100DP/300DP DUAL PULSE RESISTANCE WELDING POWER SUPPLY
990-295 iii
CONTENTS
Page
Revision Record ........................................................................................................................................ ii
Contact Us .........................................................................................................................................v
Safety Notes ....................................................................................................................................... vi
Chapter 1. Description
Section I: Features .................................................................................................................................. 1-1
Features ..................................................................................................................................... 1-1
Description ..................................................................................................................................... 1-2
Section III: Major Components ............................................................................................................. 1-4
Major Components ........................................................................................................................... 1-3
Front Panel Display and Display Controls ............................................................................... 1-3
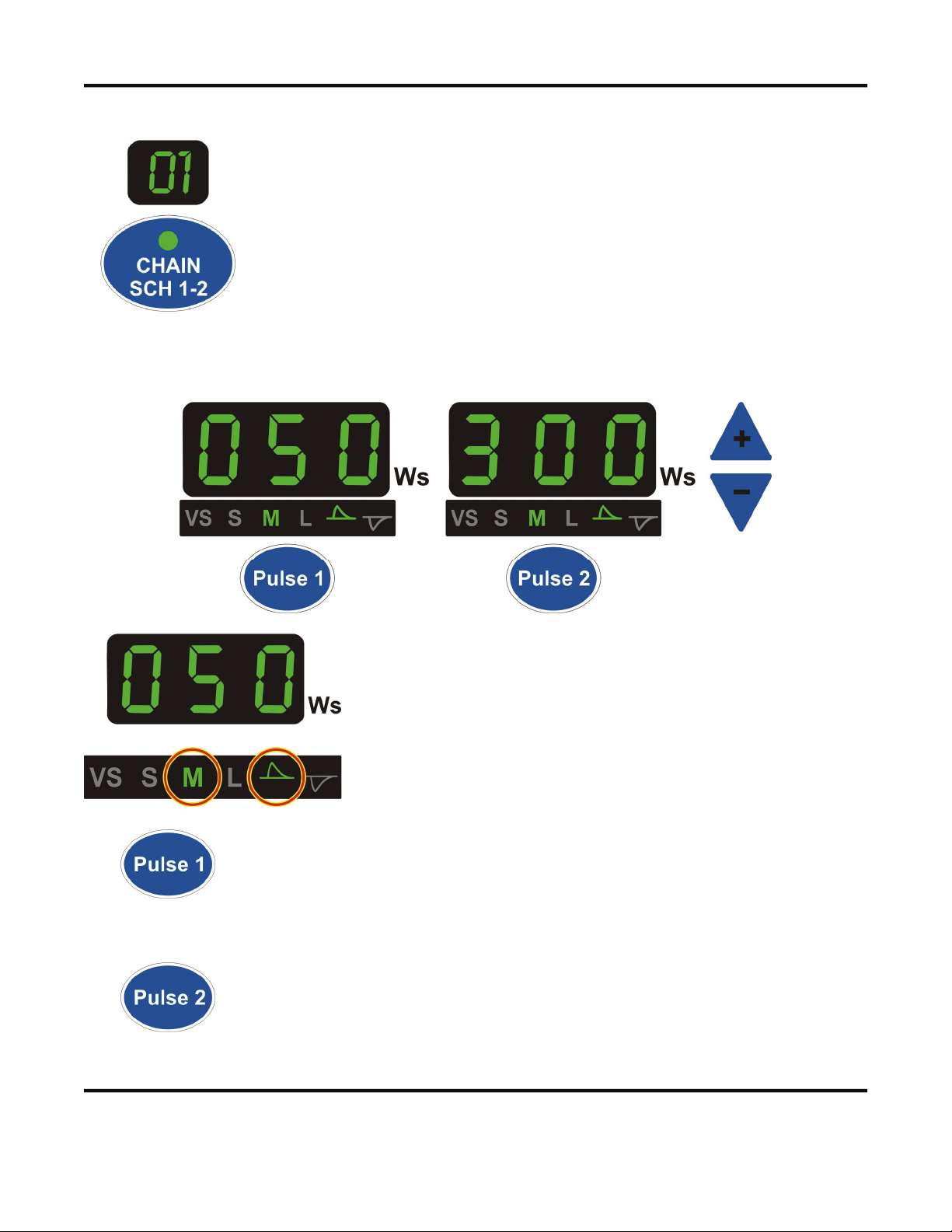
Schedule Number and Chain Switch ........................................................................................ 1-4
Energy and Pulse Indicators, Pulse Edit Buttons, Up/Down Buttons ...................................... 1-4
Polarity Select ........................................................................................................................... 1-7
Charge Monitor ........................................................................................................................ 1-7
WELD/NO WELD Switch ....................................................................................................... 1-7
Emergency Stop Switch Operation .................................................................................................. 1-7
Chapter 2. Installation and Setup
Section I: Installation ............................................................................................................................. 2-1
Unpacking ..................................................................................................................................... 2-1
Space Requirements ......................................................................................................................... 2-1
Utilities ..................................................................................................................................... 2-2
Power ..................................................................................................................................... 2-2
Compressed Air and Cooling Water ......................................................................................... 2-2
Input Logic Configuration ............................................................................................................... 2-2
Section II: Setup ..................................................................................................................................... 2-3
Connections to External Equipment ................................................................................................ 2-3
Weld Head Connections .................................................................................................................. 2-4
Foot Pedal-Actuated Weld Head Connection .................................................................................. 2-5
EZ-AIR Weld Head Connections ..................................................................................................... 2-6
Chapter 3. Operation
Section I: Introduction ........................................................................................................................... 3-1
Before You Start .............................................................................................................................. 3-1
Pre-Operational Checks ................................................................................................................... 3-1
Connections .............................................................................................................................. 3-1
Power ..................................................................................................................................... 3-1
Compressed Air ........................................................................................................................ 3-1
Adjust Buzzer Loudness .................................................................................................................. 3-1