EN
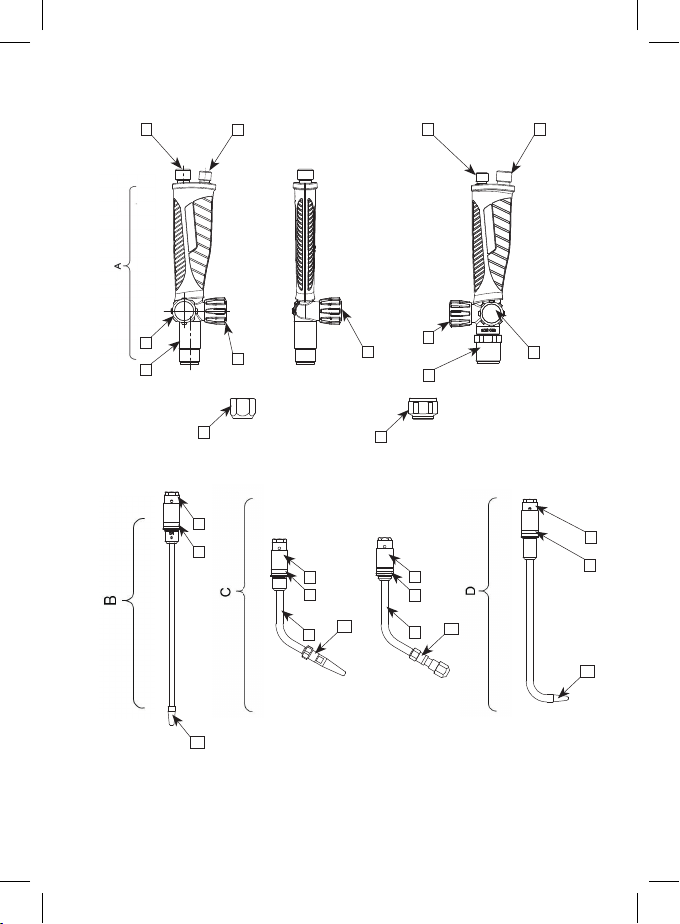
A. Shank
B. Flexible welding attachment
C. Heating attachment
D. Welding attachment
E. Cutting attachment - injector type
F. Cutting attachment - nozzle mix type
1. Inlet connection for fuel gas
2. Inlet connection for oxygen
3. Fuel gas valve
4. Oxygen valve
5. Outlet connection for attachments
6. Quick coupling
7. Gasket for attachments
8. Mixer
9. Neck (connecting tube)
10. Heating nozzle
11. Welding nozzle
12. Welding nozzle flexible
13. Valve for the heating oxygen
14. Lever or valve for cutting oxygen
15. Head of the torch
16. Nozzle nut
17. Propane cutting nozzle - nozzle mix type
18. Acetylene cutting nozzle -nozzle mix type
19. Acetylene cutting nozzle - injector type
20. Propane cutting nozzle - injector type
21. Acetylene cutting nozzle - injector type threaded (inner / outer)
22. Propane cutting nozzle - injector type threaded (inner / outer)
DE
A. Griff
B. Flexibler Rohrschweißeinsatz
C. Anwärmeinsatz
D. Schweißeinsatz
E. Schneideinsatz - Injektortyp
F. Schneideinsatz - in der Mischdüse
1. Eingangsanschluss für Brenngas
2. Eingangsanschluss für Sauerstoff
3. Brenngasventil
4. Sauerstoffventil
5. Ausgangsanschluss für Einsätze
6. Anschlussmutter für Einsätze
7. Dichtung für Einsätze
8. Mischventil
9. Anschlussrohr
10. Heizdüse
11. Schweißdüse
12. Schweißdüse flexibel
13. Heizsauerstoffventil
14. Hebel oder Ventil für Schneidsauerstoff
15. Brennerkopf
16. Düsenmutter
17.
(für den Aufsatz mit Mischvorgang in der Düse)
18. Azetylenschneiddüse
(für den Aufsatz mit Mischvorgang in der Düse)
19. Azetylenschneiddüse
(für den Aufsatz mit Injektor-Mischvorgang)
20. Propanschneiddüse
(für den Aufsatz mit Injektor-Mischvorgang)
21. Acetylen-Schneiddüse - Injektortyp mit Gewinde (innen/außen)
22. Propanschneiddüse - Injektortyp mit Gewinde (innen/außen)
CS
A. Rukojeť
B. Flexibilní svařovací nástavec
C. Nahřívací nástavec
D. Svařovací nástavec
E. Řezací nástavec - injektorový typ
F. Řezací nástavec - se směšováním v hubici
1. Vstupní připojení pro hořlavý plyn
2. Vstupní připojení pro kyslík
3. Ventilek pro hořlavý plyn
4. Ventilek pro kyslík
5. Výstupní připojení pro nástavce
6. Připojovací matice pro nástavce
7. Těsnění pro nástavce
8. Směšovač
9. Připojovací trubka
10. Nahřívací hubice
11. Svařovací hubice
12. Svařovací hubice flexibilní
13. Ventilek pro nahřívací kyslík
14. Páka nebo ventilek pro řezací kyslík
15. Hlava řezacího nástavce
16. Matice hubice
17. Propanová řezací hubice (pro nástavec se směšováním v hubici)
18. Acetylenová řezací hubice (pro nástavec se směšováním v hubici)
19. Acetylenová řezací hubice (pro nástavec s injekčním směšováním)
20. Propanová řezací hubice (pro nástavec s injekčním směšováním)
21. Acetylenová řezací hubice (vnitřní/ vnější) se závitovým připojením
proinjektorové řezací hořáky
22. Propanová řezací hubice (vnitřní/ vnější) se závitovým připojením pro
injektorové řezací hořáky
SK
A. Rukoväť
B. Flexibilný zvárací nadstavec
C. Nahrievací nadstavec
D. Zvárací nadstavec
E. Rezací nadstavec – injektorový typ
F. Rezací nadstavec – so zmiešavaním v hubici
1. Vstupné pripojenie na horľavý plyn
2. Vstupné pripojenie na kyslík
3. Ventilček na horľavý plyn
4. Ventilček na kyslík
5. Výstupné pripojenie na nadstavce
6. Pripájacie matice na nadstavce
7. Tesnenie na nadstavce
8. Zmiešavač
9. Pripájacia rúrka
10. Nahrievacia hubica
11. Zváracia hubica
12. Zváracia hubica flexibilná
13. Ventilček na nahrievací kyslík
14. Páka alebo ventilček na rezací kyslík
15. Hlava rezacieho nadstavca
16. Matica hubice
17. Propánová rezacia hubica
(na nadstavec so zmiešavaním v hubici)
18. Acetylénová rezacia hubica
(na nadstavec so zmiešavaním v hubici)
19. Acetylénová rezacia hubica
(na nadstavec s injekčným zmiešavaním)
20. Propánová rezacia hubica (na nadstavec s injekčným zmiešavaním)
21. Acetylénová rezacia hubica (vnútorná/vonkajšia) so závitovým
pripojením k injektorovým rezacím horákom.
22. Propánová rezacia hubica (vnútorná/vonkajšia) so závitovým pripo-
jením k injektorovým rezacím horákom.