Modco Industries LLC, 10650 FM 1484 Conroe, TX 77301 / Phone: 936-539-9222 / FAX: 936-622-6818
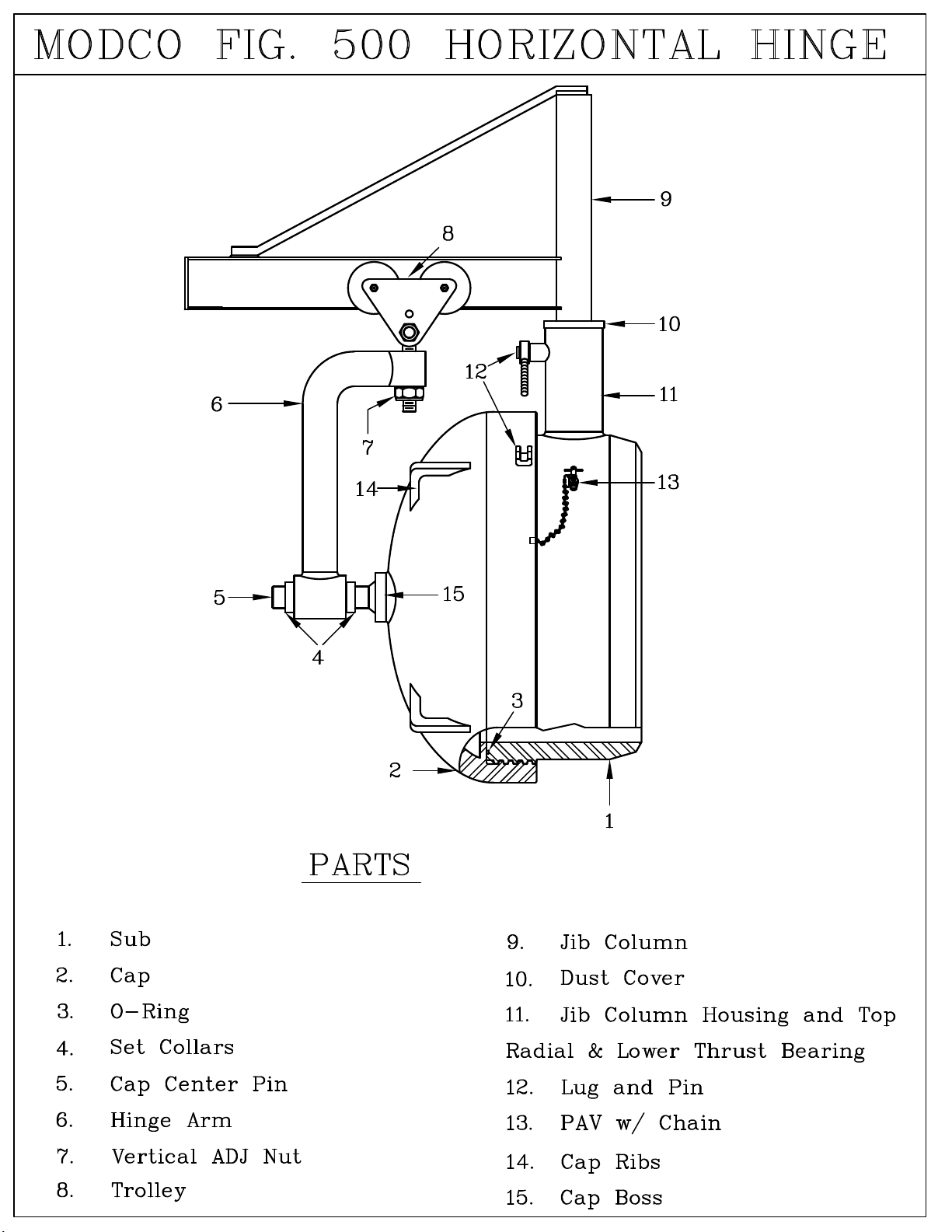
MODCO FIGURE 500 HORIZONTAL CLOSURES
OPERATION AND MAINTENANCE INSTRUCTIONS
PROPER HINGE ADJUSTMENT ON THE MODCO FIG. 500 CLOSURE IS NECESSARY TO INSURE THE
CLOSURE HINGE PROVIDES PROPER ALIGNMENT OF CAP AND SUB, AND AFFORDS BALANCE OF
CAP TO ELIMINATE THREAD DRAG DURING MAKE-UP AND ALLOW PORPER METAL TO METAL
CONTACT OF CAP SEALING FACE AND O-RING GROOVE LANDS.
VERY IMPORTANT: TO PREVENT SUB WARPAGE, THE WELDING INSTRUCTIONS
ATTACHED TO EACH CLOSURE SHOULD BE FOLLOWED BY THOSE
FABRICATING THE CLOSURE.
A. PRIOR SERVICE HINGE ADJUSTMENTS:
IF ANY DIFFICULTY IS ENCOUNTERED DURING MAKE-UP OF CAP ONTO SUB OR IF EXCESSIVE
THREAD DRAG IS NOTICED, THE FOLLOWING ADJUSTMENTS SHOULD BE MADE:
1. TO CHECK “PARALLEL” ALIGNMENT OF CAP TO SUB – UNSCREW CAP FROM
SUB AND PULL CAP BACK A FEW INCHES TO CHECK FOR “PARALLEL”
ALIGNMENT OF CAP TO SUB. TO ADJUST THE “PARALLEL” ALIGNMENT,
LOOSEN THE SET COLLARS LOCATED ON THE CAP CENTER PIN EITHER SIDE OF
HINGE ARM. IF CAP TILTS INWARD AT TOP OF SUB, MOVE THE HINGE ARM
ALONG THE CAP CENTER PIN TOWARD THE CAP. IF CAP TILTS OUTWARD AT
TOP OF SUB, MOVE THE HINGE ARM AWAY FROM THE CAP. AFTER PROPER
ADJUSTMENT IS MADE, TIGHTEN THE ALLEN SET SCREWS WHICH HOLD SET
COLLARS IN PLACE.
WARNING: ALWAYS TIGHTEN OUTBOARD SET COLLAR TIGHT, TO ELIMINATE CAP FROM
SLIDING OFF OF THE CAP CENTER PIN AND DROPPING FREE. INJURY COULD
RESULT.
2. “VERTICAL” ADJUSTMENT OF THE CAP – IS MADE BY TIGHTENING OR
LOOSENING THE ADJUSTING NUT ON THE VERTICAL ADJUSTING PIN. PROPER
ADJUSTMENT WILL PROVIDE BALANCE OF CAP ON THE HINE, AND ALL
WEIGHT OF THE CAP WILL TRANSFER TO THE HINGE AND THEREBY
ELIMINATE WEIGHT OF CAP ONTO SUB THREADS DURING MAKE-UP OF CAP
ONTO SUB.