbogen und der Arbeitsbereich elektrisch aufgeladen.
- Der Eingangsschaltkreis und die internen Schaltkreise des Geräts stehen auch unter Spannung, wenn das Gerät
eingeschaltet ist.
- Berühren Sie die stromführenden Teile nicht.
- Tragen Sie trockene, fusselfreie, isolierte Handschuhe und Schutzkleidung.
- Verwenden Sie Isoliermatten oder andere isolierende Beschichtungen auf dem Boden, die groß genug sind, um den
Kontakt zwischen dem Körper und dem Objekt oder dem Boden zu verhindern.
- Berühren Sie den Lichtbogen nicht.

- Schalten Sie die Stromzufuhr aus, bevor Sie die Elektrode anfassen, reinigen oder austauschen.
- Vergewissern Sie sich, dass das Erdungskabel richtig angeschlossen ist und der Stecker richtig in die geerdete
Steckdose eingesteckt ist. Ein falscher Anschluss der Erdung des Geräts kann lebensgefährlich und
gesundheitsgefährdend sein.
- Überprüfen Sie die Stromkabel regelmäßig auf Beschädigungen oder fehlende Isolierung. Beschädigte Kabel müssen
ausgewechselt werden. Unsachgemäße Reparaturen der Isolierung können zum Tod oder zu Gesundheitsschäden
führen.
- Schalten Sie das Gerät aus, wenn es nicht benutzt wird.
- Das Kabel darf nicht um den Körper gewickelt werden.
- Das Werkstück muss ordnungsgemäß geerdet sein.
- Es darf nur Zubehör verwendet werden, das sich in einem guten Zustand befindet.
- Beschädigte Teile des Geräts müssen repariert oder ersetzt werden. Bei Arbeiten in der Höhe müssen
Sicherheitsgurte verwendet werden.
- Alle Ausrüstungs- und Sicherheitsgegenstände sollten an einem Ort aufbewahrt werden.
- Halten Sie die Spitze des Griffs vom Körper weg, wenn der Abzug betätigt wird.
- Befestigen Sie das Erdungskabel am Werkstück oder so nah wie möglich daran (z. B. an der Werkbank).
Achtung! Nach Abtrennung des Netzkabels kann das Gerät noch unter Spannung stehen.
- Prüfen Sie nach dem Ausschalten des Geräts und dem Abziehen des Spannungskabels die Spannung am
Eingangskondensator und vergewissern Sie sich, dass der Spannungswert Null ist, andernfalls berühren Sie die
Gerätekomponenten nicht.
4.6. Gase und Dämpfe
Achtung! Das Gas kann gesundheitsgefährdend sein oder zum Tod führen!
- Halten Sie immer einen gewissen Abstand zur Gassteckdose.
- Achten Sie beim Schweißen auf den Luftaustausch und vermeiden Sie das Einatmen von Gasen.
- Entfernen Sie chemische Substanzen (Fette, Lösungsmittel) von der Oberfläche der Werkstücke, da diese unter
hoher Temperatur verbrennen und giftige Dämpfe freisetzen.
- Das Schweißen von verzinkten Teilen ist nur mit einer effizienten Absaugung mit Filterung und einer Zufuhr von
sauberer Luft zulässig. Zinkdämpfe sind sehr giftig, und das Symptom einer Vergiftung ist das so genannte Zinkfieber.
5. Anweisungen für den Gebrauch
5.1. Allgemeine Hinweise
- Das Gerät ist entsprechend seinem Verwendungszweck unter Beachtung der Gesundheits- und
Sicherheitsvorschriften sowie der sich aus den Angaben auf dem Typenschild ergebenden Einschränkungen (IP-
Schutzart, Einschaltdauer, Versorgungsspannung usw.) zu verwenden.
- Öffnen Sie das Gerät nicht, da dies zum Erlöschen der Garantie führt; außerdem können explodierende Teile
Verletzungen verursachen.
• Der Hersteller haftet nicht für technische Änderungen der Anlage oder Sachschäden, die sich aus diesen
Änderungen ergeben.
• Bei Fehlfunktion des Gerätes den Service kontaktieren.
- Decken Sie die Lüftungsschlitze des Geräts nicht ab - stellen Sie das Schweißgerät in einem Abstand von 30 cm zu
den umgebenden Gegenständen auf.
- Das Schweißgerät darf nicht unter dem Arm oder nahe am Körper gehalten werden.
• Das Gerät darf nicht in Räumen mit aggressiver Umgebung, hoher Staubentwicklung sowie in der Nähe von Geräten
mit hoher elektromagnetischer Feldemissionen montiert werden.
5.2. Lagerung des Geräts
• Das Gerät muss von Wasser und Feuchtigkeit geschützt werden.
• Das Schweißgerät darf nicht auf beheizte Flächen gestellt werden.
• Das Gerät muss in einem trockenen und sauberen Raum aufbewahrt werden.
5.3. Anschließen des Geräts
5.3.1. Anschluss an die Stromversorgung
• Der Anschluss des Gerätes ist durch eine qualifizierte Person durchzuführen. Darüber hinaus sollte eine
entsprechend qualifizierte Person prüfen, ob die Erdungs- und Elektroinstallation einschließlich des Schutzsystems
den Sicherheitsvorschriften entsprechen und ordnungsgemäß funktionieren.

• Das Gerät sollte in der Nähe des Arbeitsplatzes aufgestellt werden.
- Vermeiden Sie beim Anschluss des Geräts zu lange Kabel.
- Einphasige Schweißgeräte sollten an eine mit einem Erdungsstift versehene Steckdose angeschlossen werden.
- Schweißgeräte, die mit einem 3-Phasen-Netz betrieben werden, werden ohne Stecker geliefert. Sie sollten sich
selbst einen solchen Stecker besorgen und die Installation von einer qualifizierten Person durchführen lassen.
ACHTUNG! Das Gerät darf nur betrieben werden, wenn es an eine Anlage mit funktionsfähiger Absicherung
angeschlossen ist.
5.3.2. Anschluss der Gasversorgung
•Die Gasflasche muss weit entfernt vom Werkstück aufgestellt und gegen Herunterfallen gesichert werden.
•Der Gasanschluss des Schweißgeräts muss mit einem geeigneten Schlauch und einem Regler mit
Gasflusskontrolle an die Gasflasche oder das Gassystem angeschlossen werden. Achtung! Die Verwendung eines
Netzregler für Gasflaschen sowie eines Flaschenreglers für Netzanschlüsse ist nicht zugelassen. Ein solcher
Austausch kann zu einer Beschädigung des Reglers und zu Verletzungen führen.
•Der sparsame Einsatz von Gas verlängert die Schweißzeit.
6. Produktübersicht
Vorderansicht
Hinteransicht
1 - Griff
2 - Steuerfeld
3 - Polaritätsumkehrstecker
4 - Ausgangsklemme „-“
5 - Buchse der WIG-Steuerleitung
6 - Ausgangsklemme „+“
7 - Euro-Anschluss für eine MIG/MAG-Schweißpistole
8 - On/Off-Taste (an/aus)
9 - Netzkabel
10 - Gasausgangsanschluss
11 - Zusätzliche Erdungsklemme
Steuerfeld

A - Schaltfläche zum Umschalten der Funktionen des linken Menüs. Halten Sie die Taste 5 Sekunden lang
gedrückt, um die Datenseite aufzurufen.
B - Zurück-Taste: bringt Sie zurück zum übergeordneten Menü oder zurück. Halten Sie die Taste länger als 5
Sekunden gedrückt, um zu den Werkseinstellungen zurückzukehren.
C - Wert-Einstellknopf. Drücken Sie , um die aktuelle Einstellung zu bestätigen.
D - Bestätigungstaste: Drücken Sie diese Taste, um ein Untermenü aufzurufen oder den aktuellen Vorgang
auszuführen. Halten Sie die Taste länger als 5 Sekunden gedrückt, um die aktuellen Daten zu speichern.
E - Taste zum Umschalten der Funktionen des rechten Menüs. Halten Sie die Taste länger als 5 Sekunden
gedrückt, um die Datenspeicherseite aufzurufen.
MIG/MAG-Brenner
1 - Gasdüse
2 - Gasverteiler
3 - Kontakttipp
4 - Spitzenadapter
5 - Brennerhals
7. Anschließen der Drähte
ACHTUNG! Der Anschluss der Kabel an das Gerät muss bei ausgeschaltetem Gerät und ohne Stromversorgung
erfolgen.
Überprüfung der Dichtheit der Gasanschlüsse
Vor der ersten Inbetriebnahme und dann in regelmäßigen Abständen wird empfohlen, das Gerät auf Gaslecks zu
überprüfen. Das Verfahren sollte wie folgt durchgeführt werden:
1) Schließen Sie die Regler- und Gasleitungsbaugruppe an und ziehen Sie alle Anschlüsse und Klemmen fest.
2) Öffnen Sie langsam das Flaschenventil.
3) Stellen Sie die Durchflussmenge am Regler auf etwa 8-10 l/min ein.

4) Schließen Sie das Flaschenventil und beobachten Sie die Nadel des Druckmessers am Regler. Wenn die Nadel
gegen Null fällt, bedeutet dies, dass ein Gasleck vorliegt. Gelegentlich kann der Gasaustritt langsam erfolgen.
Um dies festzustellen, lassen Sie den Gasdruck im Regler und in der Leitung für eine lange Zeit (etwa 15
Minuten).
5) Bei einem Gasleck sind alle Anschlüsse und Klemmen auf Dichtheit zu prüfen. Durch Bürsten oder Besprühen
mit Seifenwasser entstehen Blasen an der undichten Stelle.
6) Ziehen Sie die Klemmen oder Kupplungen fest, damit kein Gas entweicht.
WICHTIG! - Es wird empfohlen, vor der Inbetriebnahme des Geräts zu prüfen, ob Gas austritt. Es wird empfohlen, das
Flaschenventil zu schließen, wenn die Maschine nicht in Gebrauch ist.
MMA-Schweißmodus:
1) Die Schweißleitung an den mit „+“ gekennzeichneten Anschluss anschließen und den Leitungsstecker
festschrauben, um die Verbindung zu sichern.
2) Die Masseleitung an den mit „-“ gekennzeichneten Anschluss anschließen und den Leitungsstecker
festschrauben, um die Verbindung zu sichern.
3) Das Netzkabel anschließen und die Stromversorgung anschalten.
4) Die Masseleitung an das Werkstück anschließen. Nach Abschluss dieser Schritte kann mit dem Schweißen
begonnen werden.
ACHTUNG! Die Polarität der Leitungen kann variieren! Alle Informationen zur Polarisation sollten auf der
vom Elektrodenhersteller gelieferten Verpackung angegeben sein!
WIG-Schweißmodus
1) Die Masseleitung an den mit „+“ gekennzeichneten Anschluss anschließen und den Leitungsstecker
festschrauben, um die Verbindung zu sichern.
2) Die Schweißleitung an den mit „-“ gekennzeichneten Anschluss anschließen und den Leitungsstecker
festschrauben, um die Verbindung zu sichern.
3) Die Gasleitung von der Gasflasche an den WIG-Brenner an (die Flasche sollte mit einem geeigneten
Druckregler ausgestattet sein).
4) Schließen Sie das WIG-Brenner-Steuerkabel an den Anschluss an der Vorderseite der Maschine an.
5) Schließen Sie das Netzkabel an eine Steckdose an und starten Sie das Gerät.
6) Die Masseleitung an das Werkstück anschließen. Nach Abschluss dieser Schritte kann mit dem Schweißen
begonnen werden.
Schweißen mit dem MIG/MAG-Verfahren
1) Stecken Sie den Stecker des Schweißpistolenkabels in die Euro-MIG/MAG-Ausgangsbuchse an der Vorderseite
der Maschine und ziehen Sie ihn fest.
2) Den Stecker der Erdungsleitung an die mit „-“ gekennzeichnete Klemme auf der Vorderseite des
Schweißgeräts einsetzen und im Uhrzeigersinn festdrehen.
3) Den Polaritätsumkehrstecker an die mit „+“ gekennzeichnete Klemme auf der Vorderseite des Schweißgeräts
einsetzen und im Uhrzeigersinn festdrehen.
4) Stellen Sie sicher, dass der richtige Schweißdraht in der Maschine installiert ist.
5) Verbinden Sie die Schutzgasflasche mit einem Druckminderer über einen Gasschlauch mit dem Gaseingang an
der Rückseite der Maschine.
6) Schließen Sie das Netzkabel an eine Steckdose an und starten Sie das Gerät.
7) Die Masseleitung an das Werkstück anschließen. Nach Abschluss dieser Schritte kann mit dem Schweißen
begonnen werden.
Schweißen nach dem FCAW-Verfahren (ohne Gas)
1) Stecken Sie den Stecker des Schweißpistolenkabels in die Euro-MIG/MAG-Ausgangsbuchse an der Vorderseite
der Maschine und ziehen Sie ihn fest.
2) Den Stecker der Erdungsleitung an die mit „+“ gekennzeichnete Klemme auf der Vorderseite des
Schweißgeräts einsetzen und im Uhrzeigersinn festdrehen.
3) Den Polaritätsumkehrstecker an die mit „-“ gekennzeichnete Klemme auf der Vorderseite des Schweißgeräts
einsetzen und im Uhrzeigersinn festdrehen.

4) Vergewissern Sie sich, dass der richtige selbstschützende Schweißdraht in der Maschine installiert ist.
5) Schließen Sie das Netzkabel an eine Steckdose an und starten Sie das Gerät.
6) Die Masseleitung an das Werkstück anschließen. Nach Abschluss dieser Schritte kann mit dem Schweißen
begonnen werden.
8. Auswechseln der Antriebsrolle
ACHTUNG! Alle Wartungsarbeiten, das Auswechseln von Teilen, Reparaturen oder Einstellungen sollten bei vom
Gerät getrennter Stromversorgung durchgeführt werden.
Im Set enthaltene Walzen:
1x Antriebsrolle mit V-Nut - für Stahldrähte (Ø 0,8-1,0)
1x Antriebsrolle mit U-Nut - für Aluminiumdrähte (Ø 1,0 - 1,2)
Wenn Sie den Drahtdurchmesser ändern möchten, müssen Sie auch die Antriebsrolle austauschen oder die Position
der Antriebsrolle anpassen.
1) Kippen Sie den Druckeinstellhebel, um die Andruckrolle zu öffnen.
2) Schrauben Sie den Befestigungsknopf der Antriebsrolle ab und vergewissern Sie sich, dass die Größe der
Antriebsrolle für das zu installierende Kabel geeignet ist.
3) Ziehen Sie ggf. die Antriebsrolle von der Welle ab und drehen Sie sie, um die Rille zu ändern, durch die sich
der Schweißdraht bewegen wird.
4) Setzen Sie die Antriebsrolle wieder ein.
5) Ziehen Sie den Befestigungsknopf der Antriebsrolle fest.
6) Schließen Sie die Andruckrolle und stellen Sie den Druckeinstellhebel in die senkrechte Position.
7) Stellen Sie den Druck mit dem Hebel ein.
9. Auswechseln des Schweißdrahtes
VORSICHT! Alle Wartungsarbeiten, das Auswechseln von Teilen, Reparaturen oder Einstellungen sollten bei vom
Gerät getrennter Stromversorgung durchgeführt werden.
1) Öffnen Sie das Gehäuse der Maschine und befestigen Sie die Schweißdrahtspule am Halter, so dass sie sich
gegen den Uhrzeigersinn dreht.
2) Lösen Sie das Drahtende von der Spule und halten Sie es stets in der Hand, damit sich die Spule nicht
abwickelt.
3) Richten Sie das Drahtende etwa 20 cm gerade und schneiden Sie den gebogenen Teil ab.
4) Öffnen Sie den Druckeinstellhebel, der den Vorschubmechanismus öffnet.
5) Führen Sie den Draht durch die hintere Drahtführung zur Drahtführung der Schweißpistole.
6) Schließen Sie den Einzugsmechanismus und sichern Sie ihn mit dem Druckeinstellhebel. Achten Sie darauf,
dass der Draht in der Rille der Antriebsrolle verläuft.

7) Stellen Sie den Druck des Hebels ein, aber überschreiten Sie nicht die Hälfte der Skala. Zu starker Druck
kann den Draht beschädigen. Ist der Druck hingegen zu schwach, rutscht der Draht im
Vorschubmechanismus und bewegt sich nicht gleichmäßig.
8) Stellen Sie sicher, dass die für den installierten Schweißdraht geeignete Stromdüse in die Schweißpistole
eingesetzt ist. Ersetzen Sie gegebenenfalls die Stromdüse.
9) Drücken Sie den Abzug der Schweißpistole und warten Sie, bis der Draht herauskommt.
VORSICHT! Für den Ausschub des Drahts aus dem Brenner ist es erforderlich, dass das Gerät mit Strom
versorgt wird.
10) Schließen Sie den Deckel des Spulengehäuses.
VORSICHT! Wenn Sie den Draht in die Pistole einführen, richten Sie die Pistole nicht auf sich selbst oder auf andere
Personen. Halten Sie Ihre Hand nicht z.B. vor die Spitze, da das abgeschnittene Ende des Drahtes sehr scharf ist.
Halten Sie außerdem Ihre Finger von der Einzugswalze fern, da sie sonst zwischen den Walzen eingeklemmt werden
können.
10. Betrieb des Geräts
10.1. Einstellung der Sprache
Das Schweißgerät bietet mehrere Sprachoptionen, so dass der Bediener die bevorzugte Sprache wählen kann.
10.2. Einstellung des Schweißmodus
Drücken Sie die Taste (rechts) oder (links), um den gewünschten Schweißmodus auszuwählen, und drücken
Sie dann , um zum nächsten Schritt zu gelangen.
10.3. Automatischer Betrieb
Im Auto-Modus können Sie das Material, seine Dicke und den Drahtdurchmesser auswählen und dann mit dem
Schweißen beginnen. Die Maschine schlägt den Schweißstrom, die Spannung und die Drahtvorschubgeschwindigkeit
vor.
Hinweis: Wenn das Material und die Dicke erneut eingestellt werden, kehrt das System zu seinen Standardeinstellungen
zurück.

Auswahl des Materials
Drehen Sie den Drehknopf, um das Schweißmaterial
auszuwählen. Die Nummer auf der rechten Seite
entspricht dem Stoff auf der linken Seite.
Auswahl der Blechdicke ("Thickness")
Drehen Sie den Drehknopf, um die Dicke der zu
schweißenden Platte einzustellen.
Auswählen des Drahtdurchmessers ("Draht-Ø")
Wählen Sie den passenden Drahtdurchmesser. Das
Gerät empfiehlt die richtige Spannung und den
richtigen Schweißstrom.
10.1. Einstellung der MIG/MAG-Schweißparameter
Gas-Metall-Lichtbogenschweißen (GMAW) ist ein Lichtbogenschweißverfahren, bei dem der Schweißdraht durch
motorisierte Vorschubrollen zur Schweißpistole geführt wird. Der Schweißlichtbogen befindet sich zwischen dem
Werkstück und dem Ende des Drahtes, der in das Schweißbad übergeht. Der Lichtbogen und das Schweißbad werden
durch den Gasstrom des Brenners oder, im Falle von "selbstgeschützten" Drähten, durch die von der Drahtseele
erzeugten Gase abgeschirmt. Dieses Verfahren ist sehr vielseitig, da es durch die Wahl des richtigen Drahtes und
Schutzgases zum Schweißen von Materialien unterschiedlicher Dicke (von dünnen Blechen bis zu dickeren Platten)
und verschiedener Metalle (von Kohlenstoffstahl bis zu Aluminiumlegierungen) verwendet werden kann.
Je nach Art des verwendeten Schutzgases gibt es zwei grundlegende Methoden:
MIG ("Metal Inert Gas") - Lichtbogenschweißen mit einer abschmelzenden Elektrode in Form eines Massivdrahtes in
einem Schutzgas (Argon, Helium).
MAG ("Metal Active Gas") - Lichtbogenschweißen mit einer abschmelzenden Elektrode in Form eines Massivdrahtes
im Schutz von aktiven chemischen Gasen oder Gasgemischen (Kohlendioxid, Gasgemische - CO2 + Ar, CO2 + Ar + O2
und andere).

Auswahl der Betriebsart des Schweißbrenners
("2T/4T")
2T-Modus: Wenn der Brennerknopf gedrückt wird,
beginnt das Schweißen. Zum Fortfahren muss die
Taste gedrückt werden. Wenn die Taste losgelassen
wird, wird das Schweißen beendet.
4T-Modus: Wenn der Brenner gedrückt und
losgelassen wird, beginnt das Schweißen. Durch
erneutes Drücken und Loslassen wird das Schweißen
beendet. Der 4T-Modus wird für längere
Schweißarbeiten empfohlen.
Impuls-Modus
Der Impulsmodus funktioniert nur im
Synergiemodus.
1. Kein Puls.
2. Einzelimpuls.
3. Doppelter Impuls.
Auswahl des Materials
Die Maschine kann 5 Arten von Materialien
schweißen. Drücken Sie die Taste , um die
entsprechenden Materialien auszuwählen.
Das Schweißen von Cu-Si muss im
Doppelpulsverfahren erfolgen.
Auswählen des Drahtdurchmessers
("Drahtdurchmesser")
Drücken Sie die Taste, um den in der Maschine
installierten Drahtdurchmesser auszuwählen
(0,8/1,0/1,2 mm).

Auswählen der Drahtvorschubgeschwindigkeit
("Vorschubgeschwindigkeit")
Stellen Sie die Drahtvorschubgeschwindigkeit ein, bis
der Wert in der oberen linken Ecke mit der
tatsächlichen Drahtstärke auf der Maschine
übereinstimmt.
Auswahl der Spannung ("Voltage")
Der empfohlene Anfangswert ist "0". Wenn der
Lichtbogen bei dieser Einstellung zu kurz ist,
erhöhen Sie die Spannung. Wenn der Bogen zu lang
ist, verringern Sie die Spannung.
Induktivität
Der empfohlene Anfangswert ist "0". Wenn der
Lichtbogen sehr weich ist, stellen Sie die Induktivität
auf einen negativen Wert ein; wenn der Lichtbogen
zu hart ist, stellen Sie sie auf einen positiven Wert
ein.
Hinweis: Die Induktivität wird vom System
ausgewählt; wenn es keine anderen besonderen
technischen Anforderungen gibt, muss sie nicht
geändert werden.
Auswahl der Funktion "Spitzenwertfütterung"
Stellen Sie den Wert in der oberen linken Ecke so
ein, dass er der tatsächlichen Dicke des Werkstücks
entspricht.
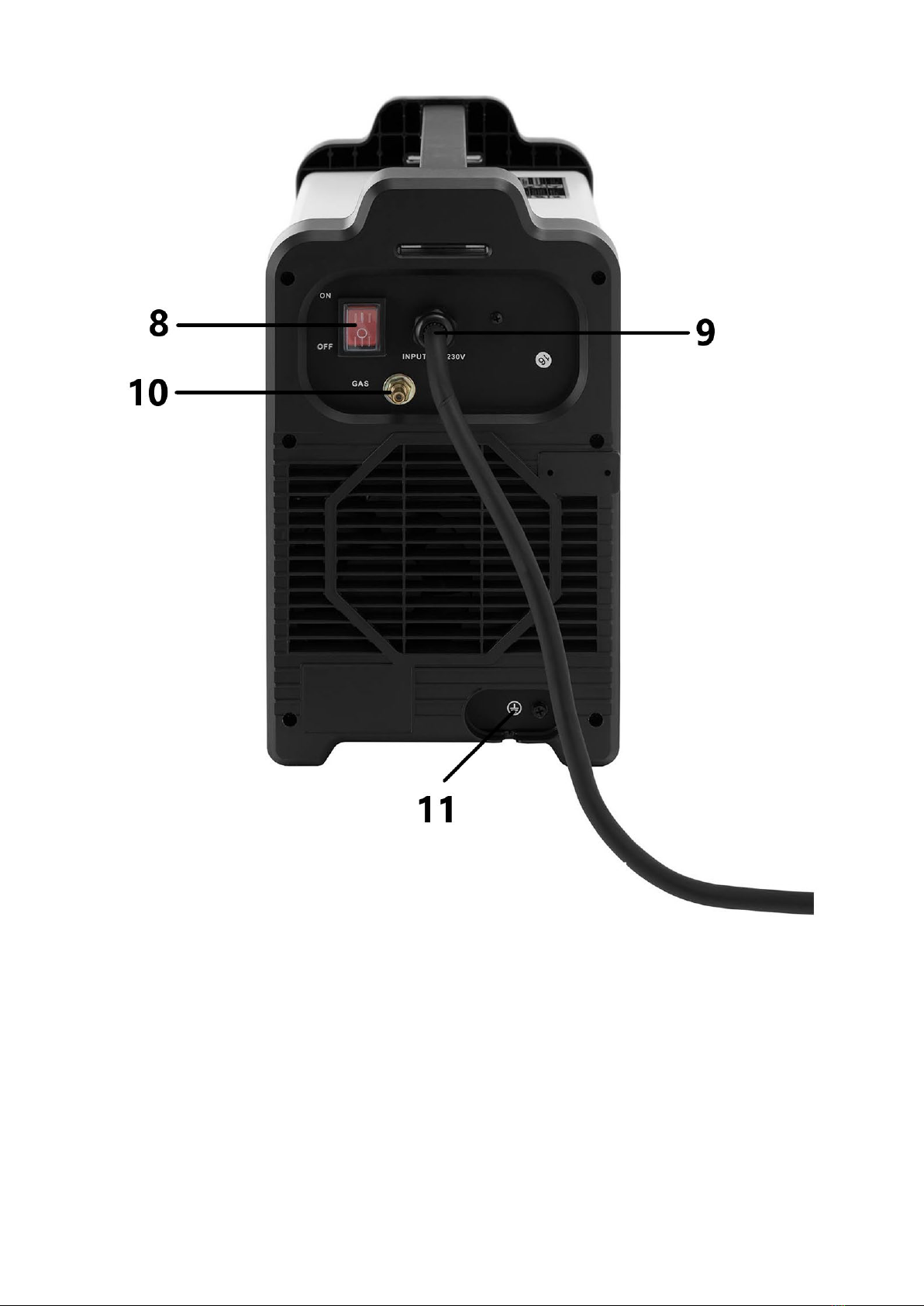
Auswahl der Doppelpulsfrequenz
Der empfohlene Einstellbereich liegt bei 1-2 Hz.
Auswahl des Tastverhältnisses für zwei Impulse
Der empfohlene Bereich liegt zwischen 30 und 40 %.
Auswählen der Funktion "Basisfütterung".
Es wird empfohlen, diesen Wert im Bereich von 70 %
bis 90 % der Spitzenförderung einzustellen.
10.2. Einstellung der LIFT WIG-Schweißparameter
Beim WIG-Verfahren (Wolfram-Inert-Gas) glüht der Lichtbogen unter einem Schutzgas (Argon) zwischen dem
geschweißten Element und einer nicht abschmelzenden Elektrode aus reinem Wolfram oder Wolfram mit Zusätzen.
Das WIG-Verfahren empfiehlt sich besonders für das ästhetische und qualitativ hochwertige Verbinden von Metallen
ohne zeitaufwändige mechanische Bearbeitung nach dem Schweißen. Sie erfordert jedoch eine ordnungsgemäße
Vorbereitung und Reinigung der Kanten der beiden geschweißten Elemente. Die mechanischen Eigenschaften des
Schweißzusatzwerkstoffs sollten denen der zu schweißenden Teile ähnlich sein. Die Rolle des Schutzgases ist immer
reines Argon, das in Abhängigkeit vom eingestellten Schweißstrom zugeführt wird.

Auswählen des Schweißmodus
Wählen Sie den WIG-Schweißmodus
Auswahl des Schweißstroms
Drehen Sie den Drehknopf, um den Schweißstrom
einzustellen. Die entsprechende Blechdicke wird auf
der linken Seite angezeigt.
Polarität von WIG-Schweißleitungen
Negative Polarität wird bei den meisten WIG-Schweißverfahren verwendet. Der Schweißbrenner wird an den
Minuspol und die Erdungszange an den Pluspol angeschlossen. Dadurch wird der Verschleiß der Elektrode verringert
und die im Schweißgut gespeicherte Wärmemenge erhöht.
Lichtbogenzündung im WIG LIFT-Verfahren
Zum Zünden des Lichtbogens bei der WIG-LIFT-Methode schrauben Sie das Ventil am Handgriff ab, drücken den
Knopf, reiben dann die Wolframelektrode vorsichtig am Werkstück und heben den Brenner leicht an, damit der
Lichtbogen zündet. Das Loslassen der Taste beendet den Schweißvorgang (im 2T-Modus).
Beispiel für einen Schweißbrenner für das WIG-Lift-Verfahren mit einem Gasregelventil im Brenner.
ACHTUNG! Der WIG-Brenner gehört nicht zum Standardzubehör des Bausatzes.

10.3. Einstellung der MMA-Schweißparameter
Das MMA-Schweißen wird auch als MMA-Verfahren ("Manual Arc Welding") bezeichnet und ist das älteste und
vielseitigste Verfahren des Lichtbogenschweißens.
Bei der MMA-Methode wird eine ummantelte Elektrode verwendet, die aus einem Metallkern besteht, der mit einer
Ummantelung versehen ist. Zwischen dem Ende der Elektrode und dem Werkstück wird ein Lichtbogen erzeugt. Der
Lichtbogen wird gezündet, indem die Spitze der Elektrode das Werkstück berührt. Der Schweißer führt die Elektrode
beim Schmelzen in das Werkstück ein, um eine konstante Lichtbogenlänge aufrechtzuerhalten, und bewegt
gleichzeitig ihr geschmolzenes Ende entlang der Schweißlinie. Die Schmelzelektrodenumhüllung setzt Schutzgase frei,
die das flüssige Metall vor den Einflüssen der umgebenden Atmosphäre schützen. Anschließend erstarrt es und bildet
eine Schlacke an der Oberfläche des Beckens, die die Gerinnungsfuge vor zu schnellem Abkühlen und schädlichen
Umwelteinflüssen schützt.
Auswahl des Schweißmodus ("Moduseinstellung")
Wählen Sie den MMA-Schweißmodus.
Auswahl des Schweißstroms
Die Maschine stellt die Dicke nach der Wahl des
Schweißstroms automatisch ein.
VRD-Funktion ("VRD-Funktion")
Drücken Sie die Taste, um die VRD-Funktion zu
aktivieren. Grünes Licht bedeutet, dass VRD
eingeschaltet ist. Drücken Sie die Taste erneut, um
die Funktion zu deaktivieren. Es wird empfohlen, die
VRD-Funktion während des MMA-Schweißens
einzuschalten. VRD - ein
Spannungsreduktionssystem; seine Aufgabe ist es,
die Stromversorgung innerhalb weniger
Millisekunden nach Beendigung des Schweißens
abzuschalten. Diese Funktion ist auch für die
Reduzierung der Spannung der umhüllten Elektrode
auf ein sicheres Niveau verantwortlich.
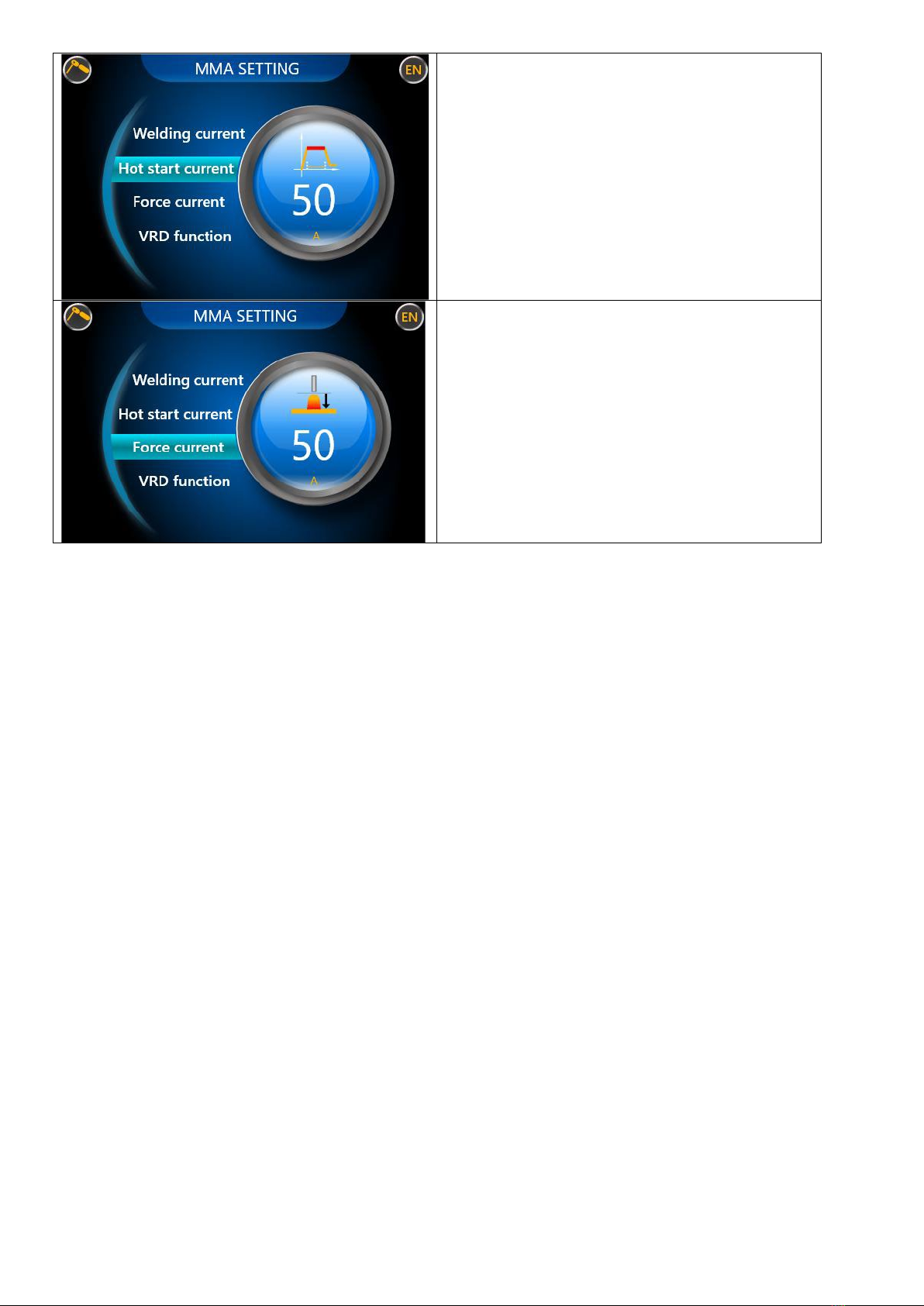
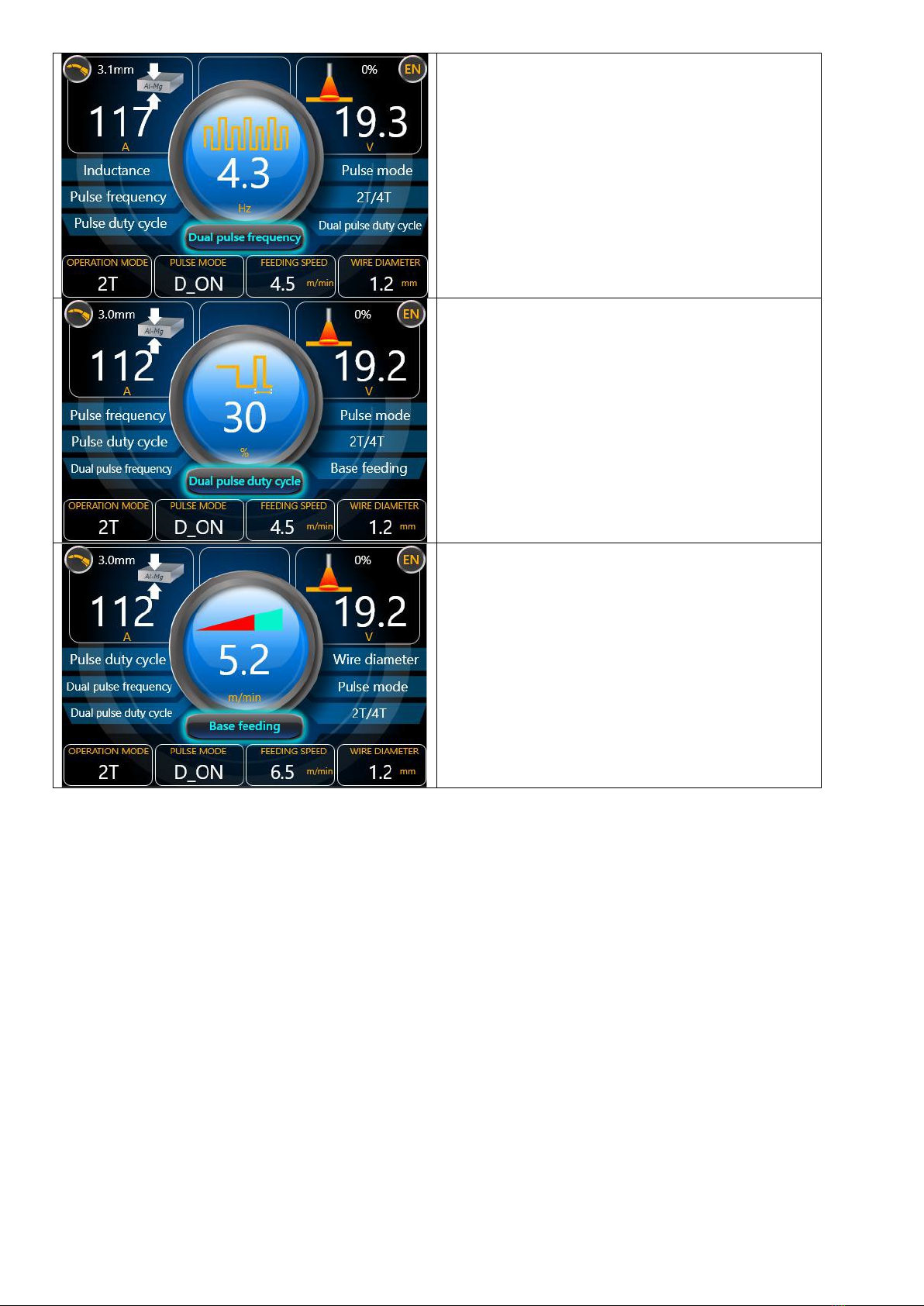
Warmstart-Strom
Funktion, die das Schweißen erleichtert. Beim
Zünden des Lichtbogens wird der Schweißstrom
vorübergehend erhöht, um das Material und die
Elektrode an der Kontaktstelle zu erhitzen. Es geht
auch darum, den Einstich und die Schweißfläche in
der Anfangsphase des Schweißens richtig zu
gestalten.
"Funktion "Strom erzwingen
Sie stabilisiert den Lichtbogen unabhängig von
Längenschwankungen und reduziert die
Spritzermenge.
10.4. Speicherfunktion
Die Maschine verfügt über 18 Speichersätze.
Halten Sie die -Taste 3 Sekunden lang gedrückt, um die aktuelle Einstellung wiederherzustellen.
Halten Sie die -Taste 3 Sekunden lang gedrückt, um die Einstellung aufzurufen.
11. Beseitigung der Verpackung
Bewahren Sie die Verpackungselemente (Karton, Kunststoffbänder und Styropor) bitte auf, damit das Gerät bei einer
eventuellen Rücksendung an den Service so gut wie möglich während des Versands geschützt werden kann!
12. Transport und Lagerung
Das Gerät muss während des Transports vor Stößen und dem Umkippen gesichert werden, außerdem darf es nicht
mit der Unterseite nach oben (auf dem Kopf stehend) aufgestellt werden. Das Gerät muss in einem gut gelüfteten
Raum mit trockener Luft und ohne korrosive Gase gelagert werden.
13. Reinigung und Wartung
• Jedes Mal bevor das Gerät gereinigt wird und ebenfalls wenn das Gerät nicht verwendet wird, muss der Netzstecker
gezogen und das Gerät vollständig abgekühlt werden.
Verwenden Sie zur Reinigung der Oberfläche nur nicht-korrosive Mittel.
Es ist verboten, das Gerät mit einem Wasserstrahl abzuspritzen oder es in Wasser zu tauchen.
Achten Sie darauf, dass kein Wasser durch die Öffnungen des Gehäuses eindringt.
Reinigen Sie die Lüftungsöffnungen mit einer Bürste und Druckluft.
Nach jeder Reinigung sind alle Komponenten gut zu trocknen, bevor das Gerät wieder verwendet wird.
• Das Gerät muss an einem trockenen und kühlen Ort, geschützt vor Feuchtigkeit
und direkter Sonneneinstrahlung geschützt gelagert werden.
• Staub muss regelmäßig mit einem trockener und sauberer Druckluft entfernt werden.
Table of contents
Languages:
Other Expondo Welding System manuals



Popular Welding System manuals by other brands







Blueweld
Blueweld Megamig 380 instruction manual

EWM
EWM Phoenix 351 Expert puls FDW operating instructions

Lincoln Electric
Lincoln Electric BIG RED IM10019 Operator's manual

BossWeld
BossWeld MST195 manual

Hobart Welding Products
Hobart Welding Products Champion Elite 225 owner's manual

Daihen
Daihen OTC Welbee M350L owner's manual





