* Inflammable or explosive materials are prohibited to access the job site.
* Fumes and gases produced when welding are hazardous to health. Make sure to work in places
where there are exhaust or ventilation facilities to keep fumes or emissions away from the
breathing zone.
* Please remember to keep arc rays away from the other nearby people when welding. This is only
due to the interference from arc rays.
* Never allow anybody else other than the operator himself to dislocate or modulate the welding
machine.
* Welders have strong electromagnetism and frequency interference, so keep away people with heart
pace or the articles which can be interfered by electromagnetism and frequency.
* The welding cable can not be pressed or stressed by apparatus, and the puckering angle can not be
too small, otherwise the inside cable will be damaged which maybe result into accident.
* No touching on the output connection or any other electrification parts while welding.
* Do not use the welder to ice-out the pipelines.
* Use forklift truck and stock to convey. Using Handles to lift is prohibited .
* Notice the rated duty cycle when welding. The overload using is prohibited.
Safety Measures to be Taken to Assure the Correct Installation and Position
* Precaution must be taken to keep the operator and the machine from the foreign materials falling
from up above.
* The dust, acid and erodible dirt in the air at the job site can not exceed the amount required by the
norm (excluding the emission from the welder).
* Inflammable or explosive materials are prohibited to access the job site.
* The welder must be installed in the place where it can not be exposed to sun and rain. Also it must
be stored in less humid place with the temperature range at -10~ 40°C.
* There should be 50cm space about for the welding machine to have good ventilation.
* Make sure that there is no metal-like foreign body to enter the welding machine.
* No violent vibration in the welder’s surrounding area.
* Make sure that there is no interference with the surrounding area at the installation site.
* Take measures to prevent wind while operating in the strong wind since the welder is gas shielded.
* If the welder is placed on the declining 10°plane , pay attention to dumpage .
Safety Check
Each item listed below must be carefully checked before operation:
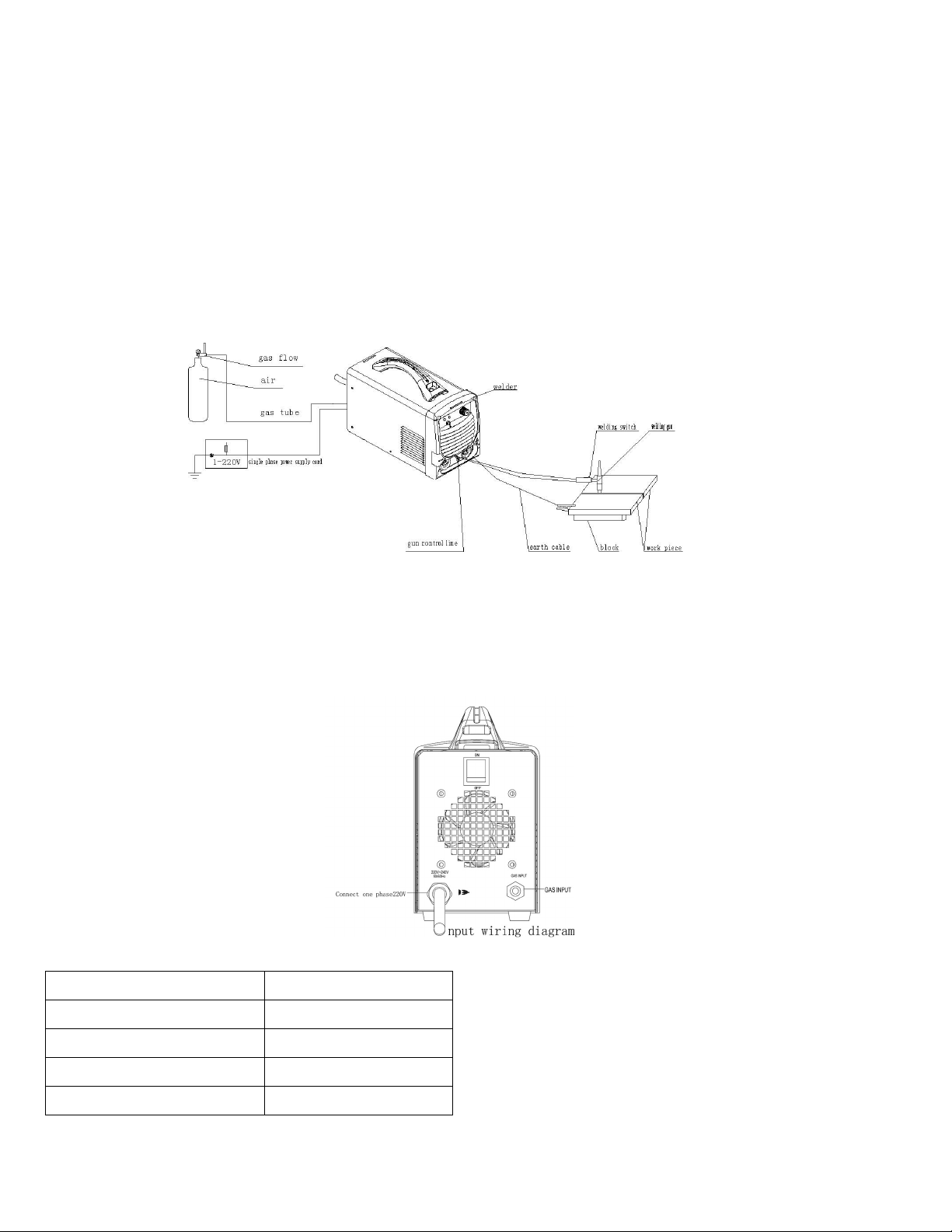
* Make sure that the welding machine has reliable earth connection.
* Make sure that there is always sound output and input wire connection instead of exposing it outside.
Regular check needs to be conducted by the qualified personnel after the welder has been installed
over a period of six months, which involves as follows:
* Routine cleaning needs to be done to make sure that there is no abnormal condition happening in the
tightened places such as the loose and slipped magnetic core, regulating screw, connecting wire
happening in the welding machine.
* The external parts installed with the welder must guarantee that the welder works properly.
* Check the welding cable to see if it can continue to be used before it is worn out.
* Replace the welder’s input cable as soon as it is found to be broken or damaged.
* Make sure whether there is enough power supply to make the welding machine work properly.
Attention: Cut off the power supply before opening the case to check.