FORMTEK Lockformer LK-20 User manual
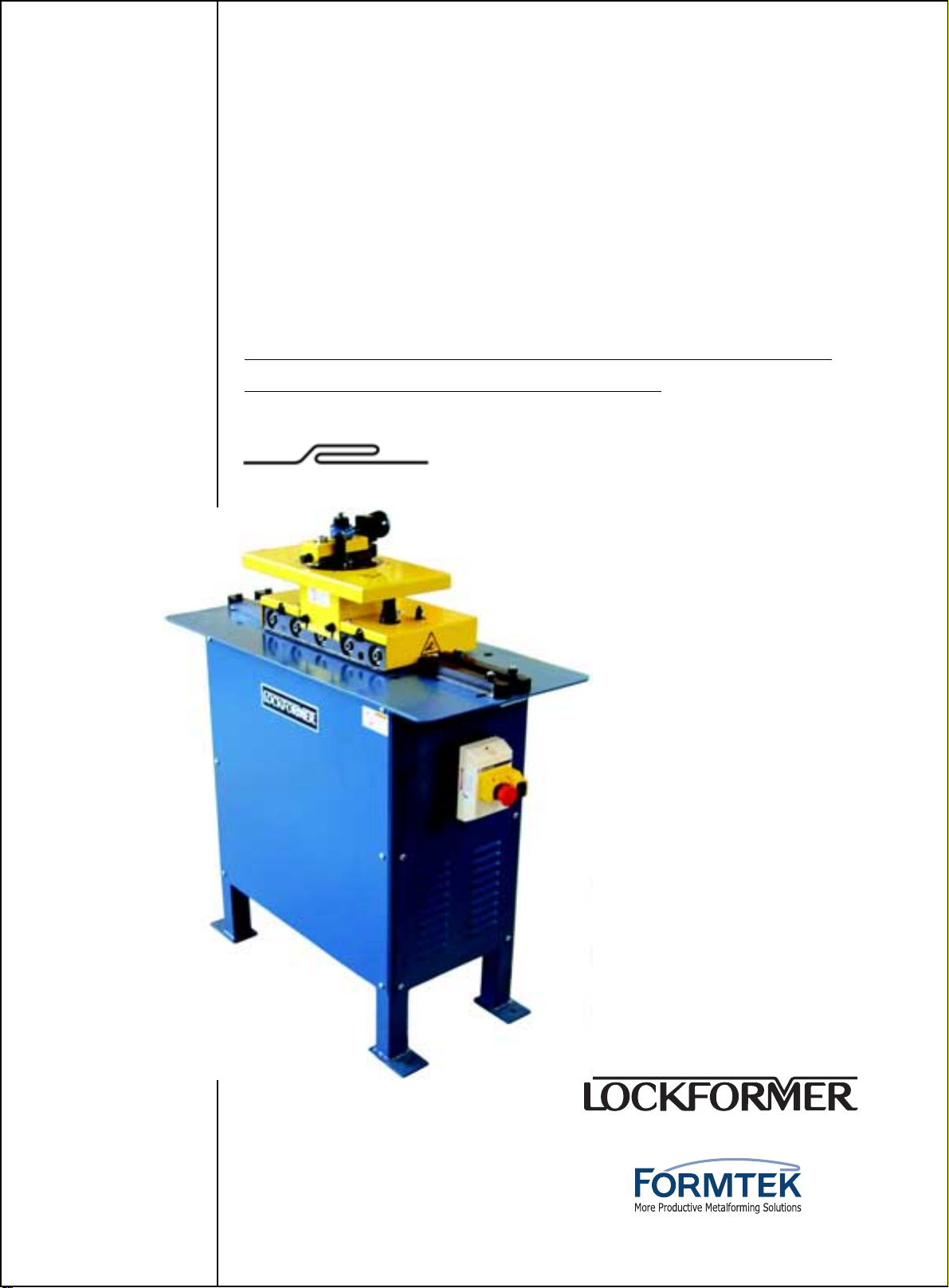
LK-20
PITTSBURGH LOCK MODEL 20
OPERATOR’S MANUAL
WITH AUTO-GUIDE POWER FLANGING ATTACHMENT
INSTRUCTIONS AND PARTS DIAGRAM
A PRODUCT OF
10-2009
VER. INT. LK20-02-CE
WARNING
THIS EQUIPMENT IS DESIGNED TO BE OPERATED WITH ALL
COVERS SECURED IN PLACE. OPERATION WITHOUT THESE
SAFEGUARDS MAY RESULT IN CONDITIONS WHICH ARE
HAZARDOUS TO THE OPERATOR AND OBSERVERS.
01
SAFETY GUIDELINES
B for op rating th machin , study and follow th saf ty pr cautions in this s ction.
Th s pr cautions ar int nd d to pr v nt injury to you and your f llow work rs. Th y
cannot, how v r, cov r all possibl situations. Th r for , EXERCISE EXTREME
CAUTION and us COMMON SENSE b for p rforming any proc dur or op ration.
Saf ty Pr cautions BEFORE Starting Th Machin (s)
Only one person should control the machine(s). Never allow anyone to operate the controls while
you are operating or working on this equipment. In addition to disconnecting power always us
lock outs and tagouts to prevent accidental start-up when performing maintenance procedures.
Keep your hands away from internal workings of the machinery when starting running or
stopping.
Keep your work area clean. Remove all scrap oil spills rags tools and other loose items that
could cause you to slip trip and fall.
When cleaning the machine or any of its components do not use toxic or flamable substances.
Do not perform any cleaning while the equipment is running.
Never override or disable any safety switch or safety interlock.
If so equipped make sure that hydraulic and pneumatic pressures are at specified levels before
operating this equipment.
Do not op rat th rollform r unl ss all cov rs and guards ar in plac .
Be sure that this Instruction Manual is kept near the machine so the operator can refer to it when
necessary.
Keep this equipment properly maintained.
Always turn off power to the machine(s) at the main disconnect before performing any
maintenance or adjustments so accidental start-up or electrocution cannot occur.

02
Saf ty Pr cautions WHILE
Op rating Th Machin (s)
Never leave the work area while the equipment is in operation.
Never leave the machine unattended while it is under power or in operation.
Always be alert while operating machinery.
Be alert for loose worn or broken parts. Do not attempt to operate any machinery with such parts
present or if the machinery is making unusual noises or actions.
Avoid skin contact prolonged breathing or eye exposure to any stock lubrication fluid being
used.
Be aware of the locations of the Pow r Off or Em rg ncy Stop button in case of an emergency.
B sur all guards and cov rs ar in plac .
Continually observe the rollforming process and related equipment. If any unusual condition
develops immediately stop and inspect the machine.
Protect yourself ! Wear safety glasses. Do not wear loose clothing neckties or jewelry. If long
sleeves must be worn avoid loose cuffs and buttons. Tie back and contain long hair.
Never adjust any roll feature or perform work near the rolls gears or power take off while they are
running. G n ral
If any pneumatic or hydraulic feature is used disconnect the main supply and exhaust pressure
and bleed the lines to prevent cycling on retained pressure.
Always shut off the power at the main disconnect switch before entering the electrical control
box.
Do not use compressed air to clean the machines. Air pressure may drive dirt and small chips
into the machine(s) bearing surfaces or cause bodily injury.
Th information contain d h r in is to b us as a g n ral guid only.
For furth r saf y information obtain and r ad th ANSI bull tin ntitl d:
ANSI B11.12-1996 Rollforming and Roll-B nding Machin s saf ty
R quir m nts for Construction, Car and Us .
CONTACT: Am rican National Standards Institut
11 W st 42nd Str t
N w York, N w York 10036
IMPORTANT

03
WARRANTY
Our warranty on th products w manufactur is limit d to r pair or r plac m nt without charg ,
of any part found to b d f ctiv in mat rials or workmanship. This warranty is for a p riod of
on y ar (unl ss oth rwis sp cifi d) from th dat of shipm nt from our factory, for all
m chanical f atur s of th machin xc pt purchas d compon nts that carry th warranty of
th original manufactur r.
This warranty is condition d on prop r installation, maint nanc and us of th quipm nt. Th
warranty will b void if th quipm nt is subj ct d to misus or abus d or if us d b yond th
standards in this manual, including mat rial dim nsions and gaug .
Warranty parts and compon nts will b shipp d fr ight coll ct from FORMTEK. If th d f ctiv
part has not b n r turn d to FORMTEK within 15 working days aft r r c iving th r plac m nt
part, your company will b r sponsibl for th cost of r plac m nt.
Th warranty provid d in this claus is in li u of all oth r warranti s, xpr ss or impli d, arising
by law or oth rwis , including th impli d warranti s of m rchantability and fitn ss for a particular
purpos which ar h r by disclaim d by FORMTEK and xclud d from this agr m nt. This
warranty shall not b modifi d for any r ason. In no v nt shall FORMTEK b liabl for
cons qu ntial or incid ntal damag s, including th cost of ass mbly or disass mbly, lost
production or p rsonal injury.
Th information in this docum nt has b n r vi w d and is b li v d to b compl t and accurat .
No r sponsibility is assum d for minor inaccuraci s or cont nt not addr ss d in this manual.
Furth rmor , FORMTEK r s rv s th right to mak chang s to any products h r in, at any tim , to
improv r liability, function, or d sign. FORMTEK do s not assum any liabiliti s arising out of any
us of any product d scrib d h r in, nor do s it conv y any lic ns und r its trad s cr ts or
pat nt rights nor th rights of oth rs.
To provide clarity to points in question
the illustrations and photos appearing
in this manual are shown with covers
and guards removed.
CAUTION
NEVE OPE ATE THIS EQUIPMENT
UNLESS ALL COVE S AND GUA DS
A E IN PLACE.
!!
!!
!
04
Common sense and xtr m care must be used at all times during the operation and maintenance of this equipment.
It is important that ALL personnel who will operate maintain or supervise the use of this equipment read and
understand the sections of this manual concerning SAFETY and the OPERATION of the equipment.
The equipment described in this manual was designed and manufactured for a specific function. It should not be
used for any other purpose or outside of the design specifications as this may result in damage to the equipment
and/or injury to the operator. Modifications or additions to this equipment should not be made. Any such modifications
or additions will void the warranty and may subject the operater to injury.
Replacement and maintenance parts must be purchased from FORMTEK or the component original equipment
manufacturer. Use of other parts may result in unsafe operation or failure of the machinery. If there is a question
to the suitability of a part proper personnel FORMTEK should be consulted.
In g n ral, v ry pi c of quipm nt must b tr at d with xtr m car . Whil op rating or maintaining
this quipm nt, ach individual must b awar of th ir own saf ty as w ll as th saf ty of all bystand rs.
SAFETY FI ST
SAFETY SIGN-OFF SHEET
I verify that I have read and understand the safety and operation sections
for this equipment:
It is the employer’s responsibility to instruct all persons who may come in contact with this equipment
on the safe operation and maintenance of this equipment. If a language barrier or other restriction
limits understanding this manual can be read to the individual with appropriate follow up questions
to verify understanding. Have each individual sign below only after demonstrating their understanding
of the safety practices described in this manual.
NAME DATE NAME DATE
05
SAFETY GUIDELINES
Do not wear loose clothing, neckties, improper gloves, or jewelry while operating this machine. If
long sleeves must be worn, avoid loose cuffs or buttons, Tie back or contain long hair.
Wear proper gloves to prevent lacerations caused by sharp edges of stock as it travels through the
forming operation.
Never operate this equipment unless all covers and guards are properly installed.
Be alert for loose, worn, or broken parts. Never operate this equipment unless it is in good working
condition.
As the stock enters the guides and feeds into the rolls, a pinch point is created as the stock advances.
Keep hands clear of area and all pinch points.
Always disconnect the main power supply power and install lock outs using a lockout / tagout procedure
when making adjustments or repairs.
When transporting, take into consideration that the machine is top heavy and may suddenly tip over.
The machine is designed for fixed installations and are not intended for portability.
You are NOT ready to operate this equipment if you have not read and
understood all of the safety information in this manual.
!!
!!
!
WARNING:
R m mb r that th information contain d in this manual is only a portion of an ad quat
training program. It must b coupl d with sp cific instructions for your application along
with full information of national and local saf ty r gulations that may apply.
Th Lockform r Rollform r d scrib d in this manual has b n t st d for nois DB l v ls.
At normal op rating distanc th machin should b no mor th n 75DB.
SOUND PRESSURE INFORMATION
YEAR OF MANUFACTURE
06
ELECT ICALS
INSTALLATION
Provide a clean flat well lighted installation site. Level the machine and anchor it to the floor.
Inspect the gears and drive assembly and remove any debris that may have accumulated during
shipping.
Standard Electrical: 2HP (1.5KW)
110 Volts 1 phase grounded power supply. Provide a sufficient 110V receptacle at the point of
operation. If a 3 phase motor is ordered install the power supply in compliance with national
electrical codes. For further information contact a certified electrician or Lockformer service dept.
(Contact information at www.Lockformer.com or tel# 1-630-964-8000)
CAPACITY
Maximum 1mm thickness (20 Gauge) black iron mild steel and Galvanized steel.
MATERIAL ALLOWANCE: = 25mm, 1”
(1) 25mm (1”) female PITTSBURGH
(2) 6mm (1/4”)90 degree (MALE)
Total amount of material (25mm Female PITTSBURGH + 6mm MALE)=31mm.
(1” Female PITTSBURGH + 1/4” MALE)= 1-1/4”
This allowance to be added for the seam formed sections for calculation of sheet sizes. The above
dimensions can be modified by moving the entrance gauge position to suit the requirements of a
specific project or material.
Not : The machine has been tested and adjusted at the factory on 0.6mm (26ga) through 1mm
(20 ga) thickness material and as delivered is ready for normal operation.
Female PITTSBURGH 90 degree (MALE)
07
BASIC OPE ATION
OPERATING
INSTRUCTIONS
PITTSBU GH FEMALE HOLD DOWN
ADJUSTMENT P OCEDU E
Hold the material against the entrance gauge and slide it into the forming rolls. Be sure that the
material remains against the gauge until the trail edge of material is engaged in the rolls.
Not : Minimum part length is 175mm(7”).
Make hold down adjustments as outlined below to accommodate slight variations in metal thickness
and hardness.
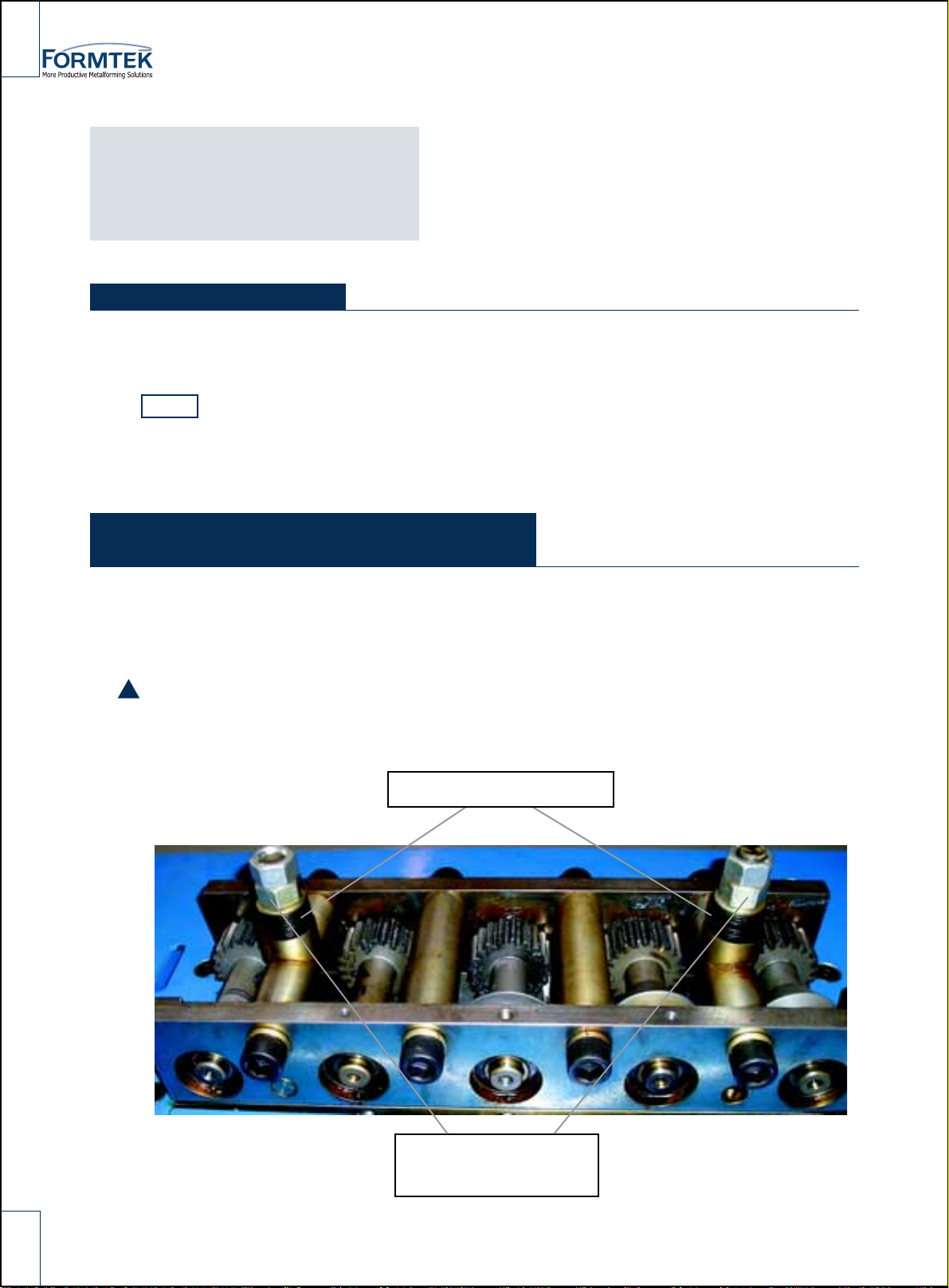
The HOLD DOWN ADJUSTMENTS NUTS are used to set the tension on the SPRING WASHERS.
These SPRING WASHERS are used to allow the top rollers to float upwards. This is necessary on
an LK-20 because of the various metal thicknesses that an LK-20 will form.
1. DISCONNECT POWER!
2. Install electrical lock outs to prevent accidental start up.
3. Remove top cover.
HOLD DOWN
ADJUSTMENTS
SPRING WASHERS
!

0
4. Loosen and remove the HOLDDOWN
lock nuts.
5. Tighten the hold down NUTS fully tight or set to
a torque value of 60MN (50 ft. lbs.)
6. After tightening loosen the NUT 1/4 turn
(90 degrees).
7. Retighten the lock NUT.
8. INSTALL THE COVER remove electrical power
lock outs restore power.
9. Run a test piece.
- If the stock slips in the rolls tighten the hold down nuts. It may be necessary to tighten the 1st
and 2nd HOLD DOWN nut unequally in order to obtain the desired result.
- If the stock curls up after forming or shows extremely pressure marks loosen the hold down
NUTS slightly.
*Do not adjust hold downs NUTS unless the stock slips in the rolls pulls away from the entrance
gauge or curls when exiting the rolls.
The Standard settings for the Auxiliary HOLD DOWN nuts are as follows:
1. Tighten the Auxiliary HOLD DOWN NUTS fully tight.
2. Loosen Auxilary HOLD DOWN NUTS 3/4 of a turn (270 degrees)
FORMTEK Machinery offers options for Auxiliary Rolls. Specific HOLD DOWN NUT adjustments
depend on which optional rolls are installed. The 3/4 turn specification may change depending on
the Auxiliary Rolls installed.
AUXILIA Y OLL HOLD DOWN NUTS
!
LOCK NUT
SPRING WASHERS
HOLD DOWN NUT
09
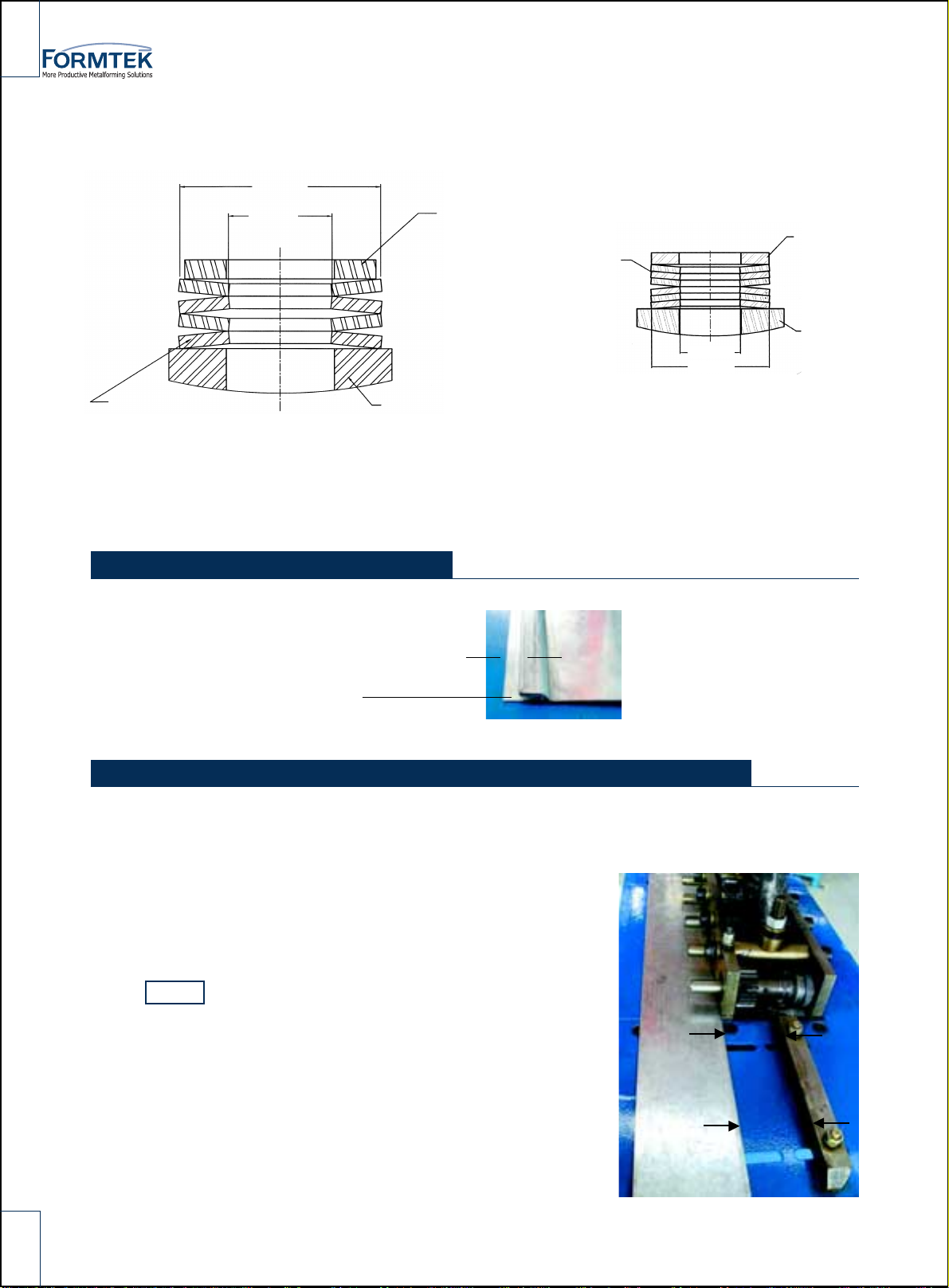
ø31.5(OD)
ø16.3(ID) 91166A310
SADDLE WASHER 7X635
96475K295
8 WASHERS
2 WASHERS PER GROUP
2 GROUPS PER STACK
STACK AS SHOWN
SCALE DOWN TO 256˚
HOLD DOWN SPRING WASHERS
HAMMER-OVER EDGE
¡ł
¡ł
FEMALE PITTSBU GH LOCK
HAMME -OVE EDGE ADJUSTMENT (ENTRANCE GAUGE)
The width of the FEMALE Pittsburgh lock hammer over edge is adjustable.
Move the FEMALE PITTSBURGH lock entrance gauge to produce a larger or smaller hammer
over edge.
NOTE: There should be a deep scribe or scratch mark in
the paint along the side of the entrance gauge and exit
gauge. This is the original line location of the gauge from
the factory. Slight adjustment from this line may be
required to increase or decrease the hammer over edge
width.
62mm
61mm
SCALE DOWN TO 306˚
5S355
96445K236
3 WASHERS PER GROUP
2 GROUPS PER STACK
91455A130
SMALL SPRING WASHERS
ø16(OD)
ø8.2(ID)
10
EXIT GAUGE
Never move the exit gauge bar for this roll set. This gauge is not intended to contact the material
under normal circumstances.
NOTE: There should be a deep scribe or scratch mark
along the side of the exit gauge this is the original line
location of the exit gauge from the factory. Slight
adjustment from this line may be required.
1. DISCONNECT POWER
2. Install lock outs to prevent accidental start up.
3. Remove the cover.
4. Unscrew and remove the right hand side table top section. This will expose the auxiliary
shafts on which the rolls will be mounted.
5. Select the first pair of rolls which are marked T1 (Top roll first station) and B1 (Bottom roll first
station). Slide them as a mated pair onto the shafts. All information stamped on the rolls must
face outward. Slide a key into each keyseat. Follow this procedure in sequence with each
remaining pair of rolls.
6. Fasten the rolls onto the shafts with the screws and washers provided.
7. Mount the entrance gauge and set it to the dimensions shown in the illustration.
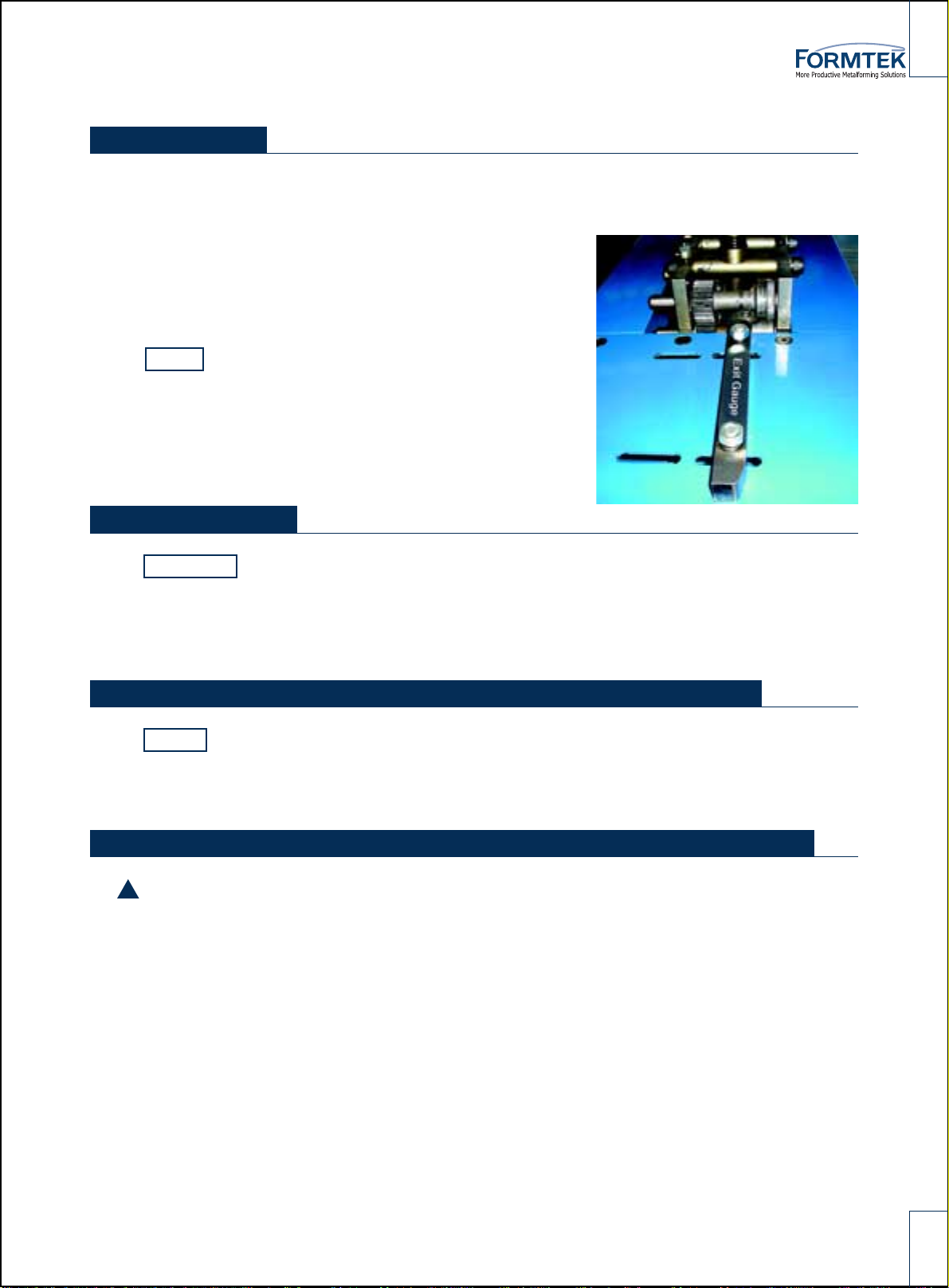
8. Mount the exit gauge so the outside face of the vertical leg is parallel to the part as it passes
over the exit table. Set to allow approximately 1.5mm clearance between the part and the exit
gauge.
DOUBLE SEAM or ST AIGHT IGHT ANGLE FLANGE OLLS
!
CAUTION: The flat roll (called the opening roll) mounted horizontally after the last roll station
maintains the opening of the gap in the PITTSBURGH lock. Twisted or bent notches should be
flattened prior to feeding stock material into the machine. Failure to do this can result in breakage
of the opening roll.
OPENING OLL
NOTE: Standard auxiliary rolls are interchangeable between the standard LK 20 and the Super-
Speed models. Since different entrance gauges are required the model for which the rolls are
intended should be specified.
INSTALLATION AND OPE ATION OF AUXILIA Y OLLS

11
9. Replace the table top.
10. INSTALL THE COVER
11. Remove the lock outs.
12. Restore power to the machine.
!
1. DISCONNECT POWER.
2. Install lock outs to prevent accidental start up.
3. Remove the cover.
4. Unscrew and remove the right hand side table top section. This will expose the auxiliary shafts
on which the rolls will be mounted.
5. Select the first pair of rolls which are marked T1 (Top roll first station) and B1 (Bottom roll first
station). Slide them as a mated pair onto the shafts. All information stamped on the rolls must
face outward. Slide a key into each key seat. Follow this this procedure in sequence with each
remaining pair of rolls.
6. Fasten all rolls except the top number 2 onto the shafts with the screws and washers provided.
Do not insert a mounting screw into the top 2 rollshaft; this allows the roll to “float” laterally and
center itself to the bottom roll as the stock passes through.
7. Mount the entrance gauges so that the centerline of the stock aligns with the centerline of the
rolls.
8. Tighten the stud nuts so that the T5 and B5 rolls do not separate as the drive cleat passes
through.
9. Mount the exit gauge so the outside face of the vertical leg is parallel to the part as it passes
over the exit table. Set to allow approximately 1.5mm clearance between the part and the exit
gauge.
10. Replace the table top.
11. INSTALL THE COVER.
12. Remove the lock outs.
13. Restore power to the machine.
IMPORTANT: BE SURE TO CUT STOCK EXACTLY 54mm (21/8”) WIDE TO INSURE AN
ACCURATELY FORMED CLEAT.
D IVE CLEAT OLLS
!
!
12
G EASE D IVE GEA S
CLEANING THE OLLS
The recommended lubricant is Castrol Molub-Alloy 777-1 or equivalent. Apply grease to all drive
gears after every 40 hours of operation. If the machine is to be used in a damp environment apply
a film of oil or grease to all unpainted metal surfaces to prevent rust.
Keeping the forming rolls clean is an important step toward efficient operation of your machine.
Lockformer’s GALV-OFF aerosol spray cleaner will soften galvanized build up so that it flakes off
by itself. Daily use is recommended. GALV-OFF cleans and lubricates as well as protects the
forming rolls.
MAINTENANCE

13
IMPROPERLY FORMED/DEFORMED EDGES
-It may be necessary to add a slight lubricant to the surface of the sheet being formed to aid the
flow of material through the forming rolls. Lockformer’s GALV-OFF available from FORMTEK is
recomended.
-The operator may have to experiment with hold down settings for desired results. Run test pieces
to check different settings on the hold down nuts or bolts.
RUNNOUT
Some materials may have a tendency to drift away or runnout from the entrance gauge. The edge
dimensions will be uneven from beginning to end. Check the following points when runnout is a
problem.
-Be sure to hold the material firmly against the entrance gauge. Some materials will require significantly
more pressure then others.
- Hold down settings should be checked and reset. Some materials may require settings that are
tighter then this manual specifys. Use caution when setting the holdowns tighter then normal.
Prolonged use of the machine with tighter settings will reduce the life span on some of the machines
parts.
-Due to variations of the physical characteristics of material it may be necessary to reset the
entrance gauge bar if the material pushes away from the gauge bar or the lock is not formed
properly. There should be a scratched line along the side of the entrance gauge to locate the
original factory setting. Also it may be necessary to “Taper” the entrance gauge (set the gauge at
a slight angle) to eliminate runnout.
-The exit gauge bar can be used to push on the exiting material when the material is not flowing
straight or evenly throughout it’s length such as when the edge is running out. Difficult parts may
T OUBLE CHECKS
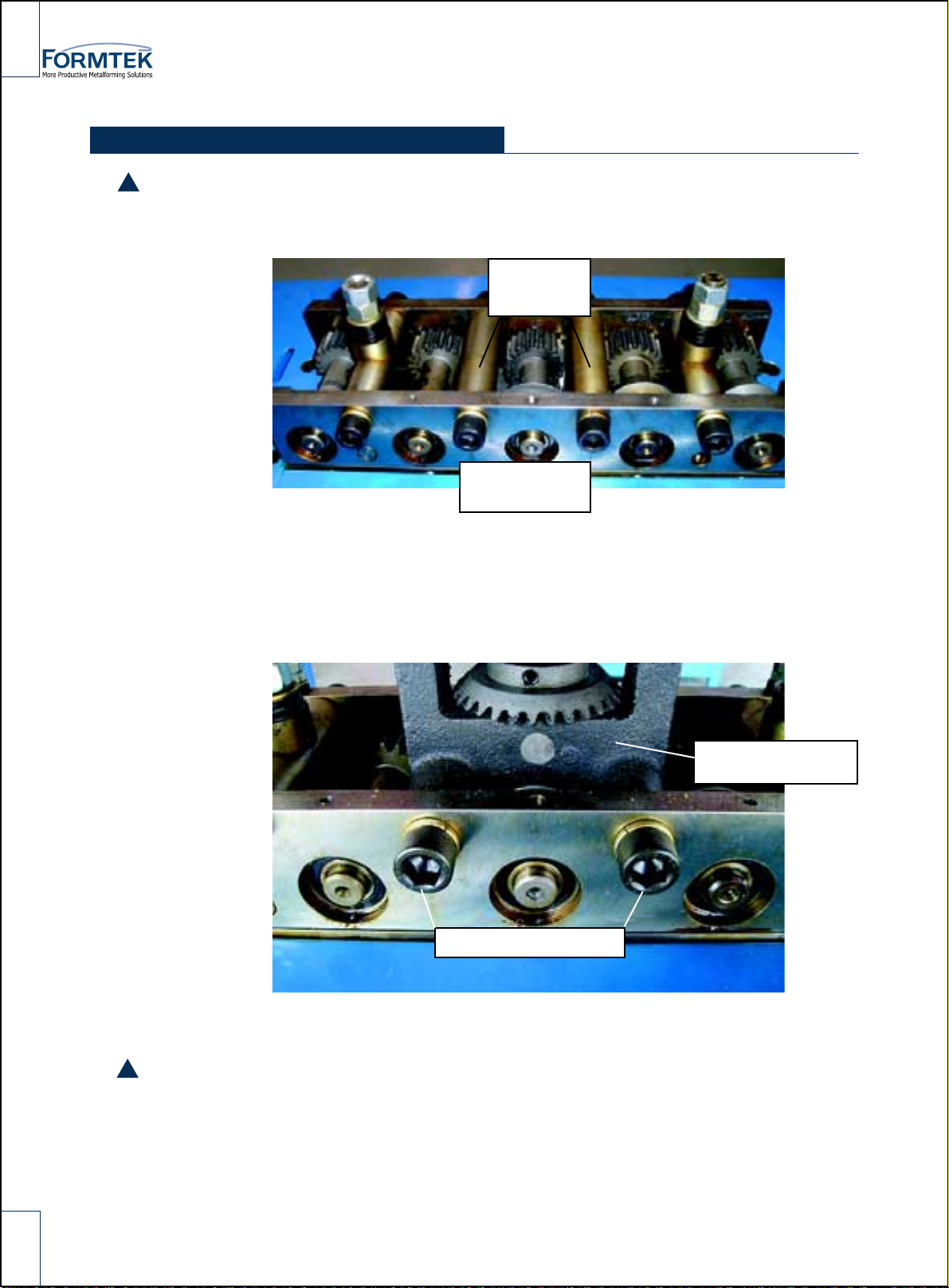
The CENTER SPACER is positioned between the top and
the bottom forming heads on the 2nd large hold down stud
(at the exit end of the machine near the opening roll). The
function of this spacer is to control the vertical clearances
between the top and bottom rolls at stations 4 and 5. The
vertical clearance between top and bottom rolls is set in the
factory with a feeler gauge to a clearance of 0.2-0.4mm
(0.008”-0.010”) at the outside edge of the rolls.
NOTE: It may be necessary to insert shim washers above
the spacer to obtain the proper clearance.
LK-20 CENTE SPACE

14
require exit gauge pressure along the materials edge such as long heavy pieces where an awkward
weight and size make it difficult for the operator to hold the piece straight during the forming
process. This technique must be used carefully. Other conditions may be causing the runnout
such as loose settings on the hold downs or improperly adjusted entrance gauges (those settings
should always be checked first).
Having the exit gauge bar push too hard against the material might make the situation worse. The
operator must run test pieces and inspect the formed product to determine the best adjustment
position of the exit gauge bar.
FOLLOW ALL SAFTEY PRECAUTIONS IN THE MANUAL WHEN MAKING ADJUSTMENTS
!

AUTO GUIDE FLANGING ATTACHMENT
LK-20-AGF
15
16
OPERATING
INSTRUCTIONS
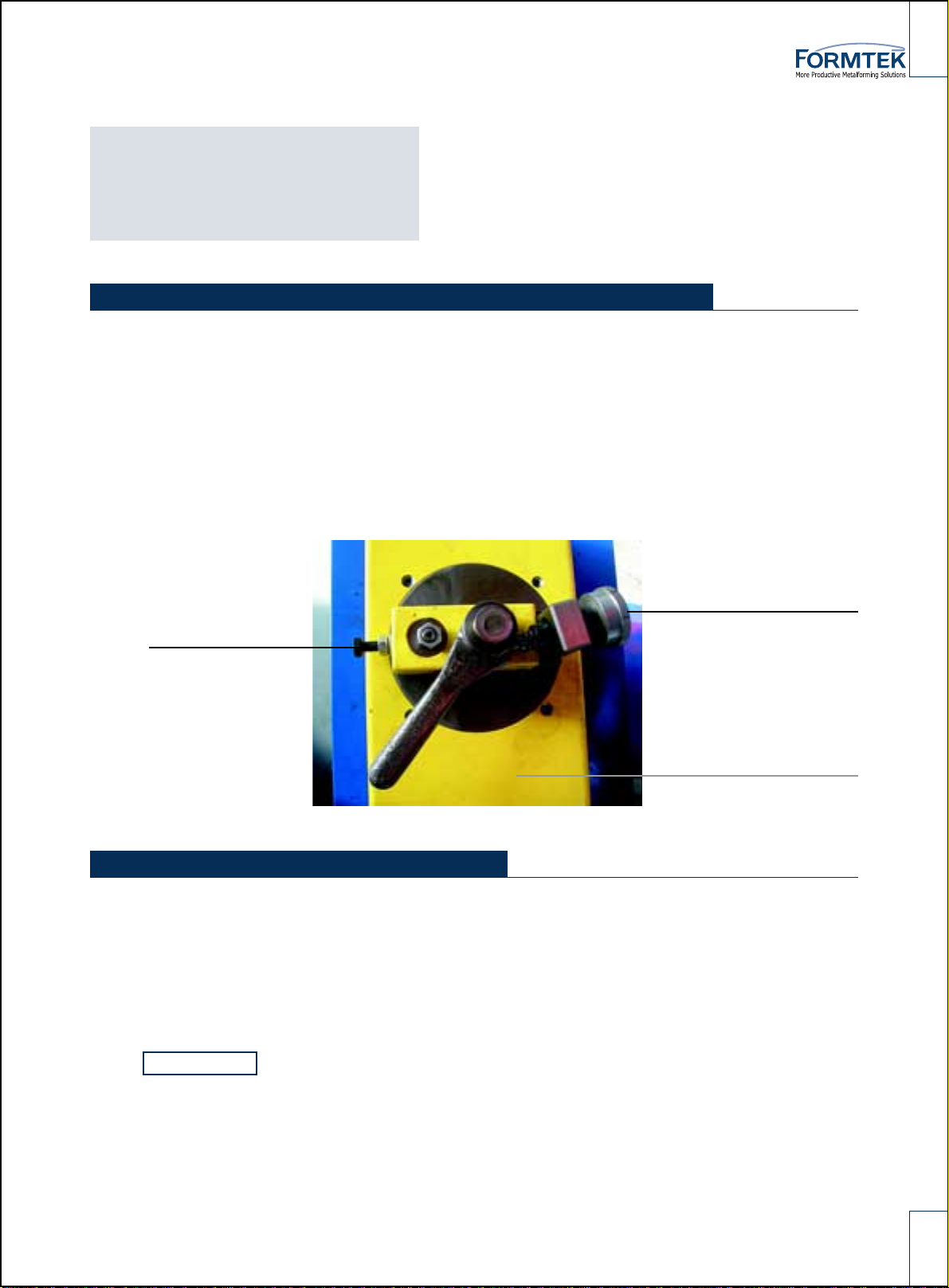
To adjust clearance between flanging rolls tighten the adjusting screw on the front of the block of
the machine all the way then loosen the screw approximately one eighth of a turn. (This setting is
usually correct for 26 gauge material). Do not set front gauge adjusting screw too tight. It should
be set just tight enough to draw the metal through the rolls. Too tight a setting will stretch and
wrinkle the material.
To adjust the spring tension on the compensator arm tighten the adjusting dial on the back side of
the flanger to the stop and then turn back to the proper gauge setting shown on the adjusting dial.
ADJUST UNIT FO GAUGE MATE IAL TO BE USED
Before inserting material into the rolls turn up a “starting flange” This is done by inserting the
leading edge of the work to be flanged in the slot cut into the table and bending the piece away
from the operator approximately 45°. Start the leading edge of the material into the rolls. As the
material passes through the rolls the compensator arm will make contact with the material and
guide it through the rolls. If the material pulls out of the rolls it is an indication that either the front
adjusting screw is loose or the back adjusting dial is not tight enough.
IMPORTANT: When starting a partially formed part that has a radius:
1. Push the compensator arm back
2. Feed the part into the rolls
3. As the unformed part enters the rolls move the compensator arm forward against the part
4. Push firmly on the part while watching the flange height guide the part threw the rolls and as
the flange is forming the compensator arm should hold the part.
5. The operator should only need to hold the piece gently as the compensator arm controls the
part as it flows threw the machine.
TU N UP A “STA TING FLANGE”
BACK ADJUSTING DIAL
FRONT ADJUSTING SCREW
COMPENSATING ARM
17
¡ł
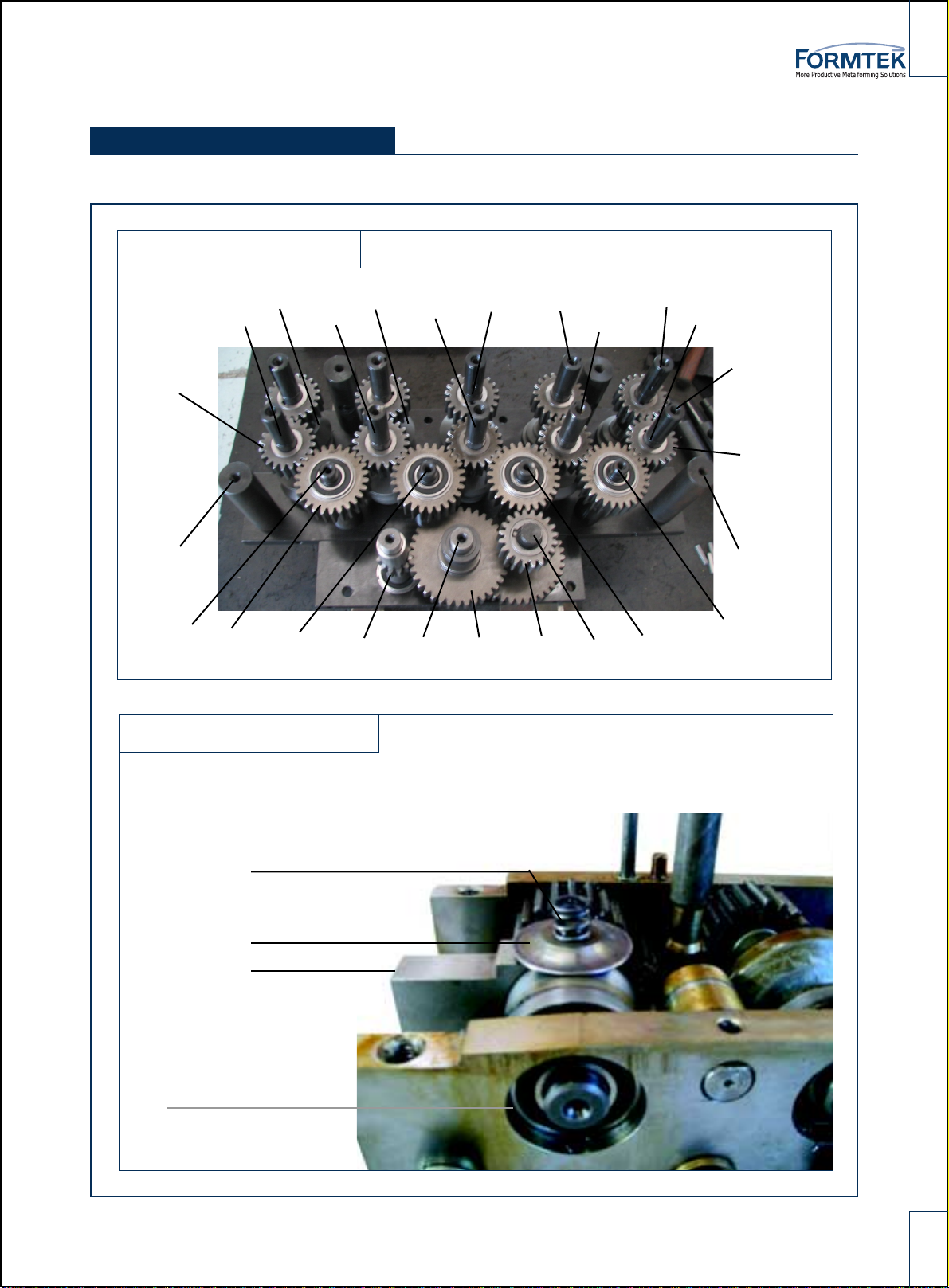
1. DISCONNECT POWER – INSTALL ELECTRICAL LOCKOUTS
2. Remove the top cover from the2. Loosen the front mounting screws on spacers # 1 and # 4
3. Remove spacers #2 and # 3 by removing their mounting screws. Install Auto Guide power
Flanger (AGF)
Loosen #1 #2
spacer screw
¡ł
Remove
spacer #2
Tigjten screw completely
INSTALLATION AND OPERATION
Installed Auto Guide
power Flanger(AGF)
*Be sure to allighn and mesh the gears !
4. Replace the top cover.
5. Remove electrical lockouts
6. Restore Power
!
!
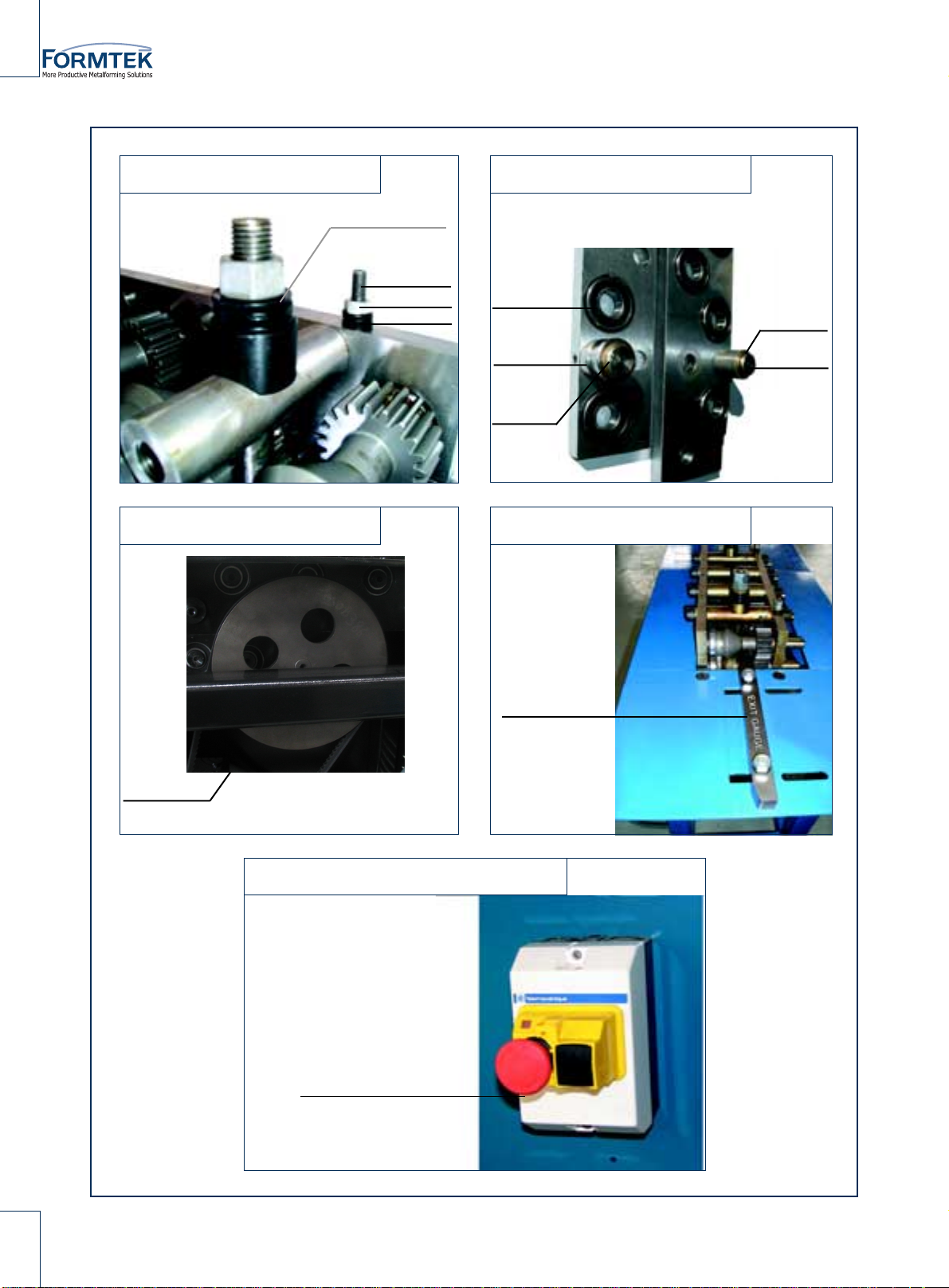
1
7T459 9104KDDG
815U6 OPENING ROLL
5V675 OPENING ROLL
1H345 SPRING 91595A712 PIN
BEARINGS
HOLDER
FIG.1 Chassis
FIG.2 Opening Roll
M0B748(T1)
M0B391 (2) M0B390
248M2 (4)
M0B759 (10)
8Q536
LK-20 PARTS DIAGRAM
M0B388 M0B389 M0B392 M0B684
M0B758 (10)
M0B749(B1)
M0B752(T3)
M0B753(B3)
M0B750(T2)
M0B751(B2) M0B755(B4)
M0B752(T4)
M0B757(B5)
M0B754(T5)
248M2 (4)
3X667 (4)
8G598 8G598
M0B759 (10)
19
STARTER ASSMBLY
AD-0A9802
5D228 (2)
3G 380
PIN (2) 5Y067
BEARING 87R78
5N 261
THRUST
WASHER (3)
7814K21
SPRING WASHER(8) 96475K92
STUP (2) 96445K236
NUT (4) 90685A045
FIG.3 Hold Down FIG.4 Straightener Roll
FIG.7 Motor Control
FIG.5 Top PULLEY FIG.6 Exit Gauge
SPRING WASHER(12)
96445K236
PULLEY
M0B386
PULLEY
Table of contents
Other FORMTEK Industrial Equipment manuals
















 operating instructions")

