REV A IN 40-120003-01
Page 2of 2
STEP 2) Insert the Positioner into the Crimp Tool as shown in Fig. C. below.
Fig. C. (Positioner inserted into Crimp Tool)
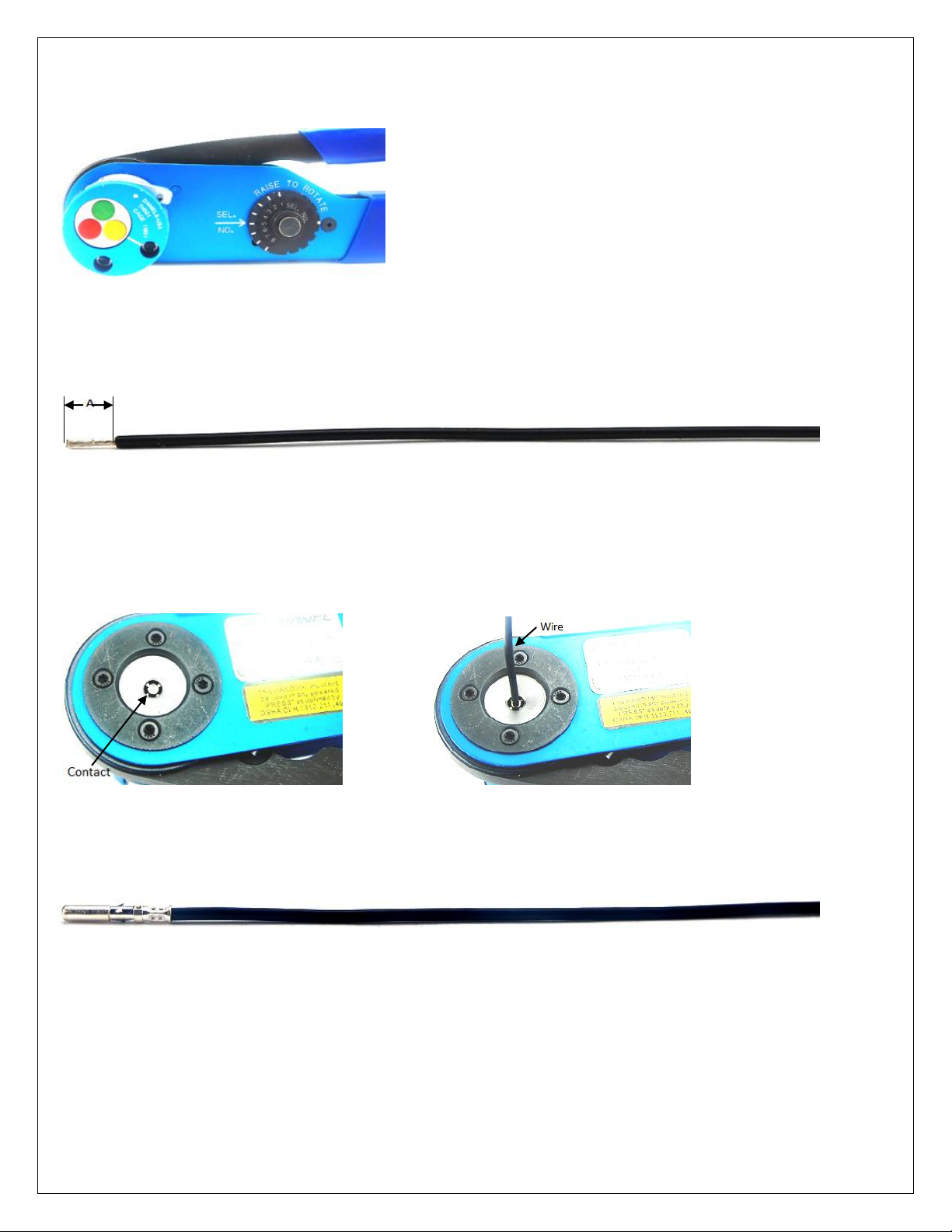
STEP 3) Strip wire to dimensions in “Contact Crimp Information” Table using a ruler along with a wire stripper
as shown in Fig. D.
Fig. D.
STEP 4) Turn the Selector Knob to suit the size of wire to be crimped.
NOTE: Crimp Tool Settings are based on Military Specifications, M22759/11XX Wire Standard. Adjust settings
to suit other Specifications.
STEP 5) Place Contact into Positioner. Insert Stripped end of wire into Contact and crimp as in Fig. E. and F.
Fig. E. (Contact in Crimp Tool) Fig. F. (Striped wire inserted in Contact)
STEP 6) Inspect crimped assembly for extruding strands of wire to prevent shorts and also check for retention
by a Pull and Return Test per IPC/WHMA-A-620A standard (Ch. 19.7.2) to match Fig. H. below.
Fig. G.
























