Page.1
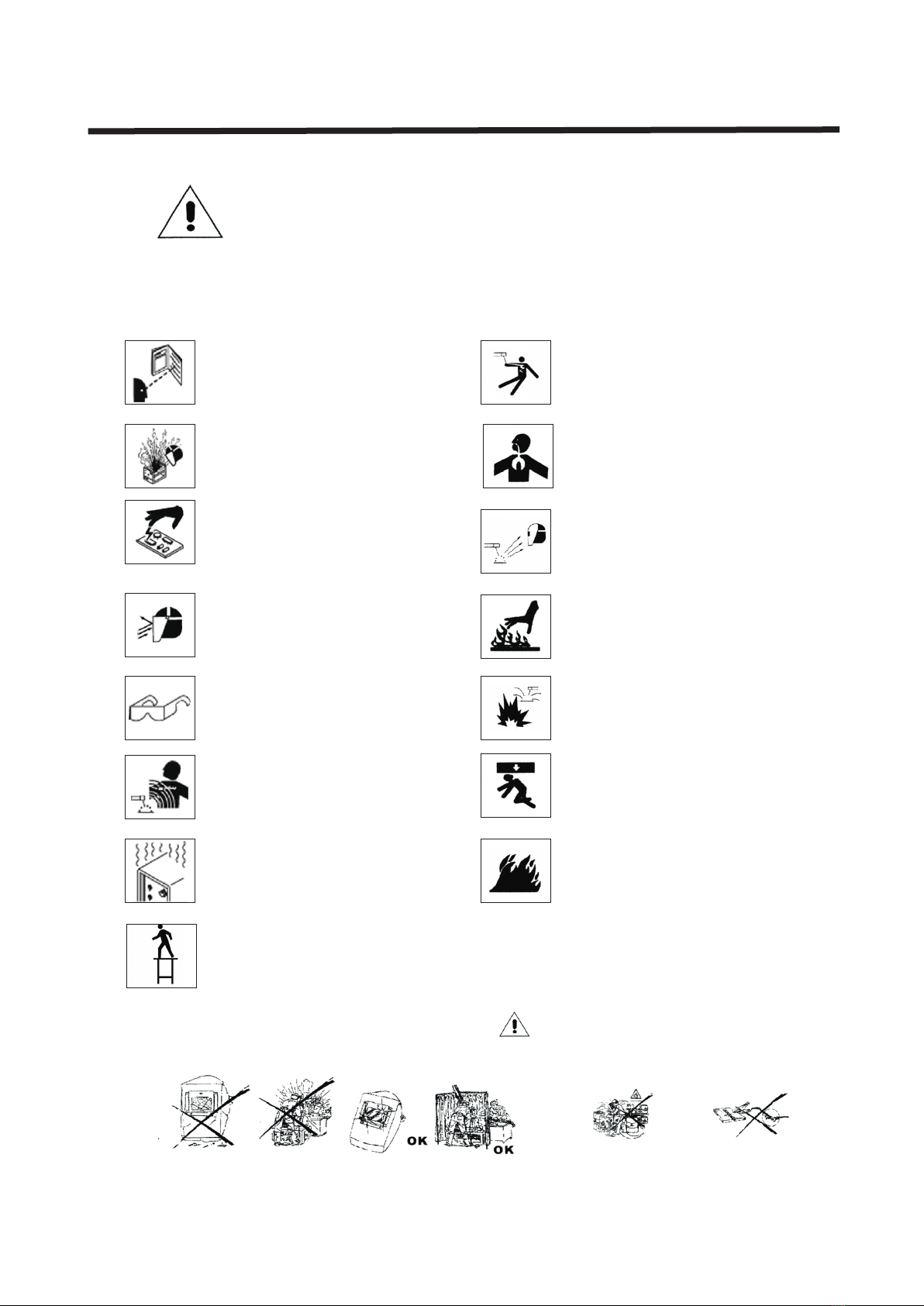
Safety Precautions Symbols
Protect yourself an d other s from injury ,
read and follow these p recau tions befor e
installation and op erati on.
Exploding p a r t s c a n i n j u re.Always wear a face
shield and lo n g s l e e v e s。
Static can damage PC boards
1、Put on grounded wrist strap before
ha n d i n g b o a r d s o r p a rts。
2、Us e p r o p e r s t a t i c - proof bags and bo x e s t o
st o r e,move or s h i p P C b o a r d s。
1、We a r a p p r o v e d f a c e s h ield or safety go g g l e s
wi t h s i d e s h i e l d s。
2、We a r p r o p e r b o d y p r o t ection to prote c t s k i n。
Do n o t w e l d i n t h e h e i g h t!
Read instructions.
1、Read owner's Ma n u a l b e f o r e u s i n g or servicing
un i t。
2、Use only manufacturer’s supplied replacement。
Fl y i n g m e t a l c a n i n j u re eyes。
1) W e a r s a f e t y g l a s s es with side shie l d s o r f a c e
sh i e l d。
1、Ma g n e t i c f i e l d s c a n a ffect pacemak e r s .
Pa c e m a k e r w e a r e r s k eep away.
2、We a r e r s s h o u l d c o n s ult their docto r b e f o r e
go i n g n e a r p l a s m a a r c cutting opera t i o n s。
Overuse can c a u s e o v e r h e atin g
Allow cooli n g p e r i o d , f o llow r a t e d d u t y c y c le
before starting t o w e l d a g a i n.
El e c t r i c s h o c k c a n k ill:
1、Do n o t t o u c h l i v e e l e c trical parts。
2、We a r d r y , h o l e - f r ee insulating gl o v e s a n d
bo d y p r o t e c t i o n .
3、Do n o t w r a p e l e c t r i c al cable around y o u r
bo d y .
4、Gr o u n d t h e w o r k p i e ce with a good elec t r -
ic a l g r o u n d。
Ey e p r o t e c t i o n f o r w elding:
Cu r r e n t l e v e l i n a m p erage Minimum s h a d e
Nu m b e r
30-150A---------- - -- - -- - - -- - -- - --- - # 8
150-300A--------------------------- # 1 0
30 0 - 5 0 0 A - - - - ----------------------- #12
Ne ver cut o n pr essur iz ed cyli nder.
Maintenance regularly!
Fa c t o r y s a f e t y!
Fi r e o r e x p l o s i o n h a zard.
Do n o t l o c a t e u n i t o n , over,or near co m b u s t i b e
su r f a c e s . D o n o t i n stall unit near f l a m m a b l e s .
Re m o v e a l l f l a m m a b les of the weldin g a r e a .
Fa l l i n g u n i t c a n c a u se injury.
Th e h e a t f r o m t h e w o r k piece can cause s e r i o u s
bu r n s。
Fu m e s a n d g a s e s c a n b e h azardous
we l d i n g p r o d u c e s f umes and gases. Breathing
th e s e f u m e s a n d g a s e s can be hazardous
to y o u r h e a l t h .
If inside,ventilate the area.
Do n o t w e l d i n a c o n f i n e d space only if it
is w e l l v e n t i l a t e d .
Pr o t e c t y o u r s e l f Warn others