408- 9222
Hand Crimping Tool 90418- 1
3of 4Rev ETyco Electronics Corporation
is too tight or too loose, change the setting
accordingly. The crimp should hold the insulation
firmly without cutting into it.
5. MAINTENANCE AND INSPECTION
5.1. Daily Maintenance
1. Remove all foreign particles with a clean, soft
brush, or a clean, soft, lint--free cloth. Make sure
the proper retaining pins are in place, and are
secured with the proper retaining rings.
2. Make certain all pivot points and bearing
surfaces are protected with a THIN coat of any
good SAE 20 motor oil. DO NOT oil excessively.
3. When the tool is not in use, keep the handles
closed to prevent objects from becoming lodged
between the crimping dies, and store the tool in a
clean, dry area.
5.2. Periodic Inspection
Regular inspections should be performed by quality
control personnel. A record of scheduled inspections
should remain with the tool and/or be supplied to
supervisory personnel responsible for the tool.
Though recommendations call for at least one
inspection a month, the inspection frequency should
be based on the amount of use, ambient working
conditions, operator training and skill, and established
company standards. These visual inspections should
be performed in the following sequence:
1. Remove all lubrication and accumulated film by
immersing the tool (handles partially closed) in a
suitable commercial degreaser that will not affect
paint or plastic material.
2. Make certain all retaining pins are in place and
secured with retaining rings. If replacements are
necessary, refer to parts listed in Figure 5.
3. Close the tool handles until the ratchet releases,
then allow handles to open freely. If they do not
open quickly and fully, the spring is defective and
must be replaced (see Section 6, REPLACEMENT
AND REPAIR).
4. Inspect the head assembly, with special
emphasis on checking for worn, cracked, or broken
dies. If damage to any part of the head assembly is
evident, return the tool for evaluation and repair
(see Section 6, REPLACEMENT AND REPAIR).
5.3. Crimp Height Inspection
Crimp height inspection is performed through the use
of a micrometer with a modified anvil, commonly
referred to as a crimp height comparator. TE does not
market crimp height comparators.
Proceed as follows:
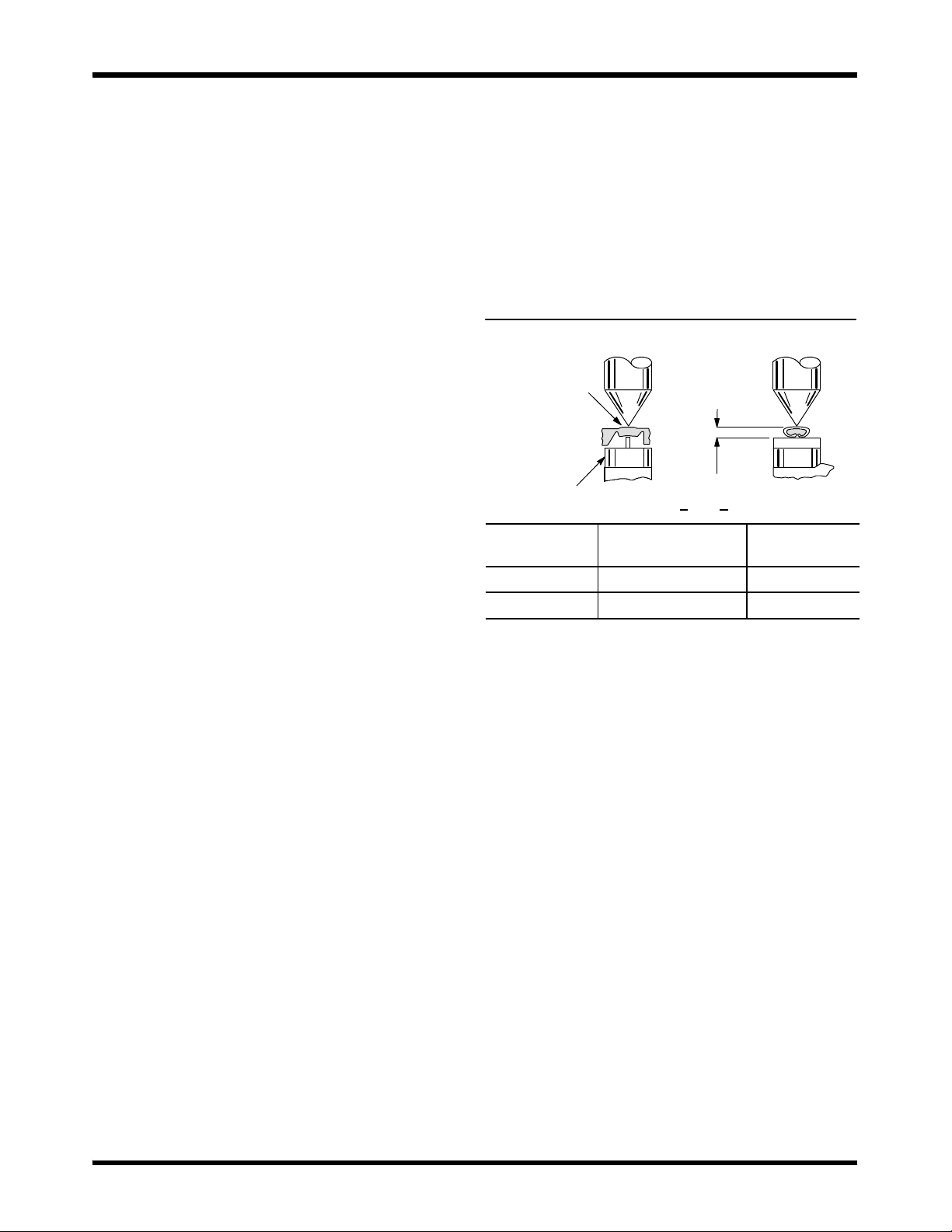
1. Refer to Figure 4, and select a contact and a
maximum wire size for each crimping chamber.
2. Refer to Section 3, CRIMPING PROCEDURE,
and crimp the contacts accordingly.
3. Using a crimp height comparator, measure wire
barrel crimp height as shown in Figure 4. If the
crimp height conforms to that shown in Figure 4,
the tool is considered dimensionally correct. If not,
return the tool for evaluation and repair (see
Section 6, REPLACEMENT AND REPAIR).
Position Point
on Center of
Wire Barrel
Opposite Seam
Modified Anvil A
+0.05 [+.002]
MAXIMUM WIRE
SIZE (AWG)
TOOL CRIMPING
CHAMBER MARKING
CRIMP HEIGHT
DIMENSION A
24 26--24 0.76 [.030]
22 22 0.86 [.034]
Figure 4
For additional information concerning the use of the
crimp height comparator, refer to Instruction Sheet
408--7424.
5.4. Ratchet Inspection
Obtain a 0.025 [.001] shim that is suitable for
checking the clearance between the bottoming
surfaces of the dies. Then proceed as follows:
1. Select a contact, maximum size wire, and the
designated crimping chamber for the wire being
used.
2. Position the contact and wire between the dies
according to Section 3. Holding the wire in place,
squeeze the tool handles together until the ratchet
releases. Hold the tool handles in this position,
maintaining just enough pressure to keep the dies
closed.
3. Check the clearance between the bottoming
surfaces of the dies. If the clearance is 0.025 [.001]
or less, the ratchet is satisfactory. If clearance
exceeds 0.025 [.001], the ratchet is out of
adjustment and must be repaired (see Section 6,
REPLACEMENT AND REPAIR).
If the tool conforms to this inspection, lubricate it with
a THIN coat of any good SAE 20 motor oil.