Version Februar 2021
10 DE Bedienungsanleitung HWT 125 SW light
HÜRNER Schweisstechnik GmbH
Nieder-Ohmener Str. 26
35325 Mücke,
Deutschland
demselben Spannelementpaar ausgespart, Halb-
prismen für die größten Durchmesser auf einem
Spannelementpaar mit nur je einer Aussparung.
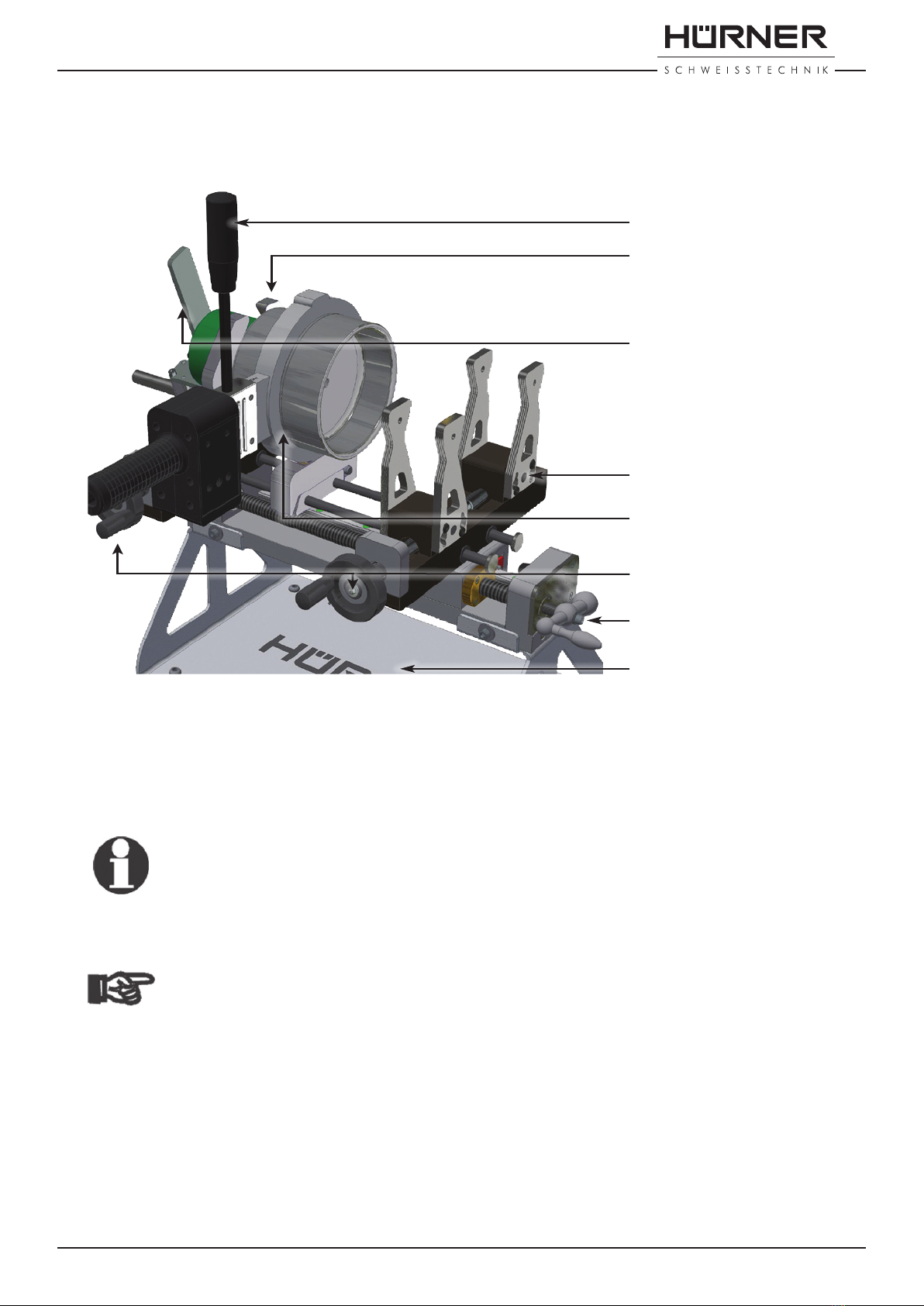
Bringen Sie die passenden Spannelementpaare auf
den Schlitten an, indem Sie das Loch am Fußende
auf den Stutzen des Schlittens setzen und dann das
Spannelement in die beiden Innensechskantschrau-
ben am Stutzen „hineindrehen“ (vgl. Abbildung
rechts). Ziehen Sie dann beide Schrauben fest.
Markieren Sie zum Abschluss der Vorbereitungen
die Einschubtiefe auf dem zu verschweißenden
Rohr, verbinden Sie das Heizelement mit der
Stromversorgung und stellen Sie den Temperatur-
wahlschalter an seinem Griff auf die für die beab-
sichtigte Schweißung zu verwendende Temperatur
(vgl. Tabellen in Abschn. 5.4).
Hinweis
Falls anstelle des Stellrads für beide Schlit-
ten ein Akkuschrauber und der zugehörige Adapter
verwendet werden, um während des Schweißens die
Schlitten zu bewegen (vgl. Abschn. 2.3), bauen Sie
im Rahmen der Schweißvorbereitung die Maschine
entsprechend um. In diesem Fall ist in den folgen-
den beiden Abschnitten mit „das Stellrad für beide
Schlitten“ jeweils „der Akkuschrauber, der über den
zugehörigen Adapter die Schlitten bewegt,“ gemeint.
5.2 Ausrichten der Werkstücke
Richten Sie die Werkstücke aneinander aus und beachten Sie
dabei die zuvor am Rohr markierte Einschubtiefe.
1. Legen Sie die Schweißmuffe (bzw. Reduzier-, T- oder
Y-Stück) in das Einspannprisma am Schlitten auf der Muf-
fenseite der Maschine und spannen Sie sie mit Hilfe des
Stellrads für diesen Schlitten ein. Achten Sie darauf, dass
die Muffe bündig an der anschartigen Erhöhung im
Spannprisma, zur Mittellinie der Maschine hin anliegt.
2. Arretieren Sie die Schweißmuffe mit der Stütze am Schlit-
ten (vgl. Abbildung in Abschn. 5.1). Die Stütze lässt sich
mit dem Klemmhebel an der Trägerstange lösen und fest-
stellen. Je nach Länge des eingespannten Werkstücks kann
sie zu ihm hin- oder von ihm wegzeigend auf die Stange
geschoben und so in der Länge angepasst werden.
Hinweis
Bei bestimmten größeren Werkstücken kann die ver-
stellbare Stütze zur Arretierung im Wege sein, wenn
sie sich in ihrer normalen Position bendet. In diesem
Fall (vgl. Abbildung Folgeseite) lässt sich die Träger-
stange herausschrauben und im Fuß des Spannele-
ments in ein alternatives Gewindeloch einschrauben.