Fabrication des bouchons
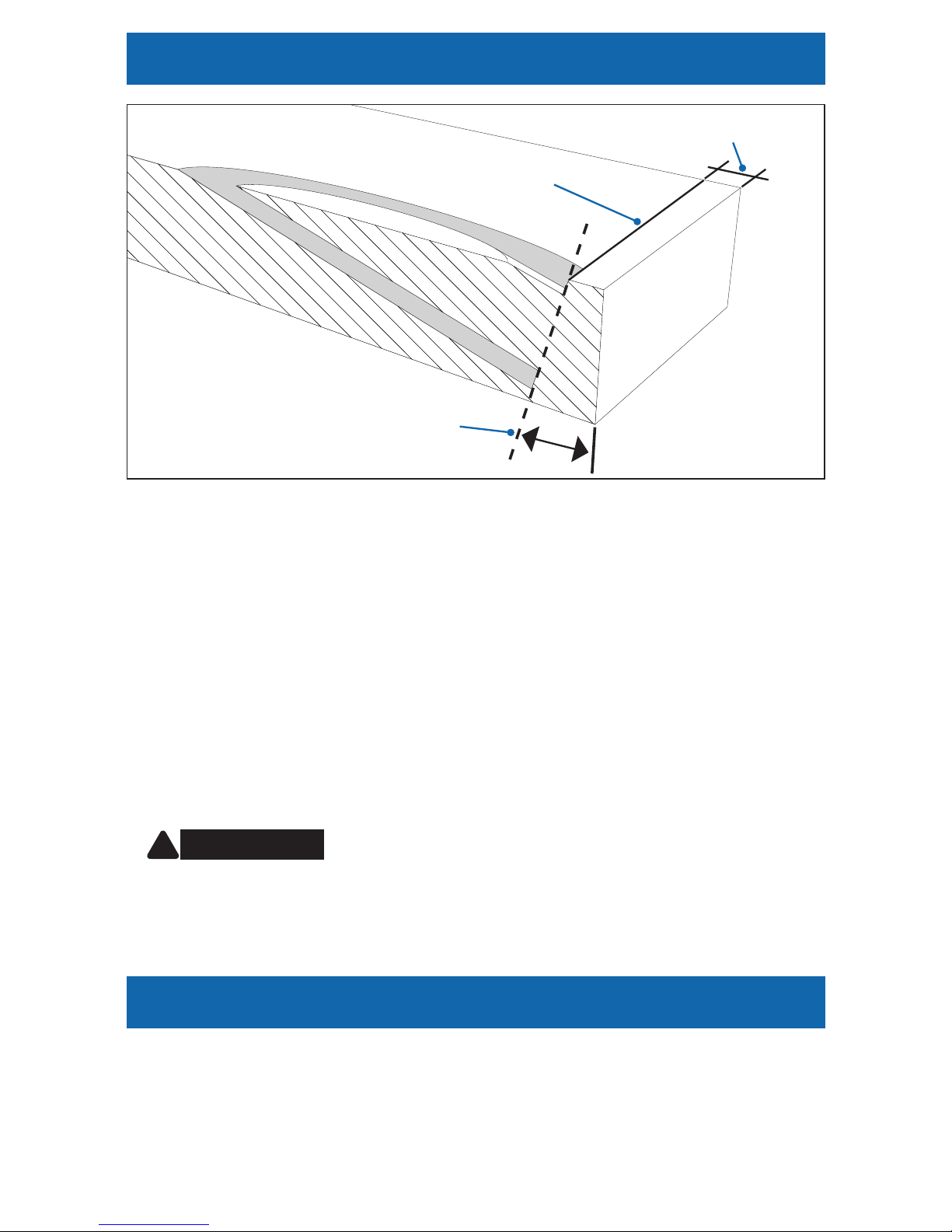
1Taillez des blocs de bois pour bouchons de 83 mm (3 1/4 po) de long
(mesuré pour des bouchons dans le sens du grain) ou de 83 mm
(3 1/4 po) de large (mesuré pour des bouchons en travers du grain).
Pourdemeilleursrésultats,taillezlesblocsàpartirderetailles
restantes du bois utilisé pour votre projet ou d’un bois d’une couleur et
d’un grain similaires (voir la partie Conseils).
ATTENTION En raison de l’orientation du grain, les bouchons
en travers sont plus susceptibles de produire des éclats que
ceux en long. Il est possible de fabriquer des bouchons en
travers du grain de bonne qualité, mais la perte sera plus
grande que pour les bouchons en long.
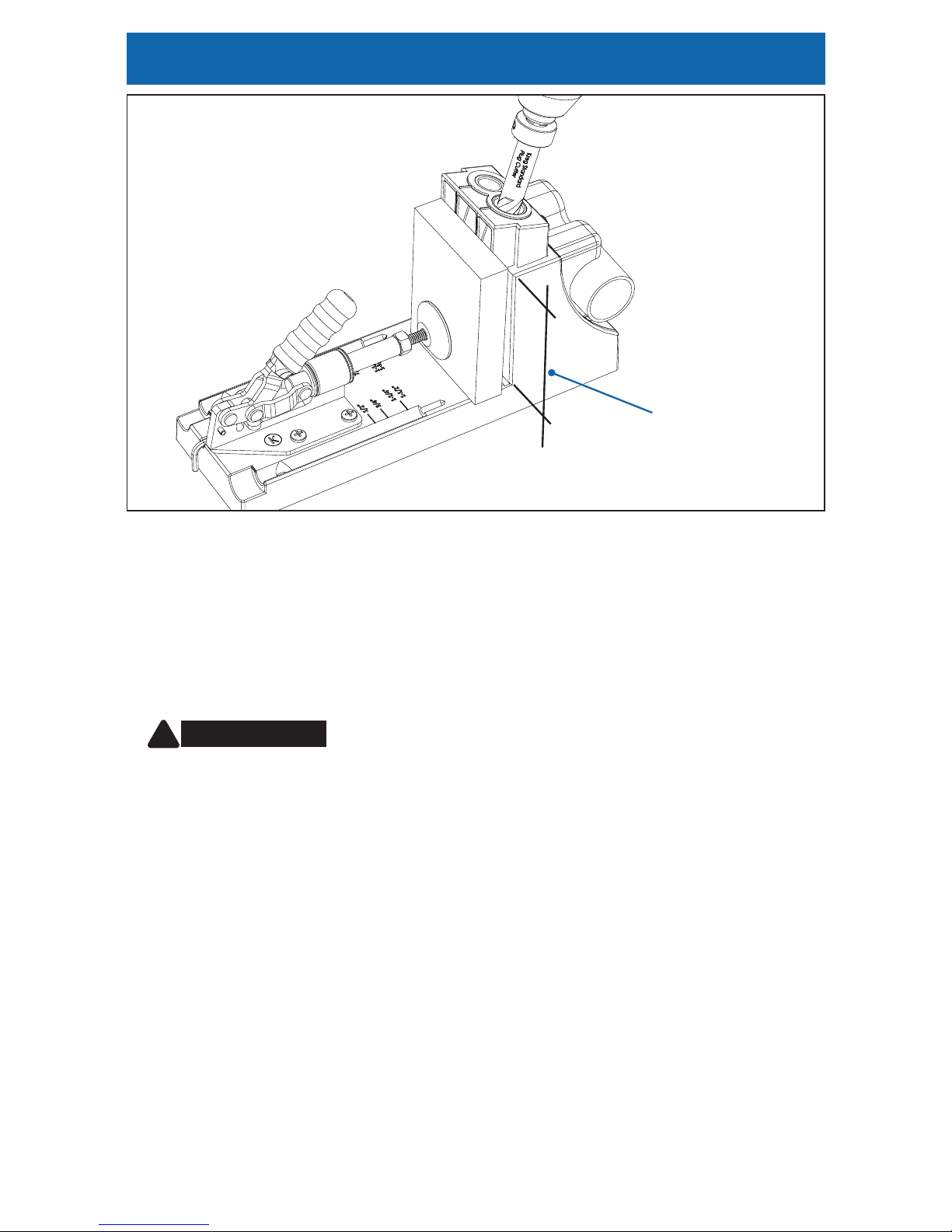
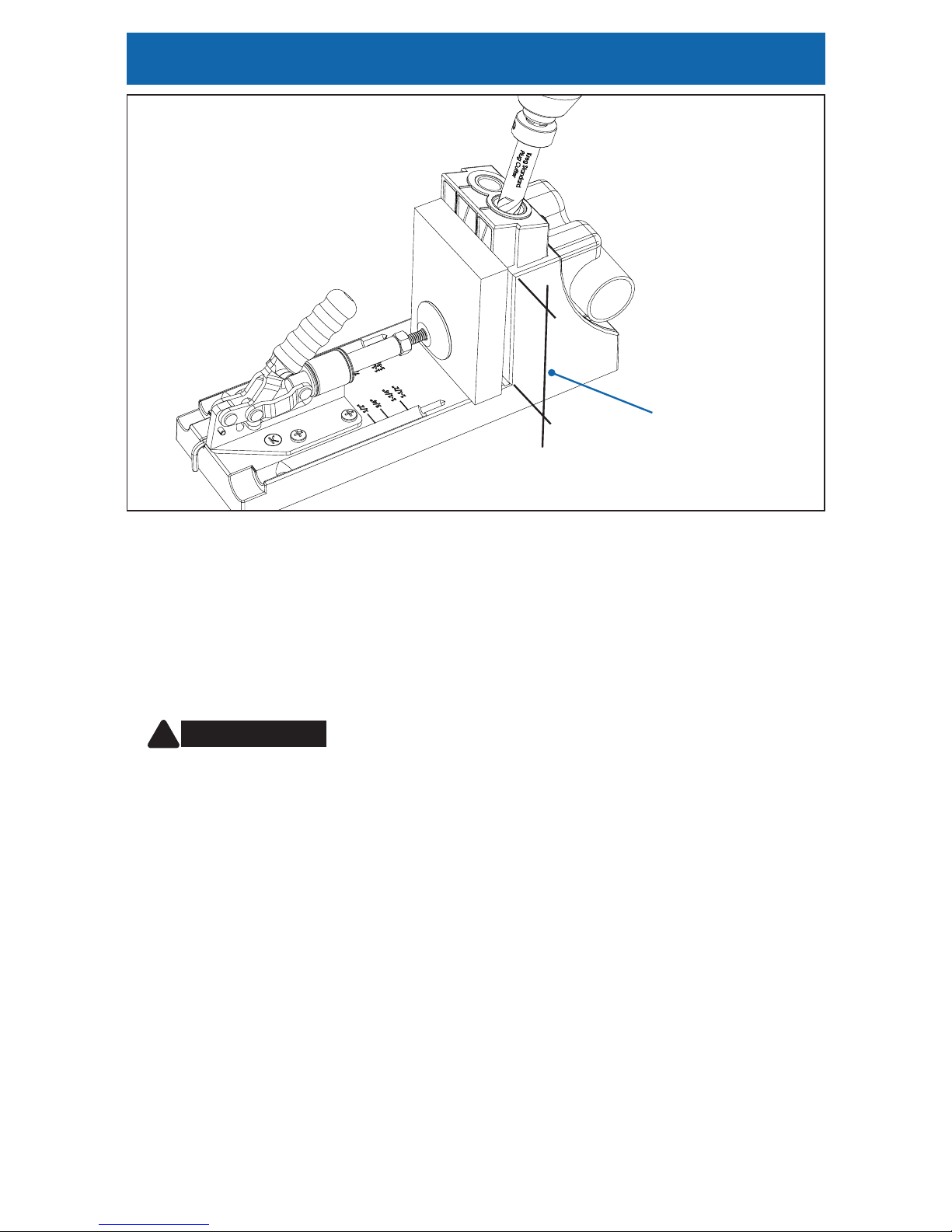
2Fixez un bloc pour bouchon dans le gabarit en orientant le grain dans
ladirectionsouhaitée.Anqueleblocdemeurebienàplatcontre
le guide, retirez tous les débris d’un perçage précédent. Lors de
l’utilisation d’une base Kreg Jig®K5, réglez la pression de serrage
demanièreàcequelemécanismedeserrageproduisetroisdéclics.
Lorsque vous utilisez une base K3 ou K4, placez le serre-joint articulé
àlapositiondeserragemaximale.Placezvotrepiècecontreleguide-
foret, desserrez le contre-écrou de l’axe du tampon du
serre-joint et serrez manuellement le tampon du serre-joint contre la
pièce. Desserrez la poignée articulée et faites avancer le tampon du
serre-jointd’untouretdemiàdeuxtours.
83 mm (3 ¼ po)
!