Helvi PANTHER 152 User manual

MANUALE DI ISTRUZIONI
INSTRUCTIONS MANUAL
MANUEL D’INSTRUCTIONS ET D’ENTRETIEN
MANUAL DE USO Y MANUTENCIÓN
BETRIEBSANLEITUNG
LEGGETE LE ISTRUZIONI PRIMA DI INSTALLARE, UTILIZZARE O RIPARARE QUESTO IMPIANTO.
CONSERVATE QUESTO MANUALE.
PLEASE READ THESE INSTRUCTIONS BEFORE INSTALLING, OPERATING, OR SERVICING THIS
PRODUCT. DO NOT DISTROY THIS MANUAL.
LIRE CES INSTRUCTIONS AVANT L’INSTALLATION, L’UTILISATION OU LA REPARATION DE CET
APPAREIL. NE PAS JETER LE PRÉSENT MANUEL.
LEAN LAS INSTRUCCIONES ANTES DE INSTALAR, UTILIZAR O REPARAR ESTOS APARATOS.
CONSERVEN ESTE MANUAL.
LESEN SIE DIESE ANLEITUNG VOR DER INSTALLATION, DEM BETRIEB ODER
DER WARTUNG DIESES PRODUKTS. NICHT ZERSTÖREN SIE DIESES HANDBUCH.
77610379
SALDATRICI A FILO
MIG WELDING POWER SOURCES
POSTE DE SOUDAGE À FIL
SOLDADORAS DE ALAMBRE
MIG MAG SCHWEISSGERÄTE



SMALTIMENTO DI APPARECCHI DA ROTTAMARE DA PARTE DI PRIVATI NELL’UNIONE EUROPEA
Questo simbolo che appare sul prodotto o sulla confezione indica che il prodotto non deve essere smaltito assieme agli altri rifiuti domesti-
ci. Gli utenti devono provvedere allo smaltimento delle apparecchiature da rottamare portandole al luogo di raccolta indicato per il riciclag-
gio delle apparecchiature elettriche ed elettroniche. La raccolta ed il riciclaggio separati delle apparecchiature da rottamare in fase di smal-
timento favoriscono la conservazione delle risorse naturali e garantiscono che tali apparecchiature vengano rottamate nel rispetto dell’am-
biente e della tutela della salute. Per ulteriori informazioni sui punti di raccolta delle apparecchiature da rottamare, contattare il proprio comu-
ne di residenza, il servizio di smaltimento dei rifiuti locale o il negozio presso il quale è stato acquistato il prodotto.
DISPOSAL OF WASTE EQUIPMENT BY USERS IN PRIVATE HOUSEHOLDS IN THE EUROPEAN UNION
This symbol on the product or on its packaging indicates that this product must not be disposed of with your other household waste. Instead,
it is yr responsibility to dispose of yr waste equipment by handing it over to a designated collection point for the recycling of waste electri-
cal and electronic equipment. The separate collection and recycling of yr waste equipment at the time of disposal will help to conserve natu-
ral resources and ensure that it is recycled in a manner that protects human health and the environment. For more information about where
you can drop off yr waste equipment for recycling, please contact yr local city office, yr household waste disposal service or the shop where
you purchased the product.
EVACUATION DES ÉQUIPEMENTS USAGÉS PAR LES UTILISATEURS DANS LES FOYERS PRIVÉS AU
SEIN DE L’UNION EUROPÉENNE
La présence de ce symbole sur le produit ou sur son emballage indique que vous ne pouvez pas vous débarrasser de ce produit de la même
façon que vos déchets courants. Au contraire, vous êtes responsable de l’évacuation de vos équipements usagés et à cet effet, vous êtes tenu
de les remettre à un point de collecte agréé pour le recyclage des équipements électriques et électroniques usagés. Le tri, l’évacuation et le
recyclage séparés de vos équipements usagés permettent de préserver les ressources naturelles et de s’assurer que ces équipements sont recy-
clés dans le respect de la santé humaine et de l’environnement. Pour plus d’informations sur les lieux de collecte des équipements usagés,
veuillez contacter votre mairie, votre service de traitement des déchets ménagers ou le magasin où vous avez acheté le produit.
ENTSORGUNG VON ELEKTROGERÄTEN DURCH BENUTZER IN PRIVATEN HAUSHALTEN IN DER EU
Dieses Symbol auf dem Produkt oder dessen Verpackung gibt an, dass das Produkt nicht zusammen mit dem Restmüll entsorgt werden darf.
Es obliegt daher Ihrer Verantwortung, das Gerät an einer entsprechenden Stelle für die Entsorgung oder Wiederverwertung von
Elektrogeräten aller Art abzugeben (z.B. ein Wertstoffhof). Die separate Sammlung und das Recyceln Ihrer alten Elektrogeräte zum
Zeitpunkt ihrer Entsorgung trägt zum Schutz der Umwelt bei und gewährleistet, dass sie auf eine Art und Weise recycelt werden, die keine
Gefährdung für die Gesundheit des Menschen und der Umwelt darstellt. Weitere Informationen darüber, wo Sie alte Elektrogeräte zum
Recyceln abgeben können, erhalten Sie bei den örtlichen Behörden, Wertstoffhöfen oder dort, wo Sie das Gerät erworben haben.
ELIMINACIÓN DE RESIDUOS DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS POR PARTE DE
USUARIOS DOMÉSTICOS EN LA UNIÓN EUROPEA
Este símbolo en el producto o en el embalaje indica que no se puede desechar el producto junto con los residuos domésticos. Por el contra-
rio, si debe eliminar este tipo de residuo, es responsabilidad de usuario entregarlo en un punto de recolección designado de reciclado de apa-
ratos electrónicos y eléctricos. El reciclaje y la recolección por separado de estos residuos en el momento de la eliminación ayudarán a pre-
servar recursos naturales y a garantizar que el reciclaje proteja la salud y el medio ambiente. Si desea información adicional sobre los luga-
res donde puede dejar estos residuos para su reciclado, póngase en contacto con las autoridades locales de su ciudad, con el servicio de
gestión de residuos domésticos o con la tienda donde adquirió el producto.
DESCARTE DE EQUIPAMENTOS POR USUÁRIOS EM RESIDÊNCIAS DA UNIÃO EUROPEIA
Este símbolo no produto ou na embalagem indica que o produto não pode ser descartado junto com o lixo doméstico. No entanto, é sua respon-
sabilidade levar os equipamentos a serem descartados a um ponto de colecta designado para a reciclagem de equipamentos eletro-eletrônicos.
A colecta separada e a reciclagem dos equipamentos no momento do descarte ajudam na conservação dos recursos naturais e garantem que os
equipamentos serão reciclados de forma a proteger a saúde das pessoas e o meio ambiente. Para obter mais informações sobre onde descartar
equipamentos para reciclagem, entre em contacto com o escritório local de sua cidade, o serviço de limpeza pública de seu bairro ou a loja em
que adquiriu o produto.

5
IT
sgrassate con solventi.
• Prestate la massima attenzione nella salda-
tura di materiali che possano contenere uno
o più di questi componenti:
• Antimonio - Berilio - Cobalto - Magnesio -
Selenio - Arsenico - Cadmio - Rame - Mer-
curio - Argento - Bario - Cromo - Piombo
- Nickel - Vanadio
• Prima di saldare allontanate dal luogo di sal-
datura tutti i solventi contenenti cloro. Alcuni
solventi a base di cloro si decompongono se
esposti a radiazioni ultraviolette formando così
gas fosgene (gas nervino).
PREVENZIONE DI INCENDIO
Scorie incandescenti, scintille e l’ar-
co elettrico possono causare incendi ed
esplosioni.
• Tenete a portata di mano un estintore di
adeguate dimensioni e caratteristiche assi-
curandovi periodicamente che sia in stato di
efficienza;
• Rimuovete dalla zona di saldatura e dal-
le sue vicinanze ogni tipo di materiale in-
fiammabile. Il materiale che non può essere
spostato deve essere protetto con adeguate
coperture ignifughe;
• Ventilate gli ambienti in modo adeguato.
Mantenete un sufficiente ricircolo di aria per
prevenire accumulo di gas tossici o esplosivi;
• Non saldate recipienti contenenti materiale
combustibile (anche se svuotati) o in pressione;
• Alla fine della saldatura verificate che non si-
ano rimasti materiali incandescenti o fiamme;
• Il soffitto, il pavimento e le pareti della zona
di saldatura devono essere antincendio;
SHOCK ELETTRICO
ATTENZIONE: LO SHOCK ELETTRICO
PUO’ ESSERE MORTALE!
• In ogni luogo di lavoro deve essere presen-
te una persona qualificata in cure di Primo
Soccorso. Sempre, se c’è il sospetto di shock
elettrico e l’incidentato è incosciente, non
toccatelo se è ancora in contatto con dei co-
mandi. Togliete l’alimentazione alla macchi-
na e ricorrete alle pratiche di Primo Soccor-
so. Per allontanare i cavi dall’infortunato può
essere usato, se necessario, legno asciutto o
altro materiale isolante.
• Indossate guanti ed indumenti di protezione
asciutti; isolate il corpo dal pezzo in lavora-
zione e da altre parti del circuito di saldatura.
• Controllate che la linea di alimentazione sia
provvista della fase di terra.
• Non toccate parti sotto tensione.
Precauzioni elettriche:
• Riparate o sostituite i componenti usurati o
danneggiati.
• Prestate particolare attenzione nel caso la-
voriate in luoghi umidi.
• Installate ed eseguite la manutenzione della
INTRODUZIONE
Assicuratevi che questo manuale venga letto e
capito sia dall’operatore sia dal personale tecnico
addetto alla manutenzione.
SICUREZZA PERSONALE
Se le norme di sicurezza e di utilizzo non vengono
osservate attentamente, le operazioni di saldatura
possono risultare pericolose non solo per l’opera-
tore, ma anche per le persone che si trovano nelle
vicinanze del luogo di saldatura.
Il processo di saldatura produce raggi
ultra violetti ed infrarossi che possono
danneggiare gli occhi e bruciare la pelle
se questi non vengono adeguatamente
protetti.
• Gli operatori devono proteggere il proprio
corpo indossando tute di protezione chiuse
e non infiammabili, senza tasche o risvol-
ti, guanti e calzature non infiammabili con
puntale di acciaio e suole di gomma.
• Gli operatori devono usare una cuffia in
materiale antifiamma a protezione del capo
ed inoltre una maschera per saldatura, non
infiammabile che protegga il collo ed il viso,
anche ai lati. Occorre mantenere sempre
puliti i vetri di protezione e sostituirli se rotti
o fessurati. E’ buona abitudine proteggere
mediante un vetro trasparente il vetro inat-
tinico dagli spruzzi di saldatura.
• L’operazione di saldatura deve essere ese-
guita in un ambiente schermato rispetto alle
altre zone di lavoro.
• Gli operatori non devono mai, per nessun
motivo, guardare un arco elettrico senza
un’adatta protezione agli occhi. Particolare
attenzione devono prestare le persone ope-
ranti nei pressi delle postazioni di saldatura.
Esse devono indossare sempre occhiali di
protezione con lenti adatte ad evitare che ra-
diazioni ultraviolette, spruzzi ed altre particel-
le estranee possano danneggiare gli occhi.
Gas e fumi prodotti durante il processo di
saldatura possono essere dannosi alla sa-
lute.
• L’area di saldatura deve essere fornita di
un’adeguata aspirazione locale che può de-
rivare dall’uso di una cappa di aspirazione
o di un adeguato banco di lavoro predispo-
sto per l’aspirazione laterale, frontale e al di
sotto del piano di lavoro, così da evitare la
permanenza di polvere e fumi. L’aspirazione
locale deve essere abbinata ad un’adeguata
ventilazione generale ed al ricircolo di aria
specialmente quando si sta lavorando in
uno spazio ristretto.
• Il procedimento di saldatura deve esse-
re eseguito su superfici metalliche ripulite
da strati di ruggine o vernice per evitare il
formarsi di fumi dannosi. Prima di saldare
occorre asciugare le parti che siano state
NORME DI SICUREZZA

6
IT
macchina in accordo alle direttive locali.
• Scollegate la macchina dalla rete prima di
procedere a qualsiasi controllo o riparazione.
• Se si dovesse avvertire una scossa anche lie-
ve, interrompete subito le operazioni di sal-
datura. Avvertite immediatamente il respon-
sabile della manutenzione. Non riprendete
fino a che il guasto non sia stato risolto.
RUMORI
Il rumore può causare la predita permanente
dell’udito. Il processo di saldatura può dare luogo
a rumori che eccedono i livelli limite consentiti.
Proteggete le orecchie da rumori troppo forti per
prevenire danni al vostro udito.
• Per proteggere l’udito dai rumori forti, in-
dossate tappi protettivi e/o paraorecchie.
• Misurate i livelli di rumore assicurandovi che
l’intensità non ecceda i livelli consentiti.
COMPATIBILITA’ ELETTROMAGNETICA
Prima di installare la saldatrice, effettuate un’ispezio-
ne dell’area circostante, osservando quanto segue:
• Accertatevi che vicino all’unità non vi siano
altri cavi di generatori, linee di controllo,
cavi telefonici o altre apparecchiature elet-
troniche;
• Controllate che non siano presenti ricevitori
telefonici o apparecchiature televisive, com-
puter o altri sistemi di controllo;
• Nell’area attorno alla macchina non devo-
no essere presenti persone con stimolatori
cardiaci (peace-maker) o protesi per l’udito.
! In casi particolari possono essere richie-
ste misure di protezione aggiuntive.
Le interferenze possono essere ridotte seguendo
questi accorgimenti:
• Se c’è un’interferenza nella linea del genera-
tore, si può inserire un filtro E.M.C. tra la rete
e l’unità;
• I cavi in uscita dalla macchina dovrebbero
essere il più corti possibile, fasciati assieme
e collegati ove necessario a terra;
• Dopo aver terminato la manutenzione oc-
corre chiudere in maniera corretta tutti i
pannelli del generatore.
GAS DI PROTEZIONE
Le bombole di gas di protezione conten-
gono gas ad alta pressione; se danneg-
giate possono esplodere. Maneggiatele
perciò con cura.
• Queste saldatrici utilizzano solo gas inerte o
non infiammabile per la protezione dell’ar-
co di saldatura. E’ importante scegliere il
gas appropriato per il tipo di saldatura che
si va ad eseguire.
• Non utilizzate bombole il cui contenuto è
sconosciuto o danneggiate;
• Non collegate le bombole direttamente al
tubo del gas della macchina. Interponete
sempre un adatto riduttore di pressione;
• Controllate che il riduttore di pressione ed
i manometri funzionino correttamente; non
lubrificate il riduttore con gas o olio;
• Ogni riduttore è progettato per un specifico
tipo di gas, accertatevi di utilizzare il riduttore
corretto;
• Verificate che la bombola sia sempre ben
fissata alla macchina con la catena.
• Evitate di produrre scintille nei pressi della
bombola di gas o di esporla a fonti di calore
eccessive;
• Verificate che il tubo del gas sia sempre in
buone condizioni;
• Mantenete all’esterno della zona di lavoro il
tubo del gas.
COLLOCAZIONE
Seguite le seguenti linee guida per la col-
locazione corretta della vostra saldatrice:
• In luoghi esenti da polvere ed umidità;
• A temperature comprese tra 0° e 40°C;
• In luoghi protetti da olio, vapore e gas cor-
rosivi;
• In luoghi non soggetti a particolari vibrazio-
ni o scosse;
• In luoghi protetti dai raggi del sole e dalla
pioggia;
• Ad una distanza di almeno 300mm o più da
pareti o simili che possono ostruire il norma-
le flusso di aria.
VENTILAZIONE
• Assicuratevi che l’area di saldatura sia ade-
guatamente ventilata. L’inalazione di fumi di
saldatura può essere pericolosa.
REQUISITI DELLA TENSIONE DI RETE
Prima di effettuare qualsiasi collegamen-
to elettrico, verificate che la tensione di
alimentazione e la frequenza disponibile
siano corrispondenti a quelle indicate nei
dati di targa dal vostro generatore.
• La tensione di rete dovrebbe essere entro
±10% della tensione di rete nominale. Una
tensione troppo bassa potrebbe essere cau-
sa di scarso rendimento, una troppo alta
potrebbe invece causare il surriscaldamento
ed il successivo guasto di alcuni componen-
ti. La saldatrice deve essere:
- Correttamente installata, possibilmente da
personale qualificato;
- Correttamente connessa in accordo alle re-
golamentazioni locali;
- Connessa ad una presa elettrica di portata
corretta.
• Montate nel cavo di alimentazione una spina
normalizzata ( 2P + T ) di portata adeguata,
RACCOMANDAZIONI
PER L’INSTALLAZIONE
7
IT
nel caso il generatore ne sia sprovvisto ( al-
cuni modelli hanno il cavo di alimentazione
con la spina presso fusa). Seguite le seguenti
istruzioni per collegare il cavo di alimenta-
zione alla spina:
- -il filo marrone (fase) va collegato al mor-
setto contrassegnato dalla lettera L
- -il filo blu (neutro) va collegato al morsetto
contrassegnato dalla lettera N
- -il filo giallo/verde (terra) va collegato al
morsetto contrassegnato dalla lettera PE o
dal simbolo ( ) della spina
In tutti i casi il collegamento del filo di terra giallo/
verde al morsetto PE ( ) deve essere fatto in modo
tale che in caso di strappo del cavo di alimentazione
dalla spina sia l’ultimo a staccarsi.
La presa a cui verrà collegato il generatore
deve essere provvista di fusibili di protezio-
ne o di interruttore automatico adeguati.
Note:
• Il cavo di alimentazione deve essere control-
lato periodicamente, per vedere se presenta
segni di danneggiamento o di invecchia-
mento. Se non risultasse in buone condizioni
non usate la macchina ma fatela riparare
presso un centro di assistenza.
• Non strattonate il cavo di alimentazione per
scollegarlo dalla presa di alimentazione.
• Non passate mai sopra al cavo di alimenta-
zione con altri macchinari, potreste danneg-
giarlo e subire shock elettrico.
• Tenete il cavo di alimentazione lontano da
fonti di calore, oli, solventi e spigoli vivi.
• Se usate un cavo di prolunga di sezione
adeguata, srotolate completamente il cavo
altrimenti potrebbe surriscaldarsi.
ATTENZIONE
Quest’apparecchio è costruito in conformità alle
indicazioni contenute nella norma armonizzata
EN60974-10 ed è identificato in “CLASSE A”.
Deve essere usato solo a scopo professionale, in
un ambiente industriale. Il costruttore non rispon-
derà di danni provocati dall’uso dell’impianto in
ambienti domestici.
L’apparecchiatura di classe A non è intesa
per l’uso in aree residenziali, dove l’energia
elettrica è fornita da un sistema pubblico a
bassa tensione. Può essere potenzialmente difficile
assicurare la compatibilità elettromagnetica di ap-
parecchiature di classe A in queste aree, a causa
di disturbi irradiati e condotti.
Quest’apparecchiatura non è conforme alla
normativa EN/IEC 61000-3-12. E’ respon-
sabilità dell’installatore o dell’utilizzatore (se
necessario consultando il distributore della rete)
assicurarsi che l’apparecchiatura possa essere
collegata ad una linea pubblica in bassa tensione.
ISTRUZIONI PER LA SICUREZZA
Per salvaguardare la vostra sicurezza, è
necessario seguire con attenzione queste
istruzioni prima di collegare il generatore
alla linea:
• Un interruttore adeguato a due poli deve es-
sere inserito prima della presa principale di
corrente; questa deve essere dotata di fusi-
bili ritardati;
• Il collegamento di terra deve essere eseguito
con una spina a due poli compatibile con la
presa menzionata sopra;
• Se si lavora in un luogo ristretto, l’apparec-
chio deve essere collocato fuori dell’area di
saldatura ed il cavo di massa deve essere
fissato al pezzo in lavorazione. Non opera-
re mai in zone umide o bagnate in queste
condizioni;
• Non utilizzare mai cavi di alimentazione o di
saldatura danneggiati;
• La torcia di saldatura non deve mai essere pun-
tata contro l’operatore o un’altra persona;
• Il generatore non deve mai essere utilizzato
senza i suoi pannelli di copertura; ciò po-
trebbe causare gravi lesioni all’operatore
oltre a danni all’apparecchiatura stessa.
8
IT
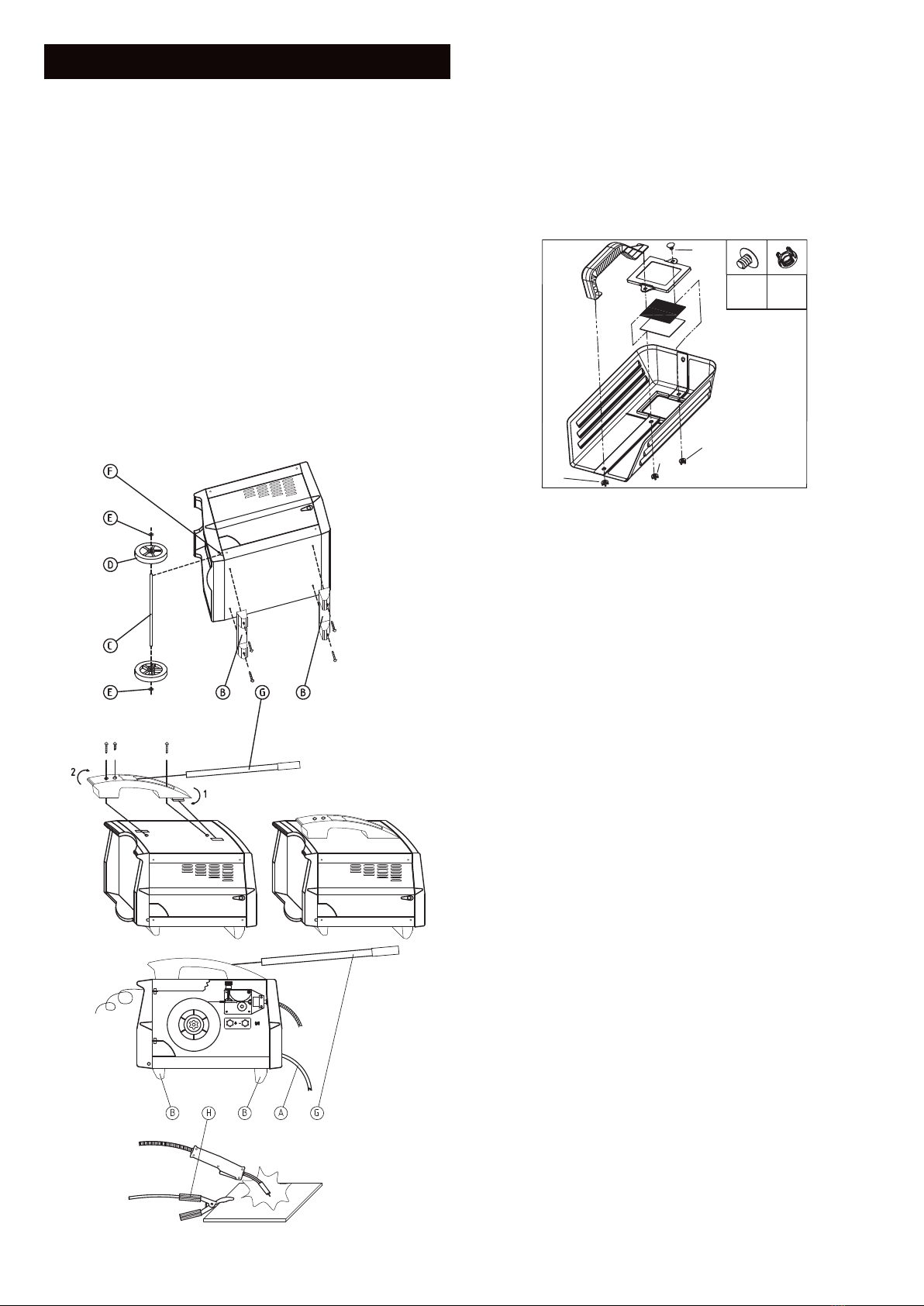
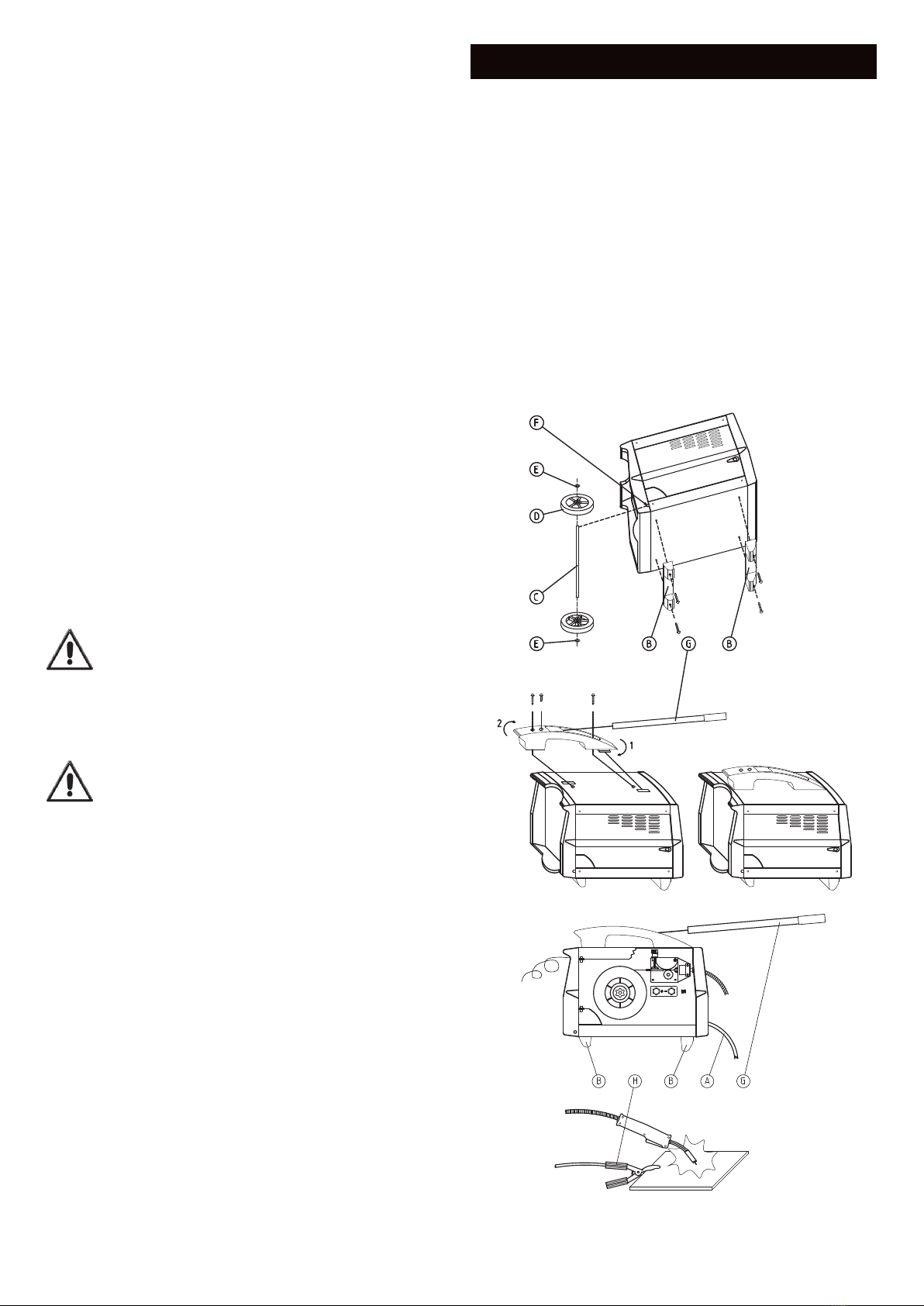
ASSEMBLAGGIO DELLA SALDATRICE
• Posizionare la saldatrice con prudenza sul
lato e fissare i due piedi di plastica (B) (an-
teriore e posteriore) alla parte inferiore della
macchina usando le quattro viti in dotazio-
ne. Per il modello carrellato togliere con un
utensile la pellicola (F) che chiude la sede
dell’asse e quindi far scorrere l’asse (C) at-
traverso i due fori e poi fissare le due ruo-
te (D) alle estremità dello stesso. Assicurare
le ruote alla loro posizione fissando adagio
le rondelle (E) di sostegno alle estremità
dell’asse. Posizionare nuovamente la mac-
china in posizione verticale e introdurre l’e-
stensione del manico (G) nella parte frontale
dell’impugnatura per il trasporto fissandolo
con la vite in dotazione (v. Fig. 1).
• Per l’assemblaggio dell’impugnatura di pla-
stica seguire le istruzioni in figura 1.
INSTALLAZIONE
Fig.1
ASSEMBLAGGIO E MANUTENZIONE
MASCHERA
• Per assemblare lo schermo di protezione per
il viso (FIG.2), collocare innanzi tutto lo scher-
mo di protezione in plastica nell’apposita
apertura fissandolo con le due viti di chiusu-
ra. Posizionare l’impugnatura fissandola nel-
la fessura del corpo di protezione, premerla
con forza e ruotarla di 90° fino a che non
raggiunge il foro nel corpo di protezione.
ATTENZIONE: Non saldare mai a viso
scoperto, può essere seriamente dannoso
per i vostri occhi. Usare sempre lo scher-
mo di protezione in dotazione o comun-
que qualsiasi altra maschera di protezio-
ne per la saldatura o un elmetto.
Uso
Gli schemi elettrici sono personali e da utilizzare
esclusivamente contro le radiazioni ottiche emesse
dall’arco della saldatura elettrica.
Pulizia e manutenzione
Dopo ogni utilizzo pulire gli schermi utilizzando
esclusivamente un panno morbido oppure aria
compressa; verificarne lo stato di usura provveden-
do all’immediata sostituzione dei particolari riscon-
trati danneggiati. I materiali usati per la costruzione
di schermi sono generalmente compatibili, ma po-
trebbero causare reazioni allergiche a persone par-
ticolarmente sensibili. La disinfezione va effettuata
usando soluzioni di benzil-lauril-dimetil-ammonio
cloruro oppure con lampade UV germicide.
Livelli di protezione
Utilizzare esclusivamente schermi come indicato
nelle istruzioni d’uso, assicurarsi che il filtro di
protezione sia consono al tipo di saldatura. Ricor-
diamo che i filtri NON sono infrangibili e pertanto
ne consigliamo la protezione mediante lastrine
incolori aventi la stessa dimensione. Per ottenere un
miglior livello di protezione dagli spruzzi prodotti
dal processo della saldatura, è necessario utilizzare
guanti ed indumenti di protezione.
Ricambi
Sostituire immediatamente i particolari che da
un controllo visivo risultano danneggiati oppure
deformati utilizzando esclusivamente ricambi
originali. Non utilizzate lastrine inattiniche di
ricambio non certificati o di classe ottica non di-
chiarata. Assicuratevi che i filtri di ricambio abbiano
un grado di protezione adeguato. Se avete dubbi
consultate il vostro fornitore di fiducia.
Fig.2
AB
A
B
BB

9
IT
(L) e stringere leggermente (se troppo ser-
rato il filo potrebbe schiacciarsi e il motore
del traina filo danneggiarsi; al contrario se
allentato il rullino non riuscirà a trascinare
il filo). NOTA: il rullino (M) ha due incavi di
diversa ampiezza. La vostra macchina è re-
golata con l’incavo corretto per il filo in do-
tazione. Se si desidera saldare senza gas è
indispensabile invertire il rullino adeguando
il canale al diametro del filo animato.
• Collegare il cavo di alimentazione alla rete
230V 50 Hz e premere l’interruttore e poi il
grilletto della torcia. Il filo, spinto dal traina
filo a velocità variabile deve scorrere attra-
verso la guaina; quando appare all’estremi-
tà della torcia, rilasciare il grilletto, spegnere
la macchina e rimettere la punta di contatto
e l’ugello della torcia.
ATTENZIONE: i rullini in movimento posso-
no causare lo schiacciamento delle dita delle
mani. Controllare periodicamente i rullini e
sostituirli quando la loro usura compromette
il regolare avanzamento del filo.
MONTAGGIO DELLA TORCIA
Il montaggio della torcia viene eseguito solo nei
modelli con torcia separata.
• Aprire il pannello laterale sinistro del gene-
ratore;
• Inserire la torcia nella propria sede blocca-
re la torcia sul motorino del traina filo (con
il dado in dotazione), prestando attenzione
che l’entrata della “guaina guida filo” sia al-
lineata con il canale tra i due rulli del traino.
Per una maggiore comprensione seguono i
disegni delle operazioni da eseguire per il
montaggio corretto di una torcia con attacco
separato (FIG.4). Collegare il tubo gas alla
presa della torcia e fissare con una fascetta
metallica. Unire i due connettori del pulsan-
te torcia, alla fine coprire con l’apposito co-
perchietto (5).
Fig.4
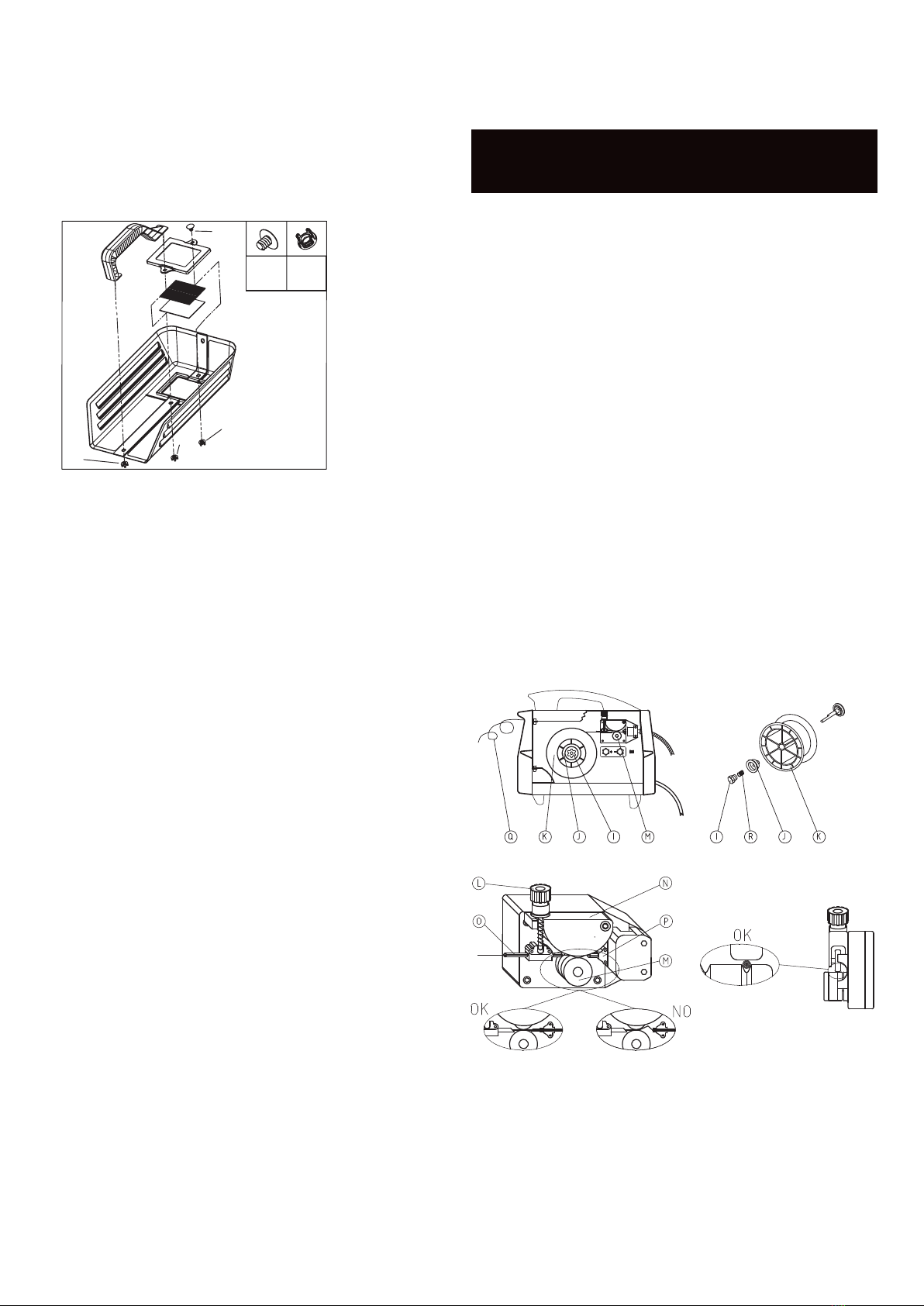
CARICAMENTO DEL FILO
La vostra saldatrice è fornita di una bobina di filo.
Per collegare questo filo al sistema di alimenta-
zione, seguire le istruzioni sotto riportate e fare
riferimento alla figura 3.
• Svitate il dado (I) dell’aspo (freno a tambu-
ro) e rimuovere la molla (R) e l’anello ester-
no (J).
• Togliere l’involucro di plastica dalla bobina
(K) e ricollocarla nell’aspo. Rimettere l’anel-
lo esterno (J), la molla (R) e il dado di chiu-
sura in plastica (I) che costituiscono il siste-
ma frenante della velocità della bobina.
NOTA: non stringere troppo il dado, un’ec-
cessiva pressione aumenta lo sforzo del
motore che traina il filo, mentre una debole
pressione non permette l’arresto immediato
della bobina al termine della saldatura.
• Allentare ed abbassare il volantino di plasti-
ca (L), alzare il premi filo (N) ed estrarre il
filo che è rimasto nella guaina della torcia.
• Dopo lo sganciamento del filo dal rocchet-
to, tenerlo teso con una pinza per evitare
la fuoriuscita delle spire dal rocchetto e se
necessario raddrizzarlo prima di introdurlo
nel tubo guida filo (O), farlo avanzare sopra
il rullino traina filo (M) ed introdurlo nella
guaina della torcia.
ATTENZIONE: La torcia deve essere tenuta
diritta. Quando si inserisce un nuovo filo
nella guaina, assicuratevi che il filo sia
tagliato in modo netto (senza sbavature
od angoli) e che almeno 5 cm della sua
parte terminale siano diritti (senza curve).
Seguire attentamente queste istruzioni o il
filo potrebbe danneggiare la guaina.
• Riposizionare il premi filo (N) e il volantino
Limiti di impiego
Gli schermi garantiscono una adeguata protezione
della fronte, dei lati del viso e del collo, esclusiva-
mente se impiegati per l’utilizzo indicato.
Fig.3
10
IT
1) Volantino
2) Basetta per conversione GAS – NO GAS
3) Cavo di potenza
4) Contatti pulsante torcia (lato generatore)
5) Coperchietto isolante
6) Contatti pulsante torcia (torcia mig)
7) Dado di fissaggio
8) Rondella di ottone
9) Tubo gas
10) Guaina guida filo
11) Presa gas sulla torcia
12) Torcia
La torcia è la parte della macchina che esige
maggiore manutenzione. Si raccomanda di verifi-
care regolarmente la punta di contatto e l’ugello di
saldatura che devono essere puliti e non consumati.
La guaina guida filo deve essere sostituita quando
il filo incontra difficoltà nello scorrimento.
SALDATURA
La saldatura al MIG (gas metallo inerte) è un
processo nel quale un elettrodo di filo alimenta
continuamente il bagno di saldatura ad una velocità
costante e controllata.
Il filo è collegato ad un polo a tensione continua
mentre il pezzo da saldare è collegato all’altro.
Quando il filo scorre, viene a contatto con il pezzo
da saldare e si forma un arco. L’arco fonde il filo
che si deposita sul pezzo da saldare.
SALDATURA GAS
Per la saldatura d’acciaio inossidabile o alluminio
è necessario convertire la vostra macchina a gas.
Fare ciò è molto semplice una volta ricevuto dal
vostro fornitore locale o da un rivenditore di pezzi
di ricambio le seguenti parti:
• Filo - Tutte queste macchine accettano bo-
bine mini o da 5 Kg di filo di diametro 0.6
mm o 0.8mm.
• Punte - La punta appropriata deve adattarsi
allo spessore del filo usato. (Nota: se si usa
il filo in alluminio da 0.8 mm deve essere
usata una punta da 1.0mm)
• Gas - Le bombole di gas non ricaricabili
sono acquistabili presso il vostro rivendito-
re locale o presso un rivenditore di ricambi,
mentre le bombole ricaricabili presso il vo-
stro rivenditore di ricambi.
• Regolatori di gas - Per l’adattamento, il ci-
lindro a gas é disponibile presso il vostro
rivenditore locale o presso un rivenditore
di ricambi per saldatrici. Nota: decidete in
anticipo se usare bombole ricaricabili o non
ricaricabili perché questo influirà sul tipo di
regolatore da usare.
• Adattatori - Per l’uso di bombole ricaricabili
dovete procurarvi un adattatore per bombo-
le a gas grandi (FIG. 6).
PREPARAZIONE ALLA SALDATURA
• Collegare la macchina alla rete 230V
50/60Hz;
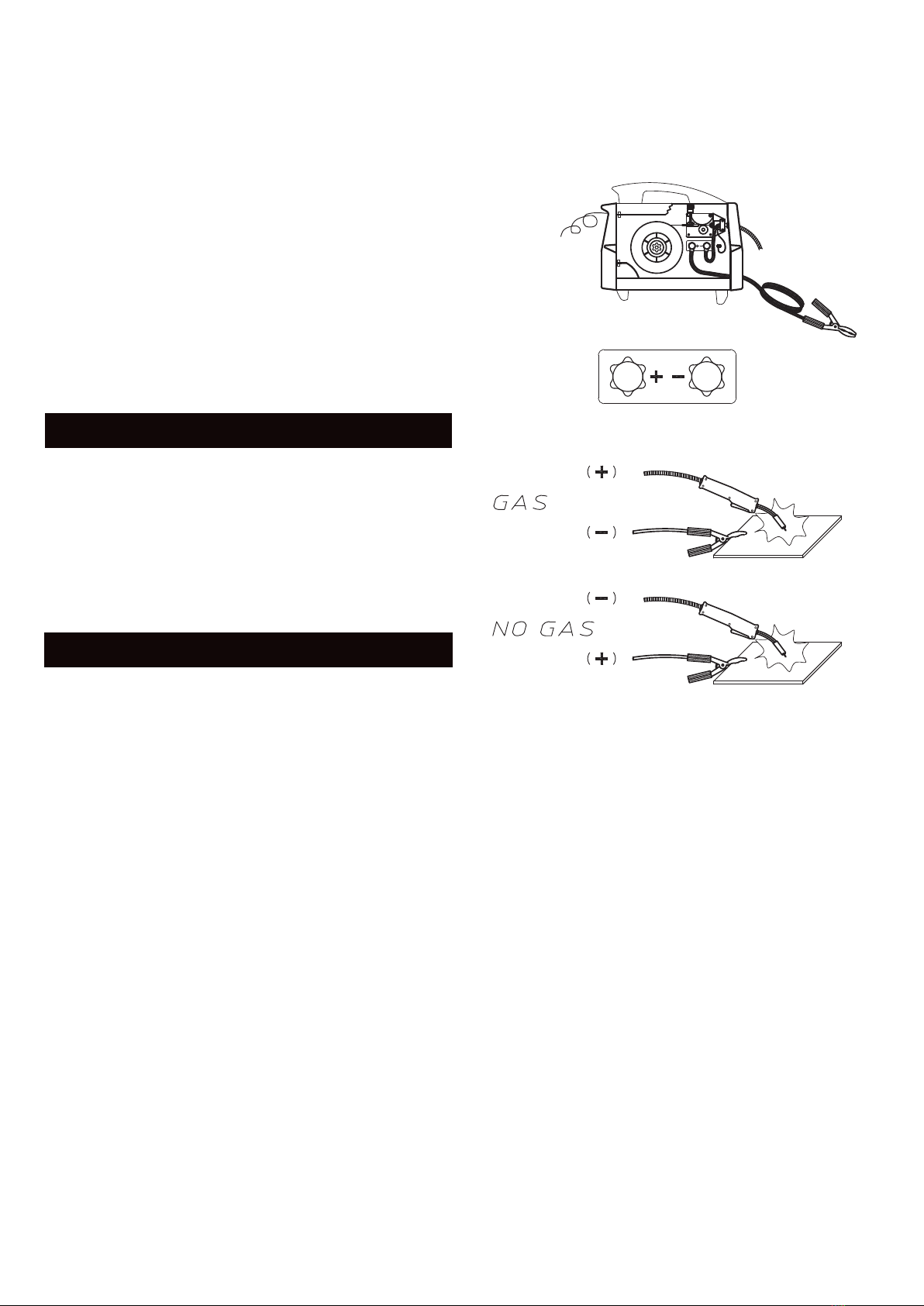
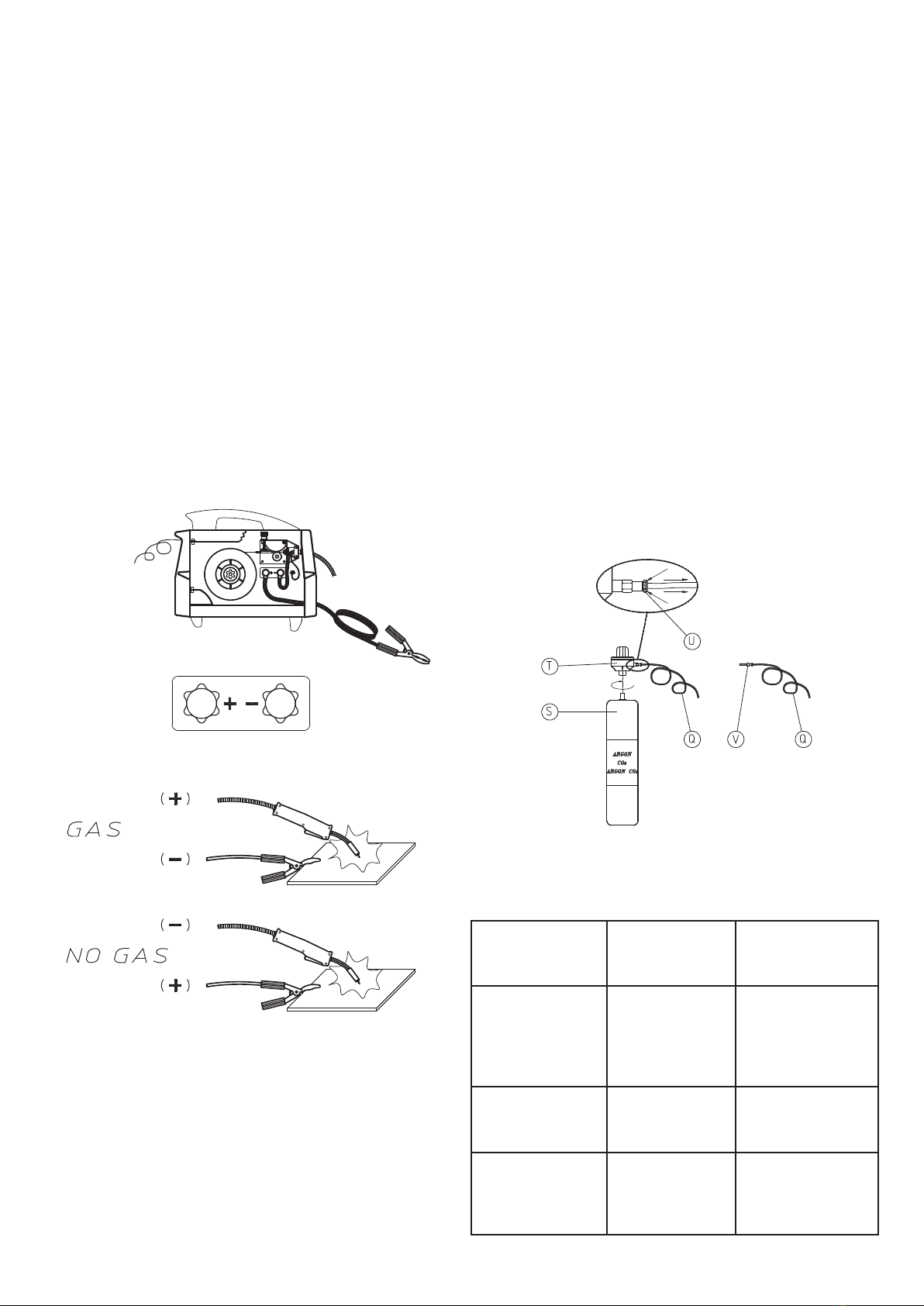
IMPORTANTE: assicurarsi che la pola-
rità sia predisposta correttamente. (per
la saldatura GAS il cavo di massa deve
essere attaccato alla presa negativa (-),
mentre la torcia deve essere attaccata
alla presa positiva (+) (FIG.5).
Fig.5
• Collegare la pinza di massa al pezzo da sal-
dare, assicurandosi che ci sia un buon con-
tatto;
• Assicurarsi che il rullino sia messo in modo
tale che la scanalatura corrisponda alla se-
zione del cavo che deve essere usato. Usare
la scanalatura marchiata 0.9mm per tutti i
fili con diametro 0.8mm, quella marchia-
ta 0.7 per tutti i fili con diametro 0.6. Per
cambiare le scanalature è sufficiente svitare
la vite che tiene bloccato il rullino, girarlo e
quindi fissare nuovamente la vite;
• Aprire il gas dal riduttore di pressione e re-
golarne il flusso. (NOTA: il flusso del gas
può avere bisogno di variazioni in modo da
ottenere la saldatura migliore a seconda del
tipo e dello spessore del metallo usato, ma
con la minor quantità di gas possibile).
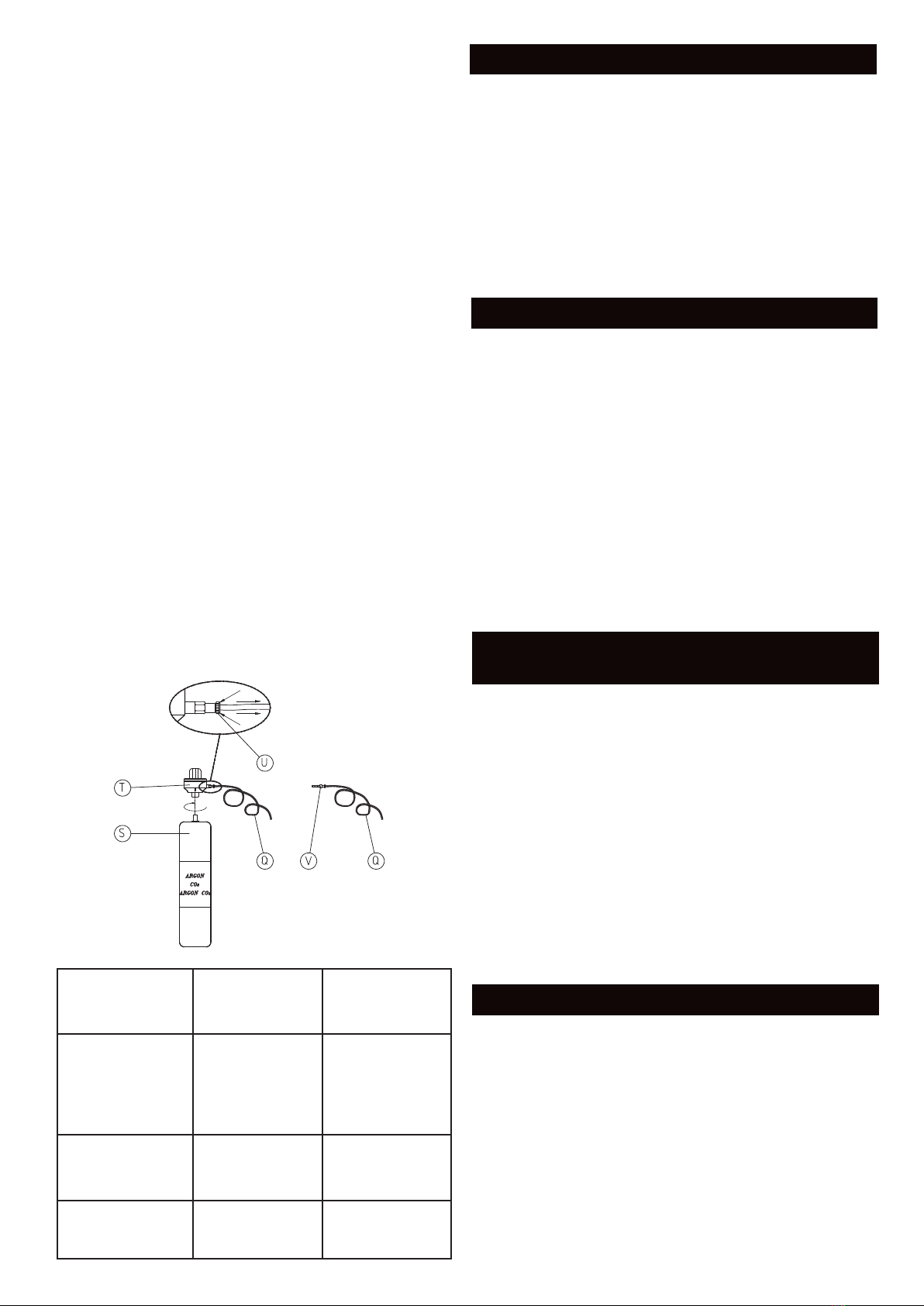
ATTACCO BOMBOLA DEL GAS
E ADATTATORE
• Se si usano bombole non ricaricabili (S), to-
gliere il cappuccio protettivo in plastica dalla
sommità filettata della bombola e avvitare
saldamente il riduttore gas (T) in senso ora-
rio (non usare troppa forza nel fissare il ri-
duttore).
• Inserire il tubo di plastica del gas (fig. 2,
Q) nel riduttore (spingerlo dentro per tutta
11
IT
SALDATURA NO GAS
Nella saldatura NO GAS la torcia è collegato al
polo negativo ed il cavo di massa al polo positivo.
Nella saldatura a GAS per proteggere il bagno di
saldatura da ossidazione ed impurità lo si avvolge
con un gas di protezione; nella saldatura NO GAS
questa protezione è generata da un filo speciale
detto “animato”, che produce esso stesso un gas;
ciò semplifica l’uso di queste macchine, aumen-
tandone la loro facilità d’impiego rispetto alle
macchine con il filo standard, che richiedono un
flusso regolato di gas fornito da bombole.
PREPARAZIONE ALLA SALDATURA
• Collegate la macchina alla rete 230V 50/60
Hz; IMPORTANTE: assicurarsi che la polarità
della torcia e del cavo di massa sia predi-
sposta correttamente (FIG.5). Per la salda-
tura NO GAS il cavo di massa deve essere
attaccato alla presa(+) positiva della mac-
china, mentre la torcia deve essere attaccata
alla presa negativa (-);
• Collegare la pinza di massa al pezzo da sal-
dare, assicurando un buon contatto;
• Assicurarsi che il rullino sia messo in modo
tale che la scanalatura corrisponda al dia-
metro di filo che si usa. Notare che ogni rul-
lino ha due scanalature, una per 0.9mm e
una per 0.7mm.
VANTAGGI DELLA SALDATURA
NO GAS
• Non sono necessarie bombole di gas in-
gombranti o di breve durata.
• L’utilizzo all’aperto è più facile perché ci
sono meno possibilità che il vento riesca a
soffiare via lo schermo di gas protettivo.
• Il tempo di saldatura è inferiore del 50% ri-
spetto al tempo della normale saldatura ad
elettrodo.
• Il tempo di addestramento dell’operatore si
riduce al minimo.
• Minimo spreco di materiale per la saldatura.
• Soprattutto consente di portare a termine il
lavoro in modo più veloce ed efficace.
• Meno calore, meno distorsione.
• Capacità di saldare materiali sottili
PROCEDURE PER LA SALDATURA
• La vostra saldatrice ha 4 o 6 posizioni nelle
quali è possibile regolare la corrente elettri-
ca per varie condizioni.
• La scelta della posizione per la saldatura è
determinata dallo spessore del metallo che
deve essere saldato. Maggiore è lo spesso-
re, maggiore deve essere la corrente.
• A seconda dello spessore da saldare varia
anche la quantità di gas da fornire al ba-
gno di saldatura.
• Per la regolazione della saldatrice, fare rife-
rimento ai grafici riguardanti le misure del
filo alle pagine seguenti.
la lunghezza). Nota: per togliere il tubo del
gas dal riduttore è sufficiente spingere in-
dietro l’anello (U ) e tirare. L’operazione del
regolatore di pressione, usato con bombole
non ricaricabili, è basata sull’azione di un
ago manovrato da una manopola posta so-
pra ad una targa graduata da 0 a 6 che
agisce sulla valvola della bombola. Giran-
do la manopola nella posizione 0 non c’è
è nessun flusso di gas; prima di iniziare la
saldatura portare la manopola in posizione
3 o 4 ottenendo un flusso di gas di 2/3 litri il
minuto. Per sfruttare a pieno ogni bombola
di gas, mantenere sempre un flusso minimo
di gas (2/3 litri il minuto) che è sufficiente
per ottenere una buona saldatura senza po-
rosità. Il riduttore di pressione è dotato di
una valvola di sicurezza che entra automati-
camente in funzione se la pressione fluttua.
• Per questione di sicurezza e di risparmio, as-
sicurarsi che il regolatore sia completamen-
te chiuso (girare completamente in senso
antiorario) quando non si sta saldando e/o
prima di cambiare la bombola del gas.
• Nel caso si usi una bombola ricaricabile in-
serire il tubo di plastica del gas (Q) in un
adattatore per bombole di gas grandi (V).
Collegare l’estremità dell’adattatore ad un
tubo gas flessibile di 6mm e collegarlo all’u-
scita del regolatore di pressione manometri-
ca che è avvitato alla bombola ricaricabile.
Il regolatore di pressione manometrica si
usa per controllare il flusso del gas che do-
vrebbe essere di 2/3 litri per minuto.
Fig.6
MATERIALE
DA
SALDARE BOMBOLA FILO
Acciaio dolce Bombole ad
Argon+CO2
oppure a CO2
Bobina di
filo di acciaio
ramato, di
animato per
no gas
Acciaio inos-
sidabile Bombole ad
Argon
Bobine di
filo di acciaio
inossidabile
Alluminio Bombole ad
Argon Bobine di filo
di alluminio
12
IT
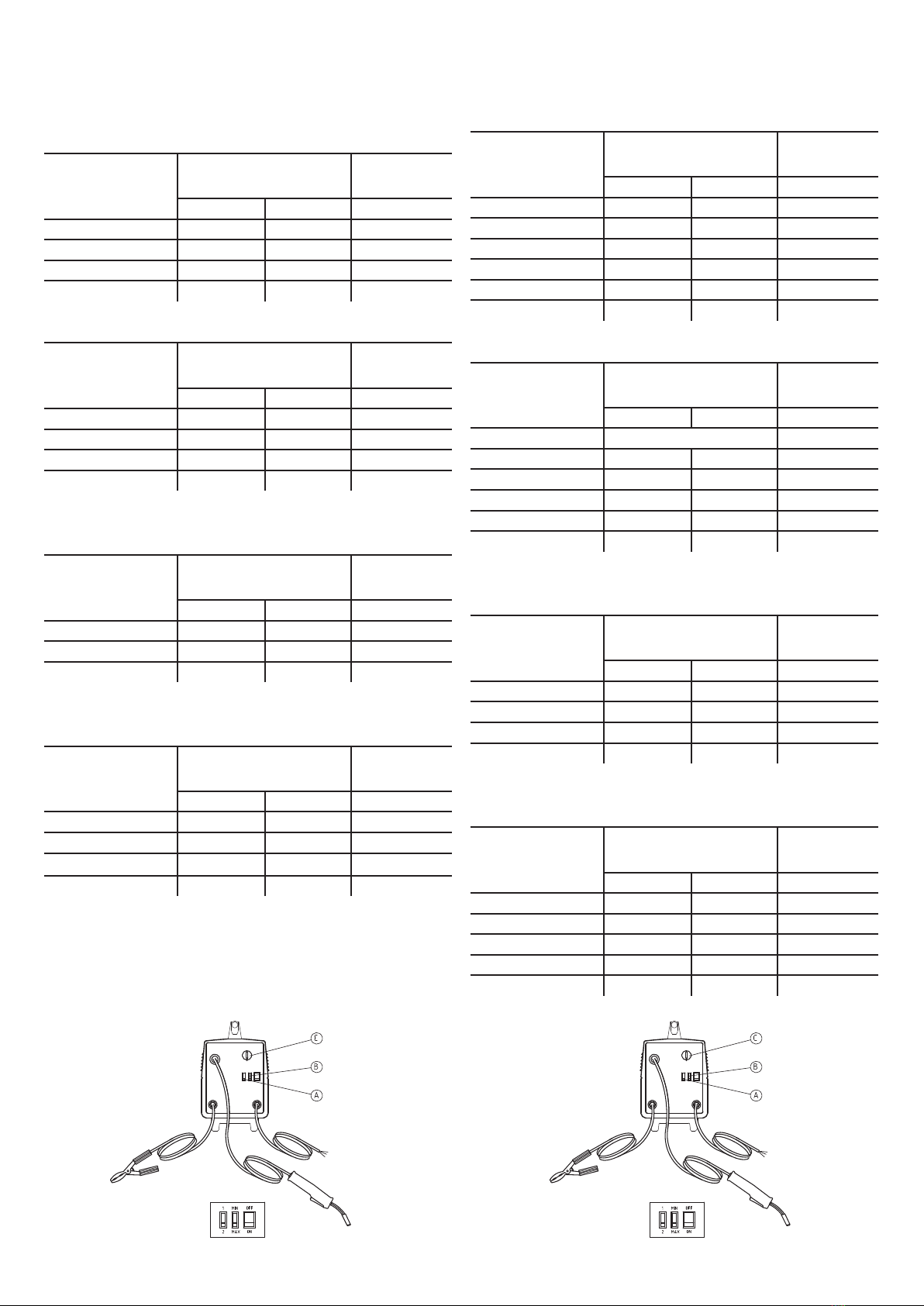
TABELLA DI RIFERIMENTO PER MODELLI
CON QUATTRO POSIZIONI DI
REGOLAZIONE
ACCIAIO - Filo da 0.6mm per saldatura a gas
Spessore
Pezzo mm
Posizione
Saldatura
Velocità
Filo
A B C
0.6 - 0.8 1 MIN BASSA
0.8 - 1.0 1 MAX MEDIA
1.0 - 2.0 2 MIN MEDIA
2.0 - 3.0 2 MAX ALTA
ACCIAIO - Filo da 0.8mm per saldatura a gas
Spessore
Pezzo mm
Posizione
Saldatura
Velocità
Filo
A B C
0.6 - 0.8 1 MAX BASSA
0.8 - 1.0 2 MIN MEDIA
1.0 - 2.0 2 MAX MEDIA
2.0 - 3.0 2 MAX ALTA
ALLUMINIO - Filo da 0.8mm per
saldatura a gas
Spessore
Pezzo mm
Posizione
Saldatura
Velocità
Filo
A B C
0.8 1 MIN MEDIA
1.0 - 2.0 2 MIN MEDIA
2.0 - 3.0 2 MAX ALTA
ACCIAIO DOLCE PER NO GAS - Filo da
0.9mm per saldatura senza gas
Spessore
Pezzo mm
Posizione
Saldatura
Velocità
Filo
A B C
0.6 - 0.8 1 MIN BASSA
0.8 - 1.0 1 MAX MEDIA
1.0 - 1.2 2 MIN MEDIA
1.2 - 2.0 2 MAX ALTA
TABELLA DI RIFERIMENTO PER MODELLI
CON SEI POSIZIONI DI REGOLAZIONE
ACCIAIO - Filo da 0.6mm per saldatura a gas
Spessore
Pezzo mm
Posizione
Saldatura
Velocità
Filo
A B C
0.6 MIN 1 BASSA
0.6 - 0.8 MAX 1 BASSA
0.8 - 1.0 MIN 2 MEDIA
1.0 - 1.2 MAX 2 MEDIA
1.2 - 2.0 MIN 3 MEDIA
2.0 - 3.0 MAX 3 ALTA
ACCIAIO - Filo da 0.8mm per saldatura a gas
Spessore
Pezzo mm
Posizione
Saldatura
Velocità
Filo
A B C
0.6 SALD. PROFESS. BASSA
0.6 - 0.8 MAX 1 BASSA
0.8 - 1.0 MIN 2 BASSA
1.0 - 1.2 MAX 2 MEDIA
1.2 - 2.0 MIN 3 MEDIA
2.0 - 3.0 MAX 3 MEDIA
ALLUMINIO - Filo da 0.8mm per
saldatura a gas
Spessore
Pezzo mm
Posizione
Saldatura
Velocità
Filo
A B C
1.0 - 1.5 MAX 1 MEDIA
1.5 - 2.0 MIN 2 ALTA
2.0 - 2.5 MAX 2 ALTA
2.5 - 3.0 MIN 3 ALTA
ACCIAIO DOLCE PER NO GAS - Filo da
0.9mm per saldatura senza gas
Spessore
Pezzo mm
Posizione
Saldatura
Velocità
Filo
A B C
0.9 MAX 1 BASSA
0.9 - 1.0 MIN 2 MEDIA
1.0 - 1.2 MAX 2 MEDIA
1.2 - 2.0 MIN 3 MEDIA
2.0 - 3.0 MAX 3 ALTA
Tab.1
Tab.2
Fig. 7 Fig. 8

13
IT
mm per ottenere condizioni ottimali di saldatura
(e di suono).
• Regolare la corrente di saldatuta (TAB.1,2).
Scegliere regolazioni più basse per lamine
di metallo sottili, regolazioni più alte per la-
mine spesse.
• Adattare la velocità del filo. Iniziate con un
pezzo di metallo di scarto che non sia né
verniciato né arrugginito. Fissare la pinza di
massa al pezzo di metallo. Predisporre la ve-
locità del filo ad un’alta regolazione. Premere
il grilletto (notate che il grilletto deve essere
premuto fermamente e completamente per
portare a termine le sue tre funzioni, flusso
di gas, alimentazione del filo e corrente per
la saldatura).Iniziare a saldare e abbassare
la velocità del filo lentamente. Continuan-
do a diminuire la velocità d’alimentazione
del filo prestare attenzione al suono. Questo
suono, da un crepitio diventerà un regolare
forte ronzio (simile al rumore della pancetta
che frigge).Questo ronzio indicata la corret-
ta regolazione della velocità per lo spessore
del metallo che si sta saldando. Quando la
regolazione degli ampere viene modificata
reimpostare la velocità del filo. Iniziare sem-
pre con una regolazione della velocità del
filo più alta. Ciò aiuta a prevenire il danneg-
giamento della punta di contatto durante la
saldatura armonizzando così la procedura.
Mentre saldate, la pistola deve essere tenuta
approssimativamente ad un’angolazione di
45°.Tenere l’estremità dell’ugello ad una di-
stanza di 5-10 mm dal pezzo in lavorazione.
CORREZIONE DEI DIFETTI
DI SALDATURA
Difetto: il filo avanzando tende ad allontanare la
torcia dal pezzo da saldare.
Causa: velocità del filo troppo alta.
Difetto: il filo si incolla al tubetto porta corrente.
Causa: velocità del filo troppo bassa.
Difetto: spruzzi elevati.
Causa : avanzamento del filo non costante,
eccessiva inclinazione della torcia.
Difetto: instabilità d’arco.
Causa : tensione di lavoro o gas di protezione in-
sufficiente, avanzamento irregolare del filo
Difetto: scarsa penetrazione.
Causa : corrente troppo bassa, velocità di saldatura
troppo alta, torcia inclinata in posizione opposta al
suo movimento.
Difetto: cricche.
Causa : materiale da saldare sporco, corrente
insufficiente, tensione elevata, filo della bobina
arrugginito.
Difetto: porosità.
Causa : bombola del gas esaurita, tubazioni del
gas difettose, errata regolazione dell’afflusso di gas.
SOSTITUZIONE DELLA
BOBINA DI FILO
La vostra saldatrice è correlata ad una mini bobina
da circa 0.5 Kg di filo da 0.6 mm di diametro. Una
volta esaurita può essere sostituita con una da 0.8
Kg o da 5 Kg di filo.
Il filo viene spinto da un rullino (FIG. 3, M) che è
mosso da una serie di meccanismi. Il rullino ha due
incavi, uno di 0.7 mm di profondità, l’altro di 0.9
mm. Si deve usare l’incavo corretto come sottolineato
al paragrafo - Preparazione alla saldatura - altrimenti
il filo non sarà trasportato efficientemente o si schiac-
cerà; assicuratevi che la punta di contatto alla fine
della torcia sia della misura corretta. La vostra salda-
trice ha una torcia, fornita di una punta adeguata al
filo in dotazione; per tutti gli altri fili usare una punta
che corrisponda al diametro del filo da usare.
Per sostituire la bobina fare riferimento alla figura
3 e ripetere la procedura descritta al paragrafo
“Collegamento del filo di saldatura”.
INDICAZIONI PER LA SALDATURA
• Tenere l’impugnatura della torcia ad un’an-
golazione di 45° rispetto al pezzo da salda-
re, con l’ugello a circa 6mm dalla superficie.
• Muovere l’impugnatura della torcia con pru-
denza e fermezza.
• Evitare di saldare in zone esposte all’aria. Una
saldatura porosa è dovuta, infatti, all aria che
soffia via il gas protettivo per la saldatura.
• Evitare aggrovigliamenti e piegature al cavo
della torcia.
• Se disponibile, usare aria compressa per
pulire periodicamente la parte interna della
guaina guida - filo quando si cambiano le
bobine di filo.
• Con una bassa pressione (3-4 bar / 20-30
PSI), di tanto in tanto soffiare via la polvere
dall’interno della saldatrice. Ciò permette un
continuo raffreddamento della macchina.
PUNTATURA
E’ possibile puntare due lamine d’acciaio dolce da
oltre 0.8 mm di spessore sostituendo il boccaglio
della torcia a gas con uno per puntatura (non in
dotazione) che è acquistabile come accessorio,
presso la maggior parte dei rivenditori di materiali
per la saldatura. E’ sufficiente mettere l’ugello della
torcia sulla lamina superiore, spingere poi la torcia
premendo il grilletto per puntare la prima lamiera
con la seconda. Per la puntatura, la macchina deve
essere regolata alla massima intensità di corrente e
ad un’alta velocità d’alimentazione. E’ consigliabile
utilizzare filo di diametro 0.8 mm.
MESSA A PUNTO
DELLA SALDATRICE
Regolare il voltaggio: usare uno “stick out” adatto.
Lo “stick out” del filo è la distanza della punta di
contatto dal pezzo in lavorazione. Lo “stick out” del
filo (a volte impropriamente chiamato lunghezza
dell’arco) dovrebbe essere compreso tra i 5 e i 10
14
GB
INTRODUCTION
Make sure this manual is carefully read and
understood by the welder, and by the main-
tenance and technical workers.
PERSONAL PROTECTION
Welding processes of any kind can be dangerous
not only to the operator but to any person situated
near the equipment, if safety and operating rules
are not strictly observed.
Arc rays can injure your eyes and burn
your skin. The welding arc produces
very bright ultra violet and infra red
light. These arc rays will damage your
eyes and burn your skin if you are not
properly protected.
• Wear closed, non-flammable protective
clothing, without pockets or turned up trou-
sers, gloves and shoes with insulating sole
and steel toe. Avoid oily greasy clothing.
• Wear a non-flammable welding helmet with
appropriate filter lenses designed so as to
shield the neck and the face, also on the si-
des. Keep protective lens clean and replace
them when broken, cracked or spattered.
Position a transparent glass between lens
and welding area.
• Weld in a closed area that does not open
into other working areas.
• Never look at the arc without correct protec-
tion to the eyes. Wear safety glasses with the
side shields to protect from flying particles.
Gases and fumes produced during the
welding process can be dangerous and
hazardous to your health.
• Adequate local exhaust ventilation must
be used in the area. It should be provided
through a mobile hood or through a built-
in system on the workbench that provides
exhaust ventilation from the sides, the front
and below, but not from above the bench
so as to avoid raising dust and fumes. Local
exhaust ventilation must be provided toge-
ther with adequate general ventilation and
air circulation, particularly when work is
done in a confined space.
• Welding process must be performed on me-
tal surfaces thoroughly cleaned from rust or
paint, to avoid production of harmful fumes.
The parts degreased with a solvent must be
dried before welding.
• Be very carefull when welding any me-
tals which may contain one or more of the
follwing:
Antimony, Beryllium,Cobalt, Manganese,
Selenium, Arsenic, Cadmium, Copper, Mer-
cury, Silver, Barium, Chromium, Lead, Ni-
ckel, Vanadium
• Remove all chlorinated solvents from the
welding area before welding. Certain chlori-
nated solvents decompose when exposed to
ultraviolet radiation to form phosgene gas
(nerve gas).
FIRE PREVENTION
Fire and explosion can be caused by
hot slag, sparks or the welding arc.
• Keep an approved fire extinguisher of the
proper size and type in the working area. In-
spect it regularly to ensure that it is in proper
working order;
• Remove all combustible materials from the
working area. If you can not remove them,
protect them with fire-proof covers;
• Ventilate welding work areas adequately.
Maintain sufficient air flow to prevent accu-
mulation of explosive or toxic concentra-
tions of gases;
• Do not weld on containers that may have
held combustibles;
• Always check welding area to make sure it
is free of sparks, slag or glowing metal and
flames;
• The work area must have a fireproof floor;
ELECTRIC SHOCK
WARNING: ELECTRIC SHOCK CAN
KILL!
• A person qualified in First Aid techniques
should always be present in the working
area; If a person is found unconscious and
electric shock is suspected, do not touch the
person if she or he is in contact with cable
or electric wires. Disconnect power from the
machine, then use First Aid. Use dry wood or
other insulating materials to move cables, if
necessary away from the person.
• Wear dry gloves and clothing. Insulate yourself
from the work piece or other parts of the wel-
ding circuit.
• Make sure the main line is properly
grounded.
• Do not coil the torch or the ground cables
around your body.
• Never touch or come in physical contact with
any part of the input current circuit and wel-
ding current circuit.
Electric warning:
• Repair or replace all worn or damaged
parts.
• Extra care must be taken when working in
moist or damp areas.
• Install and maintain equipment according to
local regulations.
• Disconnect power supply before performing
any service or repair.
• Should you feel the slightest electrical shock,
stop any welding immediately and do not
use the welder until the fault has been found
and corrected.

15
GB
NOISE
Noise can cause permanent hearing loss. Welding
processes can cause noise levels that exceed safe
limits. You must protect your ears from loud moise
to prevent permanent loss of hearing.
• To protect your hearing from loud noise,
wear protective ear plugs and/or ear muffs.
• Noise levels should be measured to be sure
the decibels (sound) do not exceed safe levels.
ELECTROMAGNETIC COMPATIBILITY
Before installing your welder, carry out an inspection
of the surrounding area, observing the following
guidelines:
• Make sure that there are no other power
supply cables, control lines, telephone leads
or other equipment near the unit.
• Make sure that there are no radio receivers,
television appliances, computers or other
control systems near the unit.
• People with pace-maker or hearing-prosthe-
sis should keep far from the power source.
! In particular cases special protection
measures may be required.
Interference can be reduced by following these
suggestions:
• If there is interference in the power source
line, an E.M.T. filter can be mounted betwe-
en the power supply and the power source;
• The output cables of the power source should
be not too uch long, kept together and con-
nected to ground;
• After the maintenance all the panels of the po-
wer source must be securely fastened in place.
PROTECTIVE WELDING GASES
Shielding gas cylinders contain gas under
high pressure. If damaged, a cylinder can
explode. Treat them carefully.
• These welders use only inert or non-flam-
mable gases for welding arc protection. It is
important to choose the appropriate gas for
the type of welding being performed;
• Do not use gas from unidentified cylinders
or damaged cylinders;
• Do not connnect the cylinder directly to the
welder, use a pressure regulator;
• Make sure the pressure regulator and the
gauges function properly;
• Do not lubrificate the regulator with oil or
grease;
• Each regulator is designed for use with a
specific gas. Make sure the regulator is desi-
gned for the protective gas being used;
• Make sure that the cylinder is safely secured
tightly to the welder with the chain provided.
• Never expose cylinders to excessive heat,
sparks, slag or flame;
• Make sure that the gas hose is in good con-
dition;
• Keep the gas hose away from the working
area.
INSTALLATION
RECOMMENDATIONS
LOCATION
Be sure to locate the welder according to
the following guidelines:
• In areas, free from moisture and dust;
• Ambient temperature between 0° to 40°C;
• In areas, free from oil, steam and corrosive
gases;
• In areas, not subjected to abnormal vibra-
tion or shock;
• In areas, not exposed to direct sunlight or
rain;
• Place at a distance of 300mm or more from
walls or similar that could restrict natural air
flow for cooling.
VENTILATION
Since the inhalation of welding fumes can be harmful,
ensure that the welding area is effectively ventilated.
MAIN SUPPLY VOLTAGE
REQUIREMENTS
Before you make any electrical connec-
tion, check that supply voltage and fre-
quency available at site are those stated
in the ratings label of your generator.
The main supply voltage should be within ±10% of
the rated main supply voltage. Too low a voltage
may cause poor welding performance. Too high a
supply voltage will cause components to overheat
and possibly fail. The welder Power Source must be:
• Correctly installed, if necessary, by a quali-
fied electrician;
• Correctly grounded (electrically) in accor-
dance with local regulations;
• Connected to the correct size electric circuit.
In case the supply cable is not fitted with a plug,
connect a standardized plug (2P+T) to the supply
cable (in some models the supply cable is supplied
with plug).
To connect the plug to the supply cable, follow these
instructions:
• the brown (phase) wire must be connected to
the terminal identified by the letter L
• the blue (neutral) wire must be connected to
the terminal identified by the letter N
• the yellow/green (ground) wire must be con-
nected to the terminal identified by the letter
PE or by the symbol .
In any case, the connection of the yellow/green wire
to the PE terminal must be done in order that
in the event of tearing of the power supply cable
from the plug, the yellow/green wire should be the
last one to be disconnected.
16
GB
Fig.1
The outlet should be protected by the
proper protection fuses or automatic
switches.
Notes:
• Periodically inspect supply cable for any
cracks or exposed wires. If it is not in good
conditions, have it repaired by a Service
Centre.
• Do not pull violently the input power cable to
disconnect it from supply.
• Do not squash the supply cable with other
machines, it could be damaged and cause
electric shock.
• Keep the supply cable away from heat sor-
ces, oils, solvents or sharp edges.
• In case you are using an extension cord, try to
keep it well straight and avoid its heating up.
WARNING
This equipment is manufactured in compliance with
the requirements of the EN60974-10 harmonized
standard and is identified as “CLASS A” equipment.
It must be used for professional applications only,
in industrial environments. The manufacturer will
accept no responsibility for any damages caused
by use in domestic environments.
Class A equipment is not intended for use in residen-
tial locations where the electrical power is provided
by the public low-voltage supply system. There may
be potential difficulties in ensuring electroma-
gnetic compatibility of class A equipment in
those locations, due to conducted as well as
radiated disturbances.
This equipment does not comply with EN/IEC
61000-3-12. If it is connected to a public low
voltage system, it is responsibility of the installer or
user of the equipment to ensure, by consulting
the distribution network operator if necessary,
that the equipment may be connected.
SAFETY INSTRUCTIONS
For your safety, before connecting the
power source to the line, closely follow
these instructions:
• An adequate two-pole switch must be inser-
ted before the main outlet; this switch must
be equipped with time-delay fuses;
• The connection with ground must be made
with a two-pole plug compatible with the
above mentioned socket;
• When working in a confined space, the po-
wer source must be kept outside the welding
area and the ground cable should be fixed to
the workpiece. Never work in a damp or wet
area, in these conditions.
• Do not use damaged input or welding cables
• The welding torch should never be pointed
at the operator’s or at other persons’ body;
• The power source must never be operated
without its panels; this could cause serious
injury to the operator and could damage the
equipment.
INSTALLATION
UNIT ASSEMBLY
• Lay the power source on one side and fix the
two rubber feet (B) (front and back) to the
base of the machine using the four screws
of the kit. For models with wheels remove,
using a tool, the film (F) that closes the axle’s
seat and then insert the axle (C) in the two
holes and fix the wheels (D) on the two si-
des. Fasten the wheels in their position fixing
slowly the washers (E) on the two sides of
the axle. Bring the power source back to the
upright position and insert the handle exten-
sion (G) in the front side of the handle fixing
it with the screw of the kit (FIG.1).
• In order to assemble the plastic handle fol-
low the instructions of figure 1.
17
GB
Fig.2
Fig.3
FACE SHIELD ASSEMBLY AND
MAINTENANCE
• In order to assemble the hand shield (Fig.2);
insert the plastic protection shield in the spe-
cial opening fixing it with the two screws.
Place the handle fixing it in the slit of the
protection mask, push it and rotate it by 90°
until it enters into the hole inside the protec-
tion mask.
CAUTION: Never look at an electric arc
without eye protection, the arc rays can
injure the eyes permanently. Use always
the protection shield supplied with the
power source or any other protection
mask or welding helmet.
USE
The shield are for personal use and must only be
used to protect the welder from the optical radiation
produced by the electric welding arc.
CLEANING AND MAINTENANCE
Clean the shield after each time it is used. The
shield should only be cleaned using a soft cloth
or compressed air: check whether any parts of the
shield are worn and replace these if damaged.
The materials used to make the shield are usually
compatible but can cause allergic reactions in
particularly sensitive people. Disinfecting should be
performed using solutions of benzil-lauryl-dimethyl-
ammonium chloride or UV germicide lamps.
LEVELS OF PROTECTION
Only use the shield in accordance with the operating
instructions and make sure that the protection
filter is suited to the type of welding. Remember
that the filters are NOT shatterproof and therefore
they should be protected by colourless plates of
same size. To obtain a better level of the protection
against welding spatter , wear gloves and protective
clothing.
SPARE PARTS
Replace any parts that seem damaged or deformed
immediately. Only original spare parts must be
used. Do not use filter glass as replacements if
these are not certified or do not have a declared
optical class. Ensure that any replacement filter is
the correct safety shade. If in doubt consult your
local supplier.
RESTRICTIONS OF USE
The shields only provide adequate protection for
the forehead, the sides of the face and the neck if
used for the stated purpose.
INSTALLATION OF THE
WELDING WIRE
The power source is supplied with a welding wire
spool. In order to install this wire into the feeding
system, follow the instructions hereafter described
and refer to Figure 3.
• Loosen the nut (I) of the spool holder (bra-
ke drum) and remove the spring (R) and the
external ring.
• Remove the plastic protection from the spool
(K) and place it on the spool holder again.
Mount the external ring (J), the spring (R)
and the plastic lock nut (I) again. These
parts form the braking system of the wire
spool speed. NOTE: Do not tighten the nut
too much, excessive pressure strains the wire
feeding motor, while too little pressure does
not allow the immediate stop of the wire
spool at the end of the welding.
• Loosen and lower the plastic knob (L), re-
lease the upper roll of the feeder (N) and
extract the wire from the torch liner.
• When the wire is disconnected, keep it with
pliers so that it cannot exit from the spool,
and if necessary straighten it before inserting
it in the wire input guide (O). Insert the wire
on the lower roll (M) and in the torch liner.
WARNING: The torch must be kept straight.
When feeding a new wire through the liner,
make sure the wire is cut cleanly (no burrs
or angles) and at least 5cm of the end is
straight (no curves). Failure to follow these
instructions could lead to the wire damaging
the liner.
• Lower the upper roll (N) and the knob (L) and
AB
A
B
BB

18
GB
Fig.4
tighten slightly (if there is too much pressu-
re the wire gets locked and the motor could
get damaged, if too loose the wire will not
be fed by the rolls). NOTE: The roll (M) has
two different grooves. The machine is set for
the diameter of the wire supplied with it. For
No-Gas welding the roll must be reversed in
order to have the correct groove for the flux-
cored wire diameter.
• Connect the power supply cable to the 230V
50Hz line and turn on the switch, then press
the torch switch. The wire fed by the wire
feeding motor at variable speed must slide
through the liner; when it exits from the torch
neck, release the torch switch, turn off the
machine and mount the contact tip and the
nozzle.
WARNING: The rolls, when in movement,
may crush the fingers. Periodically check
the rolls and replace them when they are
worn and compromise the regular fee-
ding of the wire.
ASSEMBLING OF THE TORCH
The Assembly of the torch is done only on models
with separate torch kit.
• Open the left side panel of the power source;
• Insert the torch in the appropriate seat, lock
it in the wire feeder motor (using the nut of
the kit) and make sure that the hole of the li-
ner is lined up with the channel between the
two rolls and the wire feeder. For better com-
prehension follow the drawings of FIGURE
4. Connect the gas hose to the receptacle on
the torch and fix it with a metal clamp. Joint
the two connectors of the torch switch, and
cover with the insulation cover (5).
1) Hand-wheel
2) Base for GAS-NO GAS selection
3) Power cable
4) Torch switch contacts (power source side)
5) Insulation cover
6) Torch switch contacts (Mig torch side)
7) Locking nut
8) Brass washer
9) Gas hose
10) Wire liner
11) Gas connector on the torch
12) Torch
The torch is the part of the equipment that needs
most maintenance. We recommend to check pe-
riodically the contact tips and the nozzle, these
parts must be clean and not worn-out. The torch
liner must be replaced when the wire does not run
smoothly.
MIG WELDING
In MIG welding (Metal Inert Gas) a continuously
fed metal electrode is melted into a welding pool
at constant and controlled speed.
The wire is connected to a constant voltage pole
while the workpiece is connected to the other pole.
When the wire is fed and touches the workpiece,
an electric arc is produced. The arc melts the wire
that is deposited on the workpiece.
GAS WELDING
In order to weld Stainless steel or Aluminium the
power source must be set for gas welding *.
This operation is very simple, you only need the
following spare parts and items (please contact your
welding supplier):
• Wire – All these power sources work with
5Kg-wire spools (wire diameter 0.6mm or
0.8mm).
• Tip – The tip is correct when it matches with
the wire diameter. (Note: when using alumi-
nium wire of diameter 0.8mm the tip must
be 1.0mm)
• Gas – You can buy disposable gas cylinders
from the local distributor or from a reseller
of spare parts, while rechargeable gas cylin-
ders can be supplied by the local re-seller of
spare parts.
• Gas regulators - You can buy the regulator
suited for the gas cylinder from the local di-
stributor or from a re-seller of spare parts
for welding equipment. Note: As first thing
you should decide if you want to use rechar-
geable or disposable gas cylinders because
this will affect the choice of the regulator.
• Adapters – For the use of rechargeable gas
cylinders you need and adapter for big gas
cylinders (FIG.6).
PREPARATION FOR WELDING
• Connect the welding machine to the 230V
50/60Hz line;
19
GB
Fig.6
Fig.5
IMPORTANT: make sure that the polari-
ty is correctly set. For GAS welding the
ground cable must be connected to the
negative terminal (-), while the torch must
be connected to the positive terminal (+)
(FIG.5) *.
• Connect the ground clamp to the workpiece
and make sure that the contact is good;
• Make sure that the wire-feeding roll is cor-
rectly positioned (groove matching the wire
diameter). Use the groove marked by 0.9mm
for all the wires with diameter 0.8mm and the
groove marked by 0.7mm for all the wires
of diameter 0.6mm. In order to change the
groove loosen the screw that locks the roll,
turn the roll and fix it again with the screw;
• Open the gas using the pressure regulator
and adjust the flow rate. (NOTE: The gas flow
may need adjustments in order to obtain a
better welding, this depends on the type and
thickness of the metal used, anyway the gas
flow should be maintained as low as possi-
ble).
* Operation valid only for Gas - No gas models
CONNECTION OF THE GAS
CYLINDER AND REGULATOR
• When using disposable gas cylinders (S), re-
move the protective cap from the top of the
gas cylinder and screw the gas regulator (T)
rotating it clockwise and fixing it tightly (do
not force).
• Connect the gas hose (fig. 2,Q) to the regu-
lator (insert it completely). Note: To discon-
nect the gas hose from the regulator hold
back the ring (U) and pull. The pressure re-
gulator used with disposable gas cylinders
operates through a needle controlled by a
knob. The knob, positioned on a graduated
plate marked from 0 to 6, regulates the gas
gauge. When the knob is on 0 there is no
gas flow; before starting to weld, position
the knob on 3 or 4, the gas flow in this case
is 2/3 lt/min. In order to better use the gas
cylinder, always keep the minimum gas flow
(2/3 lt/min.) that can grant a good welding
without porosity. The gas regulator is equip-
ped with a security valve that intervenes au-
tomatically when the gas flow changes.
• For security and cost reasons, make sure
that the regulator is well closed (turn counter
clockwise to the end) when not welding and/
or before changing the gas cylinder.
• When using rechargeable gas cylinders,
connect the plastic gas hose (Q) to an adap-
ter for big gas cylinders (V). Connect the end
of the adapter to a 6mm flexible gas hose
and to the exit of the pressure regulator/
flowmeter mounted on the gas cylinder. The
regulator/flow meter serves to control the
gas flow, which should be ca. 2/3 litres per
minute.
MATERIAL
TO WELD GAS
CYLINDER WIRE
Soft steel Argon+Co2
cylinder or
Co2 cylinder
Coppered steel
wire spool, for
no gas welding
flux-cored wire
spool
Stainless steel Argon cylinder Stainless steel
wire spool
Aluminium Argon cylinder
Aluminium
wire spool

20
GB
Tab.1
NO GAS WELDING
In the “NO GAS welding” the torch is connected
to the negative pole and the ground cable to the
positive pole. By gas welding the shielding gas is
used to protect the weld pool from oxidation and
porosity. By NO GAS welding this protection is
given by a special wire called “flux cored wire”,
this technique simplifies the use of these machines
compared to the machines with standard wire, on
which the gas flow must be adjusted separately.
PREPARATION FOR WELDING
• Connect the welding machine to the 230V
50/60Hz line;
IMPORTANT: make sure that the polarity of
torch and ground cable is correctly set (FIG.5).
For NO GAS welding the ground cable must
be connected to the positive terminal (+),
while the torch must be connected to the
negative terminal (-) (FIG.5).
• Connect the ground cable to the workpiece
and make sure that the contact is good;
• Make sure that the wire-feeding roll is cor-
rectly positioned (groove matching the wire
diameter). Note that each roll has two groo-
ves one marked by 0.9mm and the other
marked by 0.7mm.
ADVANTAGES OF NO GAS WELDING
• There is no need for gas cylinders.
• Welding outdoors is easier because there
are fewer chances that wind blows away the
shielding gas.
• Welding time is about 50% less compared to
the normal electrode welding.
• The learning time for the operator is very
short.
• Minimum waste of welding material.
• Most important, this process allows to com-
plete the welding more quickly and efficien-
tly.
• Less heat, less distortion.
• Possibility to weld thin materials.
WELDING PROCEDURES
• Your welding power source has four or six
positions for the regulation of the current in
the various conditions.
• The choice of the position for the welding is
determined by the thickness of the material
to weld.
• Also the gas flow rate is determined by the
thickness of the material to weld.
• For the adjustment of the power source make
reference to the graphs and of the following
pages.
REFERENCE TABLE FOR MODELS WITH
FOUR POSITIONS FOR REGULATION
STEEL - 0.6 MM GAS WELDING WIRE
WORKPIECE
THICKNESS
(mm)
WELDING
POSITION
WIRE SPEED
ADJUSTMENT
A B C
0.6 - 0.8 1 MIN LOW
0.8 - 1.0 1 MAX MEDIUM
1.0 - 2.0 2 MIN MEDIUM
2.0 - 3.0 2 MAX ALTA
STEEL - 0.8 MM GAS WELDING WIRE
WORKPIECE
THICKNESS
(mm)
WELDING
POSITION
WIRE SPEED
ADJUSTMENT
A B C
0.6 - 0.8 1 MAX LOW
0.8 - 1.0 2 MIN MEDIUM
1.0 - 2.0 2 MAX MEDIUM
2.0 - 3.0 2 MAX HIGH
ALUMINIUM - 0.8MM GAS WELDING WIRE
WORKPIECE
THICKNESS
(mm)
WELDING
POSITION
WIRE SPEED
ADJUSTMENT
A B C
0.8 1 MIN MEDIUM
1.0 - 2.0 2 MIN MEDIUM
2.0 - 3.0 2 MAX HIGH
SOFT STEEL - 0.9 MM WIRE
NO-GAS WELDING
WORKPIECE
THICKNESS
(mm)
WELDING
POSITION
WIRE SPEED
ADJUSTMENT
A B C
0.6 - 0.8 1 MIN LOW
0.8 - 1.0 1 MAX MEDIUM
1.0 - 1.2 2 MIN MEDIUM
1.2 - 2.0 2 MAX HIGH
Fig. 7
Table of contents
Languages:
Other Helvi Welding System manuals

Helvi
Helvi TP 215 User manual

Helvi
Helvi SPOTCAR EVO 4000 User manual

Helvi
Helvi PUMA 256 User manual

Helvi
Helvi GLOBUS 201 User manual

Helvi
Helvi PC EVO 76 User manual

Helvi
Helvi PUMA 298 User manual

Helvi
Helvi TP 195 User manual

Helvi
Helvi PC75 User manual

Helvi
Helvi Compact 220 AC/DC User manual

Helvi
Helvi COMBY PC 502 K User manual

Helvi
Helvi MULTITECH 365 User manual

Helvi
Helvi READY MIG 100 User manual

Helvi
Helvi COMPACT 400 User manual

Helvi
Helvi FOX 189 User manual

Helvi
Helvi HF Series User manual

Helvi
Helvi GALILEO 175 User manual

Helvi
Helvi TP 195 User manual

Helvi
Helvi COMPACT 360AC/DC User manual

Helvi
Helvi COMPACT 246HF User manual

Helvi
Helvi GLOBUS 260HF User manual





















