6 04/2012 ID.524571 V2.0
DeutschEnglish
日本語中文 ItalianoFrançaiseEspañolPortuguêsРусский
Die regelmäßige Reinigung der Schneiden von Harz und Leim (Aufbauschneiden) erhöht
die Standzeit und die Betriebssicherheit.
Beim Reinigen Hand- und Augenschutz tragen.
Reinigungs ittel können Haut, Augen angreifen und das Werkzeug oder
Spannzeug beschädigen.
Nur Reinigungsmittel verwenden, die das aterial nicht angreifen, z.B. Sur-Tec 194 für
Stahl bzw. Sur-Tec 143 für Aluminium und Stahl.
Reinigungs- und Pflegemittel können beim Werkzeughersteller bezogen werden.
Hinweise des Reinigungsmittelherstellers sind zu beachten.
Holzbearbeitungswerkzeuge und Spannzeuge sind zum Vermeiden von Korrosion vor
Feuchtigkeit zu schützen.
Geeignete Pflegemittel: Universalöle, z.B. WD 40 oder Ballistol
1.6 Instandsetzen, Ändern, Schärfen
1.6.1 Allge eine Forderungen
Instandsetzungsarbeiten und Änderungen dürfen nur vom Hersteller oder von
autorisierten Fachwerkstätten durchgeführt werden.
Gefahr des Werkzeugbruchs.
Es dürfen nur Ersatzteile verwendet werden, die mit den Vorgaben für Originalersatzteile
des Werkzeugherstellers übereinstimmen.
Toleranzen, die ein einwandfreies Spannen sicherstellen, müssen eingehalten werden.
Das Schärfen, Instandsetzen oder Ändern von Werkzeugen darf nur von Fachleuten mit
entsprechender Erfahrung gemäß den Anweisungen des Herstellers durchgeführt
werden.
Die Fachleute müssen vertraut sein mit:
- dem Stand der Technik bezüglich der Konstruktion und Gestaltung
- den nationalen Vorschriften sowie mit
- den einschlägigen Sicherheitsbestimmungen und -normen
- und über die normalen ittel und die Fähigkeiten für diese Arbeiten verfügen.
Nach jedem Schärfen, Instandsetzen oder Ändern muss sichergestellt sein, dass das
Werkzeug die Anforderungen der Europäischen Norm EN 847-1 erfüllt.
Bei Auswirkung der Änderung/ Neubestückung auf die Angaben der
Werkzeugkennzeichnung sind diese zu aktualisieren. Der Name / Logo des der Änderung/
Neubestückung durchführenden Unternehmens ist hinzuzufügen.
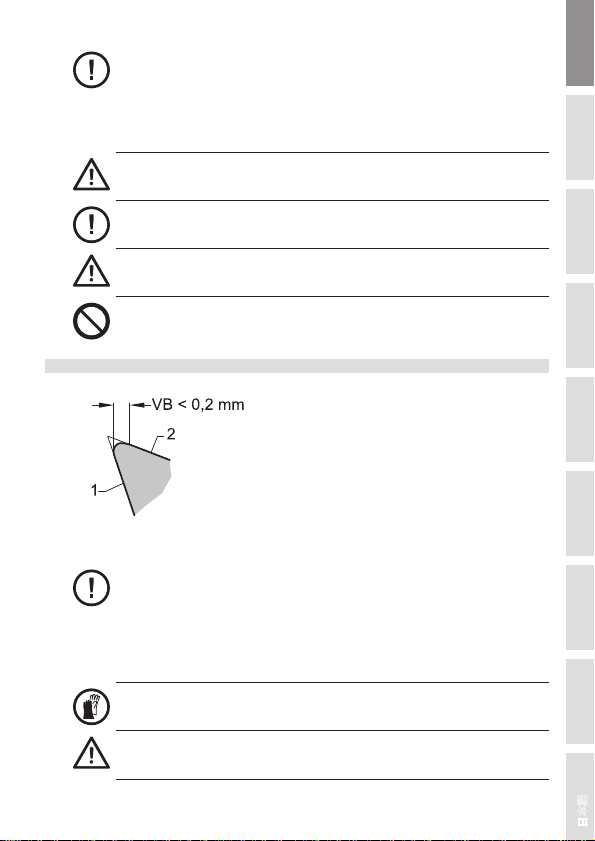
1.6.2 Schärfanleitung
Die Schärfanweisung beim Werkzeughersteller anfordern.