5
96-0112 Rev W
July 2010
electricity requirementS
Important! Refer to local code requirements before wiring ma-
chines.
All machines require:
The power source must be grounded
Frequency range is 47-66 Hz
Line voltage that does not uctuate more than +/-5%
Harmonic distortion is not to exceed 10% of the total RMS voltage
Voltage Requirements
Input Voltage Low Volt. TL-1,2 - 208V 3PH / 240V 1PH ±10%
TL-3, TL-3B, TL-3HT, TL-3W, TL-4 - 240V
3PH
High Volt. 354-488V 3PH
Power Supply Breaker (Low Volt) TL-1,2 20 AMP 3PH / 40 AMP 1PH
TL-3 50A, TL-3B, TL-3HT 100A, TL-4 200A
Haas Circuit Breaker (Low Volt) TL-1,2 40A, TL-3 40A, TL-3B, TL-3HT 80A,
TL-4 200A
Power Supply Breaker (High Volt) TL-1,2 20A
TL-3 25A, TL-3B, TL-3HT & TL-3W 50A
Haas Circuit Breaker (High Volt) TL-1,2 20A, TL-3 20A, TL-3B, TL-3HT 40A
If service run from elec. panel
is less than 100’ use: TL-1,2 1PH - 8 GA Wire /
3PH - 10 GA Wire
TL-3 8GA Wire (High 12
GA.),
TL-3B, TL-3HT 4GA. Wire
(High 8GA), TL-4 0GA
If service run from elec. panel
is more than 100’ use: TL-1,2 1PH - 6 GA Wire /
3PH - 8 GA WIRE
TL-3 6GA. Wire (High 10 GA.), TL-3B,
TL-3HT 2GA. Wire (High 6GA.), TL-4 0GA
Warning!
A separate earth ground wire of the same conductor size as the input
power is required to be connected to the chassis of the machine.
This ground wire is required for operator safety and for proper opera-
tion. This ground must be supplied from the main plant ground at
the service entrance, and should be routed in the same conduit as
the input power to the machine. A local cold water pipe, or ground
rod adjacent to the machine cannot be used as a primary ground.
The maximum voltage leg-to-leg or leg-to-ground should not exceed 260 volts.
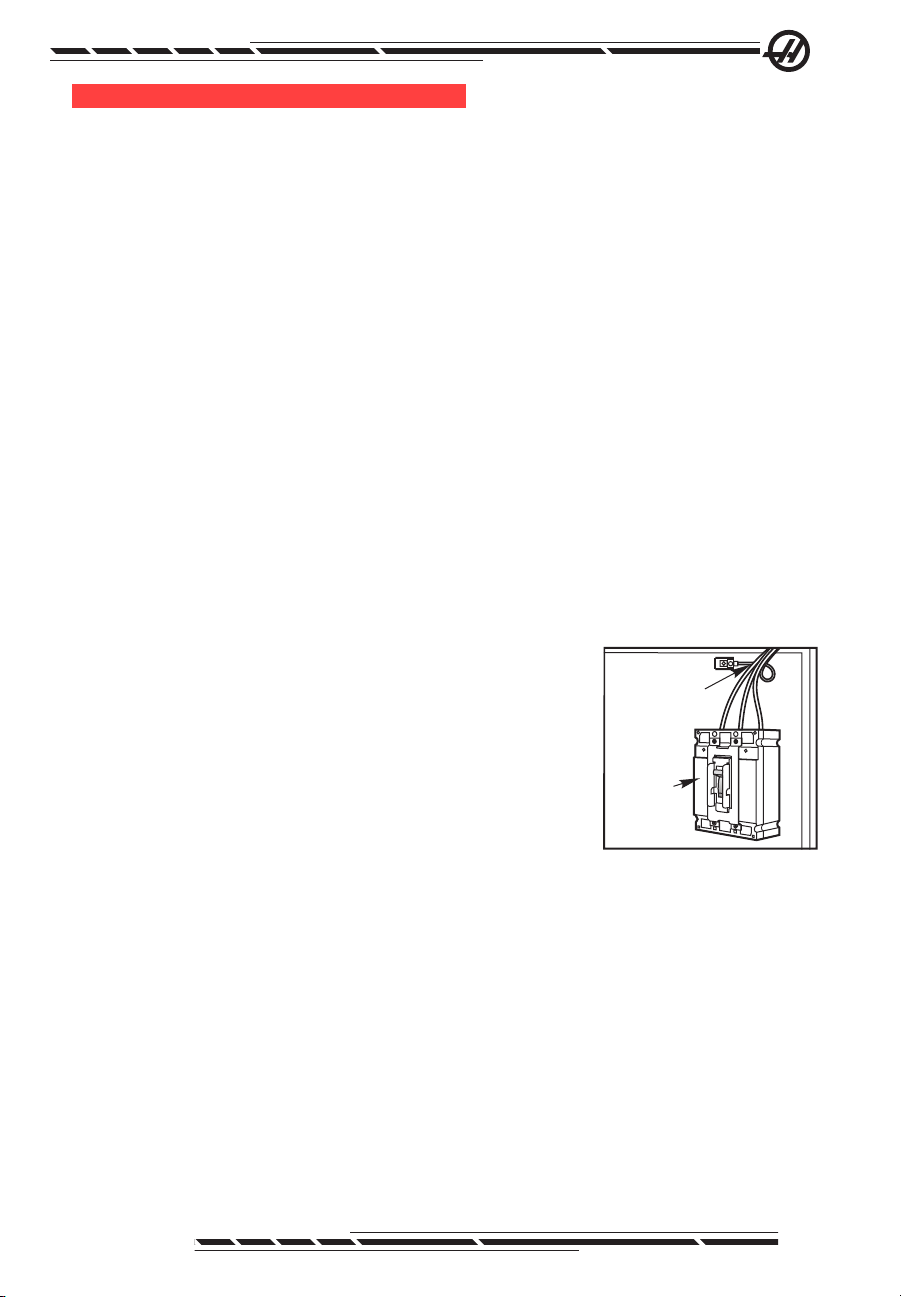
Main
Circuit
Breaker
Ground
Line L1 L2 L3