1.7 Campi elettromagnetici ed interferenze
•Il passaggio della corrente di saldatura attraverso i cavi interni
ed esterni all'impianto, crea un campo elettromagnetico nelle
immediate vicinanze dei cavi di saldatura e dell'impianto stesso.
•I campi elettromagnetici possono avere effetti (ad oggi scono-
sciuti) sulla salute di chi ne subisce una esposizione prolungata.
I campi elettromagnetici possono interferire con altre appa-
recchiature quali pace-maker o apparecchi acustici.
I portatori di apparecchiature elettroniche vitali
(pace-maker) devono consultare il medico prima di
avvicinarsi alle operazioni di saldatura ad arco o di
taglio al plasma.
Classificazione EMC dell’apparecchiatura in accordo con la
norma EN/IEC 60974-10 (Vedi targa dati o caratteristiche tecniche)
L’apparecchiatura di classe B è conforme con i requisiti di com-
patibilità elettromagnetica in ambienti industriali e residenziali,
incluse aree residenziali dove l’energia elettrica è fornita da un
sistema pubblico a bassa tensione.
L’apparecchiatura di classe A non è intesa per l’uso in aree resi-
denziali dove l’energia elettrica è fornita da un sistema pubblico
a bassa tensione. Può essere potenzialmente difficile assicurare
la compatibilità elettromagnetica di apparecchiature di classe A
in questi aree, a causa di disturbi irradiati e condotti.
Installazione, uso e valutazione dell’area
Questo apparecchio è costruito in conformità alle indicazioni
contenute nella norma armonizzata EN60974-10 ed è identifi-
cato come di "CLASSE A".
Questo apparecchio deve essere usato solo a scopo professiona-
le in un ambiente industriale.
Il costruttore non risponderà di danni provocati dall'uso dell'im-
pianto in ambienti domestici.
L’utilizzatore deve essere un esperto del settore ed
in quanto tale è responsabile dell’installazione e
dell’uso dell’apparecchio secondo le indicazioni
del costruttore. Qualora vengano rilevati dei distur-
bi elettromagnetici, spetta all’utilizzatore dell’appa-
recchio risolvere la situazione avvalendosi dell’assistenza tecni-
ca del costruttore.
In tutti i casi i disturbi elettromagnetici devono
essere ridotti fino al punto in cui non costituiscono
più un fastidio.
Prima di installare questo apparecchio, l’utilizzatore
deve valutare i potenziali problemi elettromagnetici che
si potrebbero verificare nell’area circostante e in partico-
lare la salute delle persone circostanti, per esempio:
utilizzatori di pace-maker e di apparecchi acustici.
Requisiti alimentazione di rete (Vedi caratteristiche tecniche)
Apparecchiature ad elevata potenza possono influenzare la
qualità dell’energia della rete di distribuzione a causa della cor-
rente assorbita. Conseguentemente, alcune restrizioni di con-
nessione o alcuni requisiti riguardanti la massima impedenza di
rete ammessa (Zmax) o la minima potenza d’installazione (Ssc)
disponibile al punto di interfaccia con la rete pubblica (punto
di accoppiamento comune - Point of Commom Coupling PCC)
possono essere applicati per alcuni tipi di apparecchiature (vedi
dati tecnici).
In questo caso è responsabilità dell’installatore o dell’utilizzatore
assicurarsi, con la consultazione del gestore della rete se neces-
sario, che l’apparecchiatura possa essere connessa.
In caso di interferenza potrebbe essere necessario prendere
ulteriori precauzioni quali il filtraggio dell’alimentazione di
rete.
Si deve inoltre considerare la possibilità di schermare il cavo
d’alimentazione.
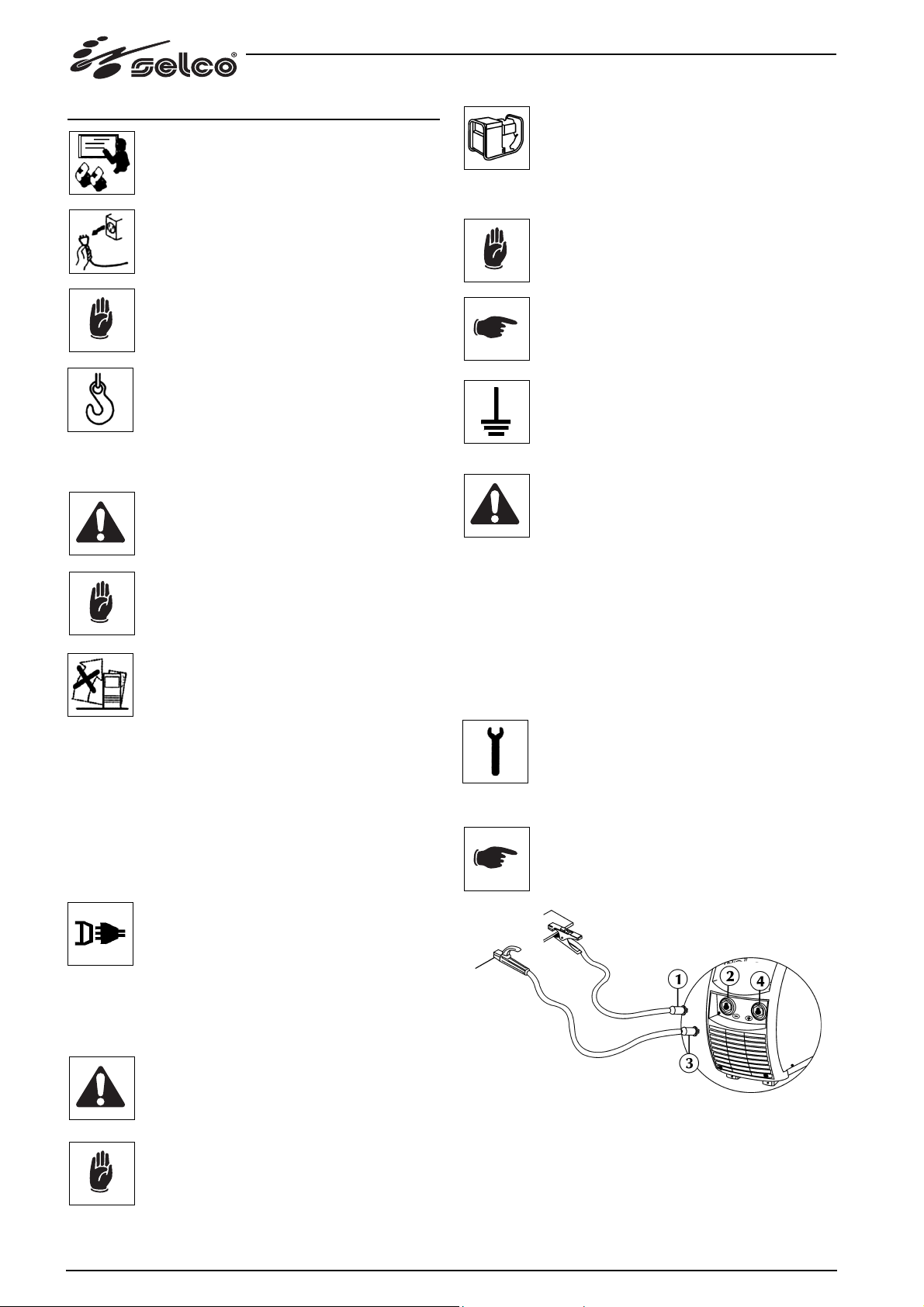
Cavi di saldatura
Per minimizzare gli effetti dei campi elettromagnetici, seguire le
seguenti regole:
- Arrotolare insieme e fissare, dove possibile, cavo massa e cavo
potenza.
- Evitare di arrotolare i cavi di saldatura intorno al corpo.
- Evitare di frapporsi tra il cavo di massa e il cavo di potenza
(tenere entrambi dallo stesso lato).
- I cavi devono essere tenuti più corti possibile e devono essere
posizionati vicini e scorrere su o vicino il livello del suolo.
- Posizionare l'impianto ad una certa distanza dalla zona di
saldatura.
- I cavi devono essere posizionati lontano da eventuali altri cavi
presenti.
Collegamento equipotenziale
Il collegamento a massa di tutti i componenti metallici nell’
impianto di saldatura e nelle sue vicinanze deve essere preso
in considerazione.
Rispettare le normative nazionali riguardanti il collegamento
equipotenziale.
Messa a terra del pezzo in lavorazione
Dove il pezzo in lavorazione non è collegato a terra, per motivi
di sicurezza elettrica o a causa della dimensione e posizione,
un collegamento a massa tra il pezzo e la terra potrebbe ridurre
le emissioni.
Bisogna prestare attenzione affinché la messa a terra del pezzo
in lavorazione non aumenti il rischio di infortunio degli utilizza-
tori o danneggi altri apparecchi elettrici.
Rispettare le normative nazionali riguardanti la messa a terra.
Schermatura
La schermatura selettiva di altri cavi e apparecchi presenti nell’
area circostante può alleviare i problemi di interferenza.
La schermatura dell’intero impianto di saldatura può essere
presa in considerazione per applicazioni speciali.
1.8 Grado di protezione IP
S
IP23S
- Involucro protetto contro l'accesso a parti pericolose con un
dito e contro corpi solidi estranei di diametro maggiore/ ugua-
le a 12,5 mm.
- Involucro protetto contro pioggia a 60° sulla verticale.
- Involucro protetto dagli effetti dannosi dovuti all’ingresso
d’acqua, quando le parti mobili dell’apparecchiatura non
sono in moto.
7