T2 and Terminator Crimp Module
Doc. No: TM-638018500 Release Date: 11-26-12 UNCONTROLLED COPY age 2 of 39
Revision: A Revision Date: 11-26-12
Table of Contents
Contents
T2™ and Terminator Crimp Module ......................................................................................................................................................... 1
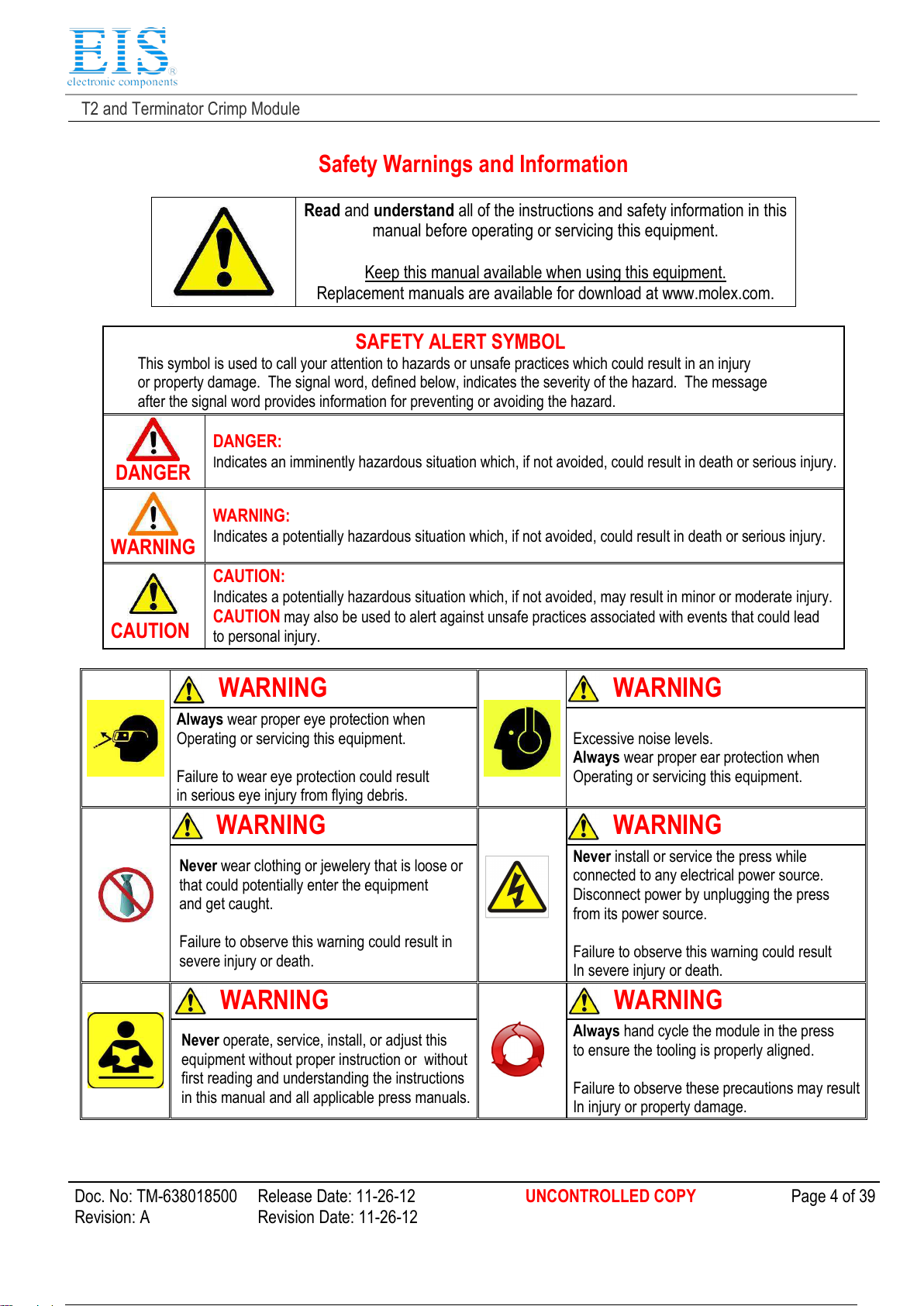
Safety Warnings and Information.............................................................................................................................................................. 4
Tooling Technical Assistance ................................................................................................................................................................... 5
rincipal Mechanical arts of the Crimp Module ...................................................................................................................................... 6
Section 1 ............................................................................................................................................................................................... 7
General Description ......................................................................................................................................................................... 7
1.1 ....... Description .......................................................................................................................................................................... 7
1.2 ....... Features .............................................................................................................................................................................. 7
1.3 ....... Technical Specification ....................................................................................................................................................... 7
1.4 ....... Delivery Check .................................................................................................................................................................... 7
1.5 ....... Crimp Tooling Accessories (optional) ................................................................................................................................. 7
1.6 ....... Tools ................................................................................................................................................................................... 7
1.7 ....... Application Tooling Specification Sheets ............................................................................................................................ 7
Section 2 ............................................................................................................................................................................................... 9
Set-Up and Operation ...................................................................................................................................................................... 9
2.1 ....... Shut Height ......................................................................................................................................................................... 9
2.2 ....... How to Manually Cycle the ress ..................................................................................................................................... 10
2.3 ....... Crimp Module Installation and Removal ........................................................................................................................... 10
2.4 ....... Tool Set Removal and Installation .................................................................................................................................... 11
2.5 ....... A Quick Checklist rior To The First Crimp ...................................................................................................................... 13
2.6 ....... Conductor Crimp Height Adjustment ................................................................................................................................. 14
2.7 ....... Insulation Crimp Height Adjustment .................................................................................................................................. 14
Section 3 ............................................................................................................................................................................................. 15
Troubleshooting ............................................................................................................................................................................. 15
Section 4 ............................................................................................................................................................................................. 16
Adjustments ................................................................................................................................................................................... 16
4.1. ...... unch and Anvil Alignment ............................................................................................................................................... 16
4.2. ...... Wire Stop Adjustment ....................................................................................................................................................... 16
4.3 ....... Rear Cover Adjustments ................................................................................................................................................... 17
4.4 ....... Track osition Adjustment (T2 tools only) ......................................................................................................................... 18
4.5 ....... Feed Finger Alignment ...................................................................................................................................................... 18
4.7 ....... Terminal Forward Feed Adjustment (Centering the Terminal to the Anvils) ..................................................................... 20
4.8 ....... Back Stroke Feed Adjustments (Terminal pitch or spacing on the strip) ........................................................................... 20
4.9 ....... Crimp Tooling Installation and Removal ........................................................................................................................... 21
Section 5 ............................................................................................................................................................................................. 23
Maintenance .................................................................................................................................................................................. 23
5.1 ....... Cleaning ............................................................................................................................................................................ 23
5.2 ....... Lubrication ........................................................................................................................................................................ 23
5.3 ....... Spare arts ....................................................................................................................................................................... 24
5.4 ....... erishable arts ................................................................................................................................................................ 24
5.5 ....... Crimp Module Storage ...................................................................................................................................................... 25
Section 6 ............................................................................................................................................................................................. 26
6.1 ....... Main arts List .................................................................................................................................................................. 26
6.2 ....... Frame Assembly ............................................................................................................................................................... 28
6.2 ....... Feed Assembly ................................................................................................................................................................. 29