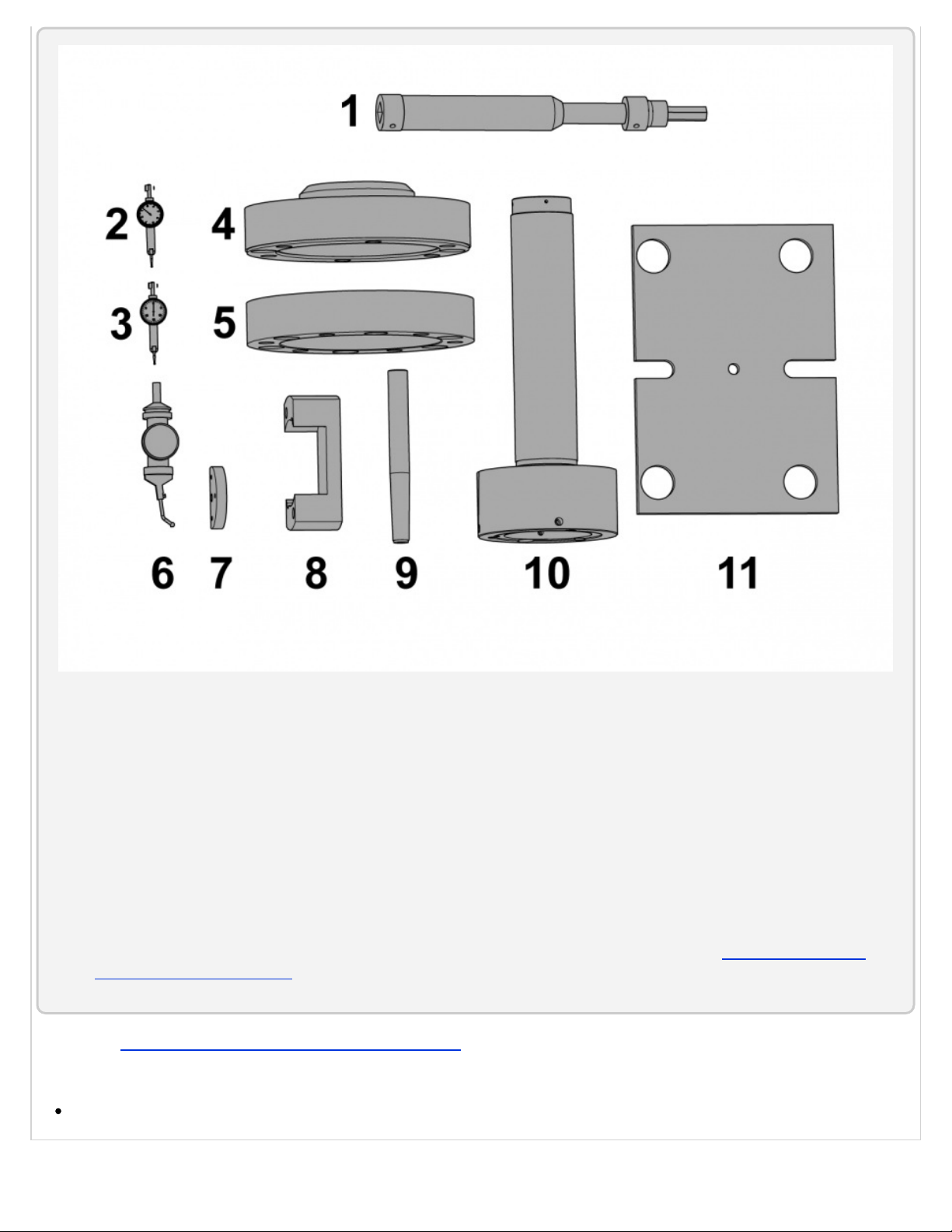
Tools Required:
1. T-0025 - 5/8" Hex Extension for ST-20/30 Spindle Head
2. 0.0001-inch (0.002 mm) indicator
3. 0.0005-inch (0.01 mm) indicator
4. Spacer for the Spindle Alignment Tool (for ST-40 Big Bore only)
5. Adapter for the Spindle Alignment Tool (for ST-40 Big Bore only)
6. 0.0005-inch (0.01 mm) Coaxial indicator. The indicator shaft size must be 0.375 inches (9.525 mm), to fit into the
coaxial indicator mount (T-0017).
7. T-0017 - Coaxial Indicator Mount
8. Face Indicator Tool
9. Tailstock Alignment Tool
10. Spindle Alignment Tool
11. Optional: Spindle Head Alignment Tool (for ST-20/30, DS-30 only). To make this tool, refer to ST-20, ST-30, DS-30
Spindle Head Alignment Tool. To attach this tool you need a 1/2-13x1 flat head cap screw.
Refer to the Field Service Lathe Level and Alignment Checklist for the part numbers of these alignment tools for each lathe model.
Parts Required:
(6) Rail Plugs (P/N 20-4300)