3
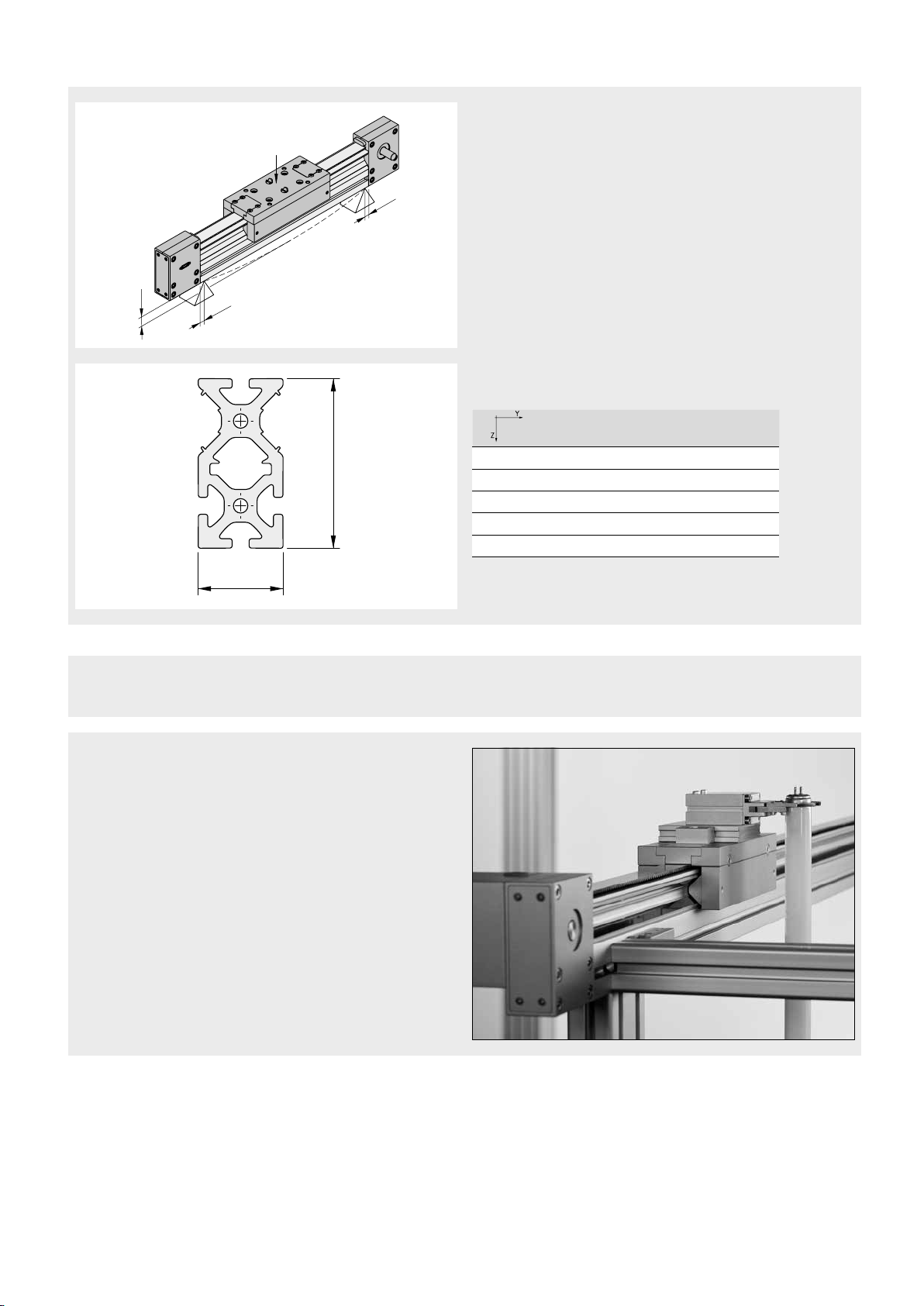
Die hier dokumentierte Lineareinheit KRF 8 80x40 ZR entspricht dem Stand
der Technik und berücksichtigt die allgemeinen Grundsätze der Sicherheit zum
Zeitpunkt der Drucklegung dieser Montageanleitung. Trotzdem besteht die
Gefahr von Personen- und Sachschäden, wenn Sie die grundsätzlichen Sicher-
heitshinweise und Warnhinweise in dieser Montageanleitung nicht beachten.
Für daraus entstehende Schäden übernehmen wir keine Haftung. Im Interesse
der Weiterentwicklung behalten wir uns das Recht auf technische Änderung
vor. Bewahren Sie die Anleitung so auf, dass sie jederzeit für alle Benutzer
zugänglich ist. Beachten Sie die übergeordnete Betriebsanleitung der vollstän-
digen Maschine oder Anlage.
Die allgemeinen Gefahrenhinweise beziehen sich auf den gesamten Lebenszy-
klus der unvollständigen Maschine.
1. Beim Transport
Beachten Sie die Transporthinweise auf der Verpackung. Lagern Sie das
Produkt bis zur Montage in der Originalverpackung und schützen Sie es vor
Feuchtigkeit und Beschädigungen. Beachten Sie, dass bewegliche Teile beim
Transport festgesetzt sind und keine Schäden verursachen können.
2. Bei der Montage
Schalten Sie immer den relevanten Anlagenteil antriebslos und spannungsfrei,
bevor Sie das Produkt montieren bzw. den Stecker anschließen oder ziehen.
Sichern Sie die Anlage gegen Wiedereinschalten. Verlegen Sie die Kabel
und Leitungen so, dass diese nicht beschädigt werden und niemand darüber
stolpern kann. Vermeiden Sie Ausrutsch-, Stolper- und Sturzstellen.
3. Bei der Inbetriebnahme
Lassen Sie das Produkt vor der Inbetriebnahme einige Stunden akklimatisie-
ren. Stellen Sie sicher, dass die unvollständige Maschine fest und sicher in
die vollständige Maschine eingebunden ist. Nehmen Sie nur ein vollständig
installiertes Produkt in Betrieb.
4. Während des Betriebs
Erlauben Sie den Zutritt zum unmittelbaren Betriebsbereich der Anlage nur Per-
sonen, die vom Betreiber autorisiert sind. Dies gilt auch während des Stillstands
der Anlage. Bewegliche Teile dürfen nicht unbeabsichtigt in Gang gesetzt wer-
den. Schalten Sie im Notfall, Fehlerfall oder bei sonstigen Unregelmäßigkeiten
die Anlage ab und sichern Sie sie gegen Wiedereinschalten. Verhindern Sie die
Möglichkeit des Einschließens von Personen im Gefahrenbereich der Anlage.
5. Bei der Reinigung
Verschließen Sie alle Öffnungen mit geeigneten Schutzeinrichtungen, damit
kein Reinigungsmittel ins System eindringen kann. Verwenden Sie keine
aggressive Reinigungssubstanzen. Verwenden Sie zur Reinigung keine Hoch-
druckreiniger.
6. Bei der Instandhaltung und Instandsetzung
Führen Sie die vorgeschriebenen Wartungsarbeiten in den zeitlichen Intervallen
durch, die in der Bedienungsanleitung beschrieben sind. Stellen Sie sicher,
dass keine Leitungsverbindungen, Anschlüsse und Bauteile gelöst werden,
solange die Anlage unter Druck und Spannung steht. Sichern Sie die Anlage
gegen Wiedereinschalten.
7. Bei der Entsorgung
Entsorgen Sie das Produkt nach den nationalen und internationalen Bestim-
mungen Ihres Landes.
Als nicht bestimmungsgemäße Verwendung gilt, wenn Sie das Produkt anders
verwenden als es in der Montageanleitung und der bestimmungsgemäßen
Verwendung autorisiert ist. Für daraus entstehende Schäden übernehmen wir
keine Haftung.
Bestimmungsgemäße Verwendung
Die Lineareinheit KRF 8 80x40 ZR mit Motor und Steuerung ist im Sinne
der Maschinenrichtlinie 2006/42/EG eine unvollständige Maschine. Die
Lineareinheit KRF 8 80x40 ZR darf nur den technischen Daten und den
Sicherheitsvorgaben dieser Dokumentation entsprechend eingesetzt werden.
Die innerbetrieblichen Vorschriften und die Richtlinien des Anwenderlandes
müssen eingehalten werden. Eigenmächtige bauliche Veränderungen an der
Lineareinheit KRF 8 80x40 ZR sind nicht zulässig. Für daraus entstehende
Schäden übernehmen wir keine Haftung. Sie dürfen die Lineareinheit KRF 8
80x40 ZR nur dann montieren, bedienen und warten, wenn:
▪Die Lineareinheit KRF 8 80x40 ZR verwendungsgerecht und sicherheitsge-
recht in die vollständige Maschine integriert wurde,
▪Sie die Montageanleitung sorgfältig gelesen und verstanden haben,
▪Sie fachlich ausgebildet sind,
▪Sie von Ihrem Unternehmen hierzu autorisiert sind,
▪Sie ausschließlich das Original-Zubehör des Herstellers verwenden.
Bei nicht sicherem und unsachgemäßen Betrieb der Lineareinheit KRF 8
80x40 ZR besteht die Gefahr von erheblichen Verletzungen durch Quetsch- und
Scherstellen.
Nicht bestimmungsgemäße Verwendung