Version Februar 2012 DE 13
Bedienungsanleitung HÜRNER HWT 400–C
HÜRNER Schweißtechnik GmbH
Nieder-Ohmener Str. 26
35325 Mücke,
Deutschland
Versorgung nicht korrekt sein, erscheint die Meldung „Fehler Spannungs-
versorgung“. Das Drehfeld kann mit Hilfe des eingebauten Phasenwenders
im Anschlussstecker gedreht werden. Zwei der Kontaktstifte im Stecker sind
auf einen grauen Drehteller gesetzt. Mit einem Schlitzschraubendreher ist
möglich, den Teller zu drehen, wodurch die Position der beiden Kontakt-
stifte vertauscht wird, was wiederum das Drehfeld ändert.
1. CEE-Dose 16 A
2. CEE-Stecker 16 A mit eingebautem Phasenwender
3. Kontaktbuchse für Phase 3 (L3)
4. Kontaktbuchse für Nullleiter (bei HWT 400-C nicht
benötigt)
5. Kontaktbuchse für Erdung (PE); etwas dicker als die
übrigen Kontaktbuchsen
6. Kontaktbuchse für Phase 1 (L1)
7. Kontaktbuchse für Phase 2 (L2)
8. Kontaktstift für Phase 3 (L3)
9. Kontaktstift für Nullleiter (bei HWT 400-C nicht
benötigt)
10.Kontaktstift für Erdung (PE); etwas dicker als die
übrigen Kontaktstifte
11.Kontaktstift für Phase 1 (L1)
12.Kontaktstift für Phase 2 (L2)
3.3 Übersicht über die Bedienungsabläufe
Der Schweißvorgang wird vom Schweißer wie folgt durchgeführt. Die
einzelnen Schritte sind im Detail in Abschn. 5 erläutert.
• Die für die geplante Schweißung erforderlichen Grundspannwerk-
zeuge (gerade oder Winkelverbindung, T-, Kreuz- oder Y-Stück) sind
auszuwählen und zu montieren und bei einer Winkelschweißung im
richtigen Winkel auszurichten.
• Falls Rohre mit kleinerem Außendurchmesser als das Maximalmaß
der Spannwerkzeuge zu verschweißen sind, sind die Reduzierungen
nötig, die für diesen Durchmesser vorgesehen sind. Die einzelnen
Reduziereinsätze des passenden Satzes sind mit den mitgelieferten
Schrauben in den Grundspannwerkzeuge zu befestigen.
• Am Touchscreen lassen sich die Kenndaten (Rohrmaterial, -durchmes-
ser etc.) und dann Angaben zur Kommission, ausführenden Firma etc.
von der letzten Schweißung übernehmen oder neu eingegeben.
• Die Werkstücke werden in die Spannwerkzeuge eingespannt, an den
Hobelscheiben mittig ausgerichtet und plan gehobelt.
• Der Rohrversatz wird kontrolliert.
• Bei Schweißungen mit großem Durchmesser wird ggf. der (optionale)
Zusatzzylinder an den Grundspannwerkzeugen montiert.
• Falls im Kongurationsmenü erlaubt, können Schweißzeiten und
-drücke manuell festgelegt werden.
• Der Schweißvorgang mit halb- oder vollautomatischer Anwärmphase,
je nach Konguration, danach vollautomatisch, wird gestartet und
überwacht, um auf Hinweise und Aufforderungen zu reagieren.
• Die Naht wird visuell kontrolliert, ggf. Etiketten ausgedruckt, nach
der Abkühlzeit der Zusatzzylinders abgenommen, die
Werkstücke aus den Grundspannwerkzeugen genommen
und die Schlitten aufgefahren.
4 Inbetriebnahme und Konguration
4.1 Inbetriebnahme und Einschalten
Wichtig
Vor der Inbetriebnahme der Steuereinheit muss der
Ölstand der Hydraulik überprüft und ggf. mit Hyd-
rauliköl HF-E 15 aufgefüllt werden.
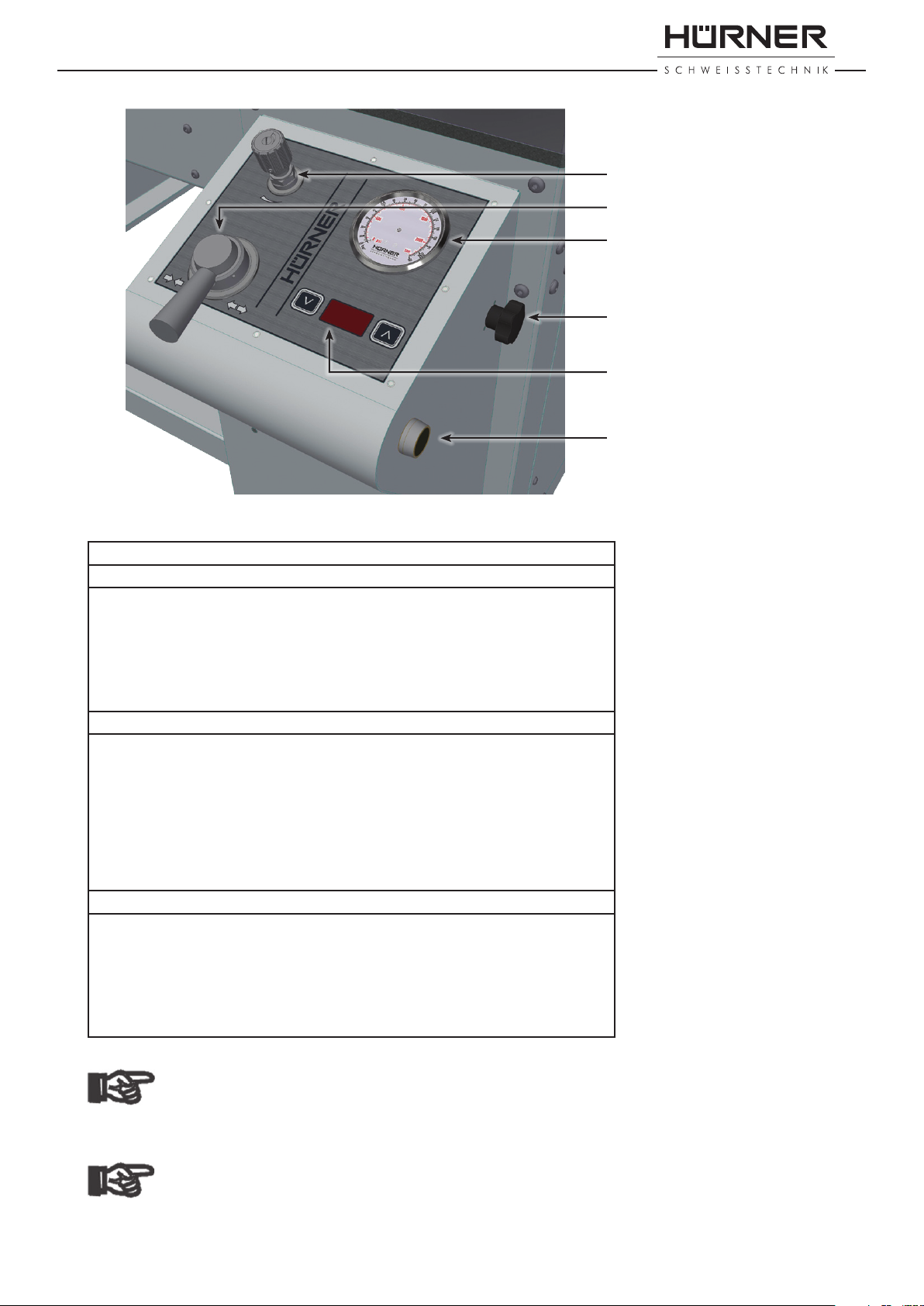
Technikfach (rechte Seite
beim Blick von vor der Ma-
schine) mit dem Hydraulik-
aggregat, inclusive Peilstab
und Nachfüllstutzen
Version Januar 2020
10 DE Bedienungsanleitung HÜRNER HWT 400–M
HÜRNER Schweisstechnik GmbH
Nieder-Ohmener Str. 26
35325 Mücke,
Deutschland
schlussmerkmale zu beachten sind. Berücksichtigen Sie außerdem
das Foto sowie seine Legende auf der nächsten Seite und die
folgenden Erläuterungen.
Vorsicht
Nur eine Elektrofachkraft, niemand sonst darf die unten beschrie-
benen Prüfungen und Arbeiten an der Spannungsversorgung
vornehmen.
Vor Inbetriebnahme der Maschine ist der der Netzanschluss zu prüfen.
Zwischen zwei Phasen (L1‑L2, L2‑L3, L1‑L3) muss jeweils eine Spannung von
400 V AC ± 10 % anliegen. Sollte an der Anschlussdose auch ein Nulllei-
ter (N) angeschlossen sein, muss zwischen einer der drei Phasen und dem
Nullleiter eine Spannung von 230 V AC anliegen. Die Messungen können
mit einem handelsüblichen Spannungsmessgerät für Wechselspannung
gemessen werden.
Sollten angeschlossene Geräte wie die HWT 400–M mit einem Motor aus-
gestattet sein, der mit 3-phasigem Wechselstrom betrieben werden muss,
muss das Drehfeld der Maschine richtig sein. Sollte beim Einschalten einer
der Werte der Versorgung nicht korrekt sein, kann das Drehfeld mit Hilfe
des eingebauten Phasenwenders im Anschlussstecker gedreht werden. Zwei
der Kontaktstifte im Stecker sind auf einen grauen Drehteller gesetzt. Mit
einem Schlitzschraubendreher ist möglich, den Teller zu drehen, wodurch
die Position der beiden Kontaktstifte vertauscht wird, was wiederum das
Drehfeld ändert.
3.3 Übersicht über die Bedienungsabläufe
Der Schweißvorgang wird vom Schweißer wie folgt durchgeführt. Die
einzelnen Schritte sind im Detail in Abschn. 4 erläutert.
• Die für die geplante Schweißung erforderlichen Grundspannwerkzeu-
ge (gerade oder Winkelverbindung, T‑, Kreuzstück oder Y‑Abzweig)
sind auszuwählen und zu montieren und bei einer Winkelschweißung
im richtigen Winkel auszurichten (vgl. Näheres in Abschn. 3.4, zu T‑,
Kreustücken und Y‑Abzweigen auch Abschn. 5.1, 5.2).
• Falls Rohre mit kleinerem Außendurchmesser als das Maximalmaß
der Spannwerkzeuge zu verschweißen sind, sind die Reduzierungen
nötig, die für diesen Durchmesser vorgesehen sind. Die einzelnen
Reduziereinsätze des passenden Satzes sind mit den mitgelieferten
Schrauben in den Grundspannwerkzeuge zu befestigen.
• Die Werkstücke werden in die Spannwerkzeuge eingespannt, an den
Hobelscheiben mittig ausgerichtet und plan gehobelt.
• Der Rohrversatz wird kontrolliert.
• Bei Schweißungen mit großem Durchmesser wird ggf. der (optionale)
Zusatzzylinder an den Grundspannwerkzeugen montiert.
• Die Naht wird visuell kontrolliert, ggf. Etiketten ausgedruckt, nach der
Abkühlzeit der Zusatzzylinders abgenommen, die Werkstücke aus den
Grundspannwerkzeugen genommen und die Schlitten aufgefahren.
1. CEE-Dose 16 A
2. CEE-Stecker 16 A mit eingebautem Phasenwender
3. Kontaktbuchse für Phase 3 (L3)
4. Kontaktbuchse für Nullleiter (bei HWT 400–M nicht
benötigt)
5. Kontaktbuchse für Erdung (PE); etwas dicker als die
übrigen Kontaktbuchsen
6. Kontaktbuchse für Phase 1 (L1)
7. Kontaktbuchse für Phase 2 (L2)
8. Kontaktstift für Phase 3 (L3)
9. Kontaktstift für Nullleiter (bei HWT 400–M nicht
benötigt)
10.Kontaktstift für Erdung (PE); etwas dicker als die
übrigen Kontaktstifte
11.Kontaktstift für Phase 1 (L1)
12.Kontaktstift für Phase 2 (L2)