ii SAFETY ii
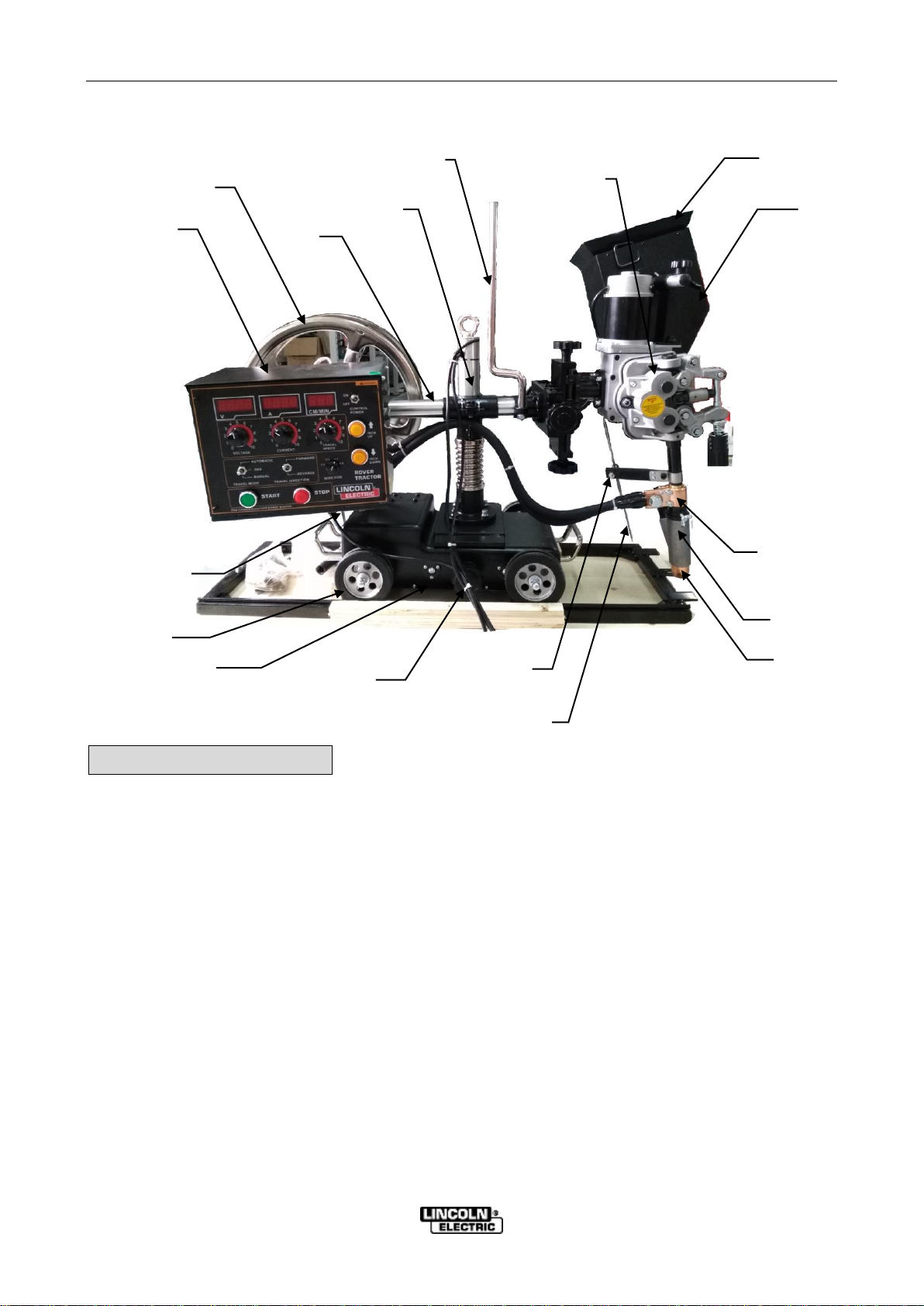
RoverTMTractor
FUMES AND GASES
can be dangerous.
4.a Welding may produce fumes and gases
hazardous to health. Avoid breathing these
fumes and gases. When welding, keep your
head out of the welding fumes. Use enough
ventilation and/or exhaust at the arc to keep
fumes and gases away from the breathing zone.
When welding with electrodes which require
special ventilation such as stainless or hard
facing (see instructions on container or
MSDS) or on lead or cadmium plated steel
and other metals or coatings which produce
highly toxic fumes, keep exposure as low as
possible and below Threshold Limit Values
(TLV) using local exhaust or mechanical
ventilation. In confined spaces or in some
circumstances, outdoors, a respirator may be
required. Additional precautions are also
required when welding on galvanized steel.
4.b Do not weld in locations near chlorinated
hydrocarbon vapors coming from degreasing,
cleaning or spraying operations. The heat and
rays of the arc can react with solvent vapors to
form phosgene, a highly toxic gas, and other
irritating products.
4.c Shielding gases used for arc welding can
displace air and cause injury or death. Always
use enough ventilation, especially in confined
areas, to insure breathing air is safe.
4.d Read and understand the manufacturer’s
instructions for this equipment and the
consumables to be used, including the material
safety data sheet (MSDS) and follow your
employer’s safety practices. MSDS forms are
available from your welding distributor or from
the manufacturer.
FOR
ELECTRONICALLY
powered equipment.
5.a Turn off input power using the disconnect switch
at the fuse box before working on the equipment.
5.b Install equipment in accordance with national
standards, all local standards and the
manufacturer’s recommendations.
5.c Ground the equipment in accordance with the
national standards and the manufacturer’s
recommendations.
WELDING SPARKS
can cause fire or
explosion.
6.a Remove fire hazards from the welding area. If
this is not possible, cover them to prevent the
welding sparks from starting a fire. Remember
that welding sparks and hot materials from
welding can easily go through small cracks and
openings to adjacent areas. Avoid welding near
hydraulic lines. Have a fire extinguisher readily
available.
6.b When not welding, make certain no part of the
electrode circuit is touching the work or ground.
Accidental contact can cause overheating and
create a fire hazard.
6.c Do not heat, cut or weld tanks, drums or
containers until the proper steps have been
taken to insure that such procedures will not
cause flammable or toxic vapors from
substances inside. They can cause an explosion
even though they have been “cleaned”.
6.d Sparks and spatter are thrown from the welding
arc. Wear oil free protective garments such as
leather gloves, heavy shirts, cuffless trousers,
high shoes and a cap over your hair.
CYLINDER may
explode if damaged.
7.a Use only compressed gas cylinders containing
the correct shielding gas for the process and
properly operating regulators designed for the
gas and pressure used. All hoses, fittings, etc.
should be suitable for the application and
maintained in good condition.
7.b Always keep cylinders in an upright position
securely chained to an undercarriage or fixed
support.
7.c Cylinders should be located:
Away from areas where they may be struck or
subjected to physical damage.
A safe distance from arc welding or cutting
operations and any other source of heat,
sparks, or flame.
7.d Never allow the electrode, electrode holder or
any other electrically “hot” parts to touch a
cylinder.
7.e Keep your head and face away from the cylinder
valve outlet when opening the cylinder valve.
7.f Valve protection caps should always be in place
and hand tight except when the cylinder is in use
or connected for use.