PRODUCT INFORMATION
HSK A63-D
TABLE OF CONTENTS
1 PRODUCT DESCRIPTION..........................................................................................................3
1.1 FEATURES.................................................................................................................................3
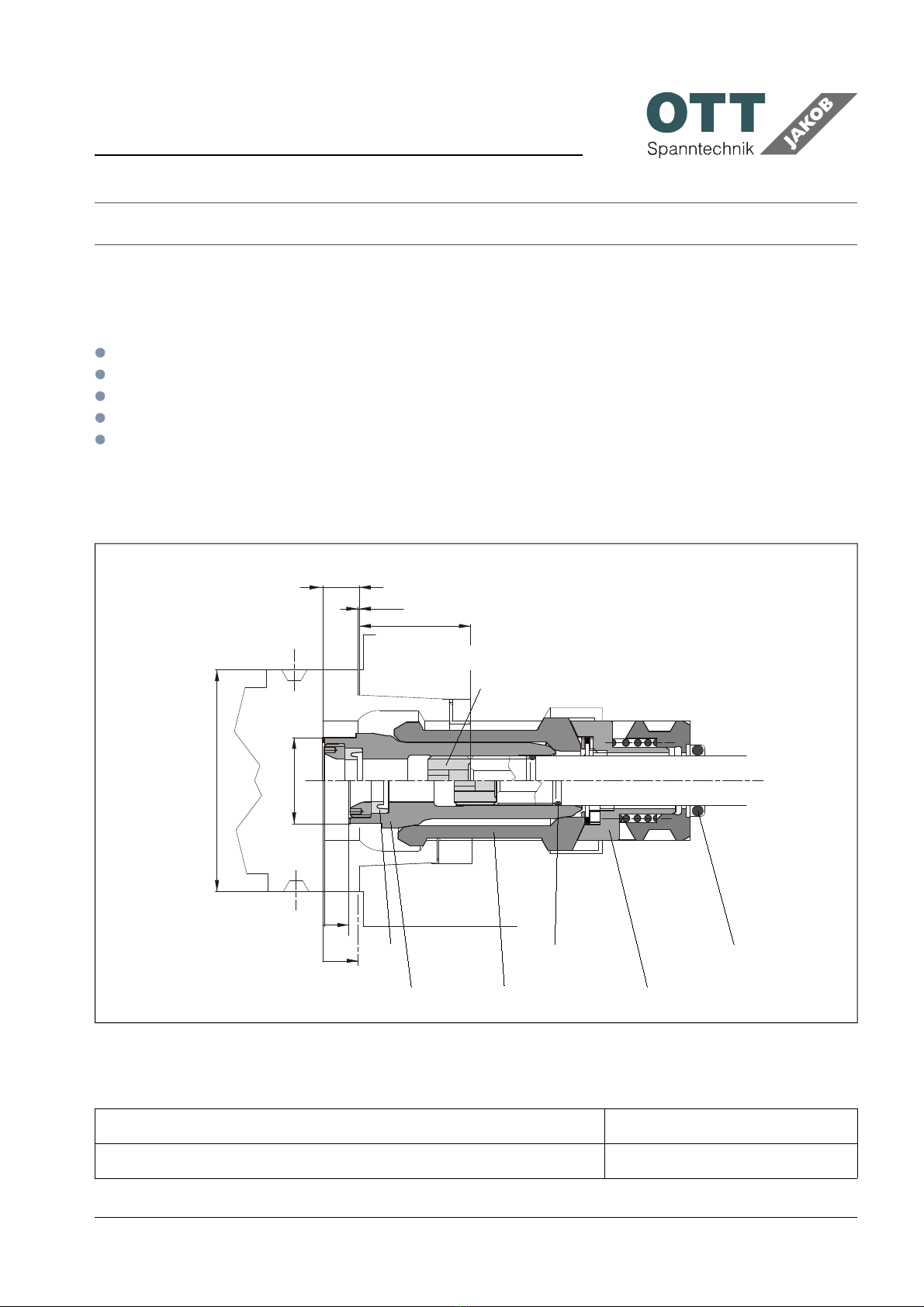
1.2 DIMENSIONS.............................................................................................................................3
1.3 ORDER NUMBER.......................................................................................................................3
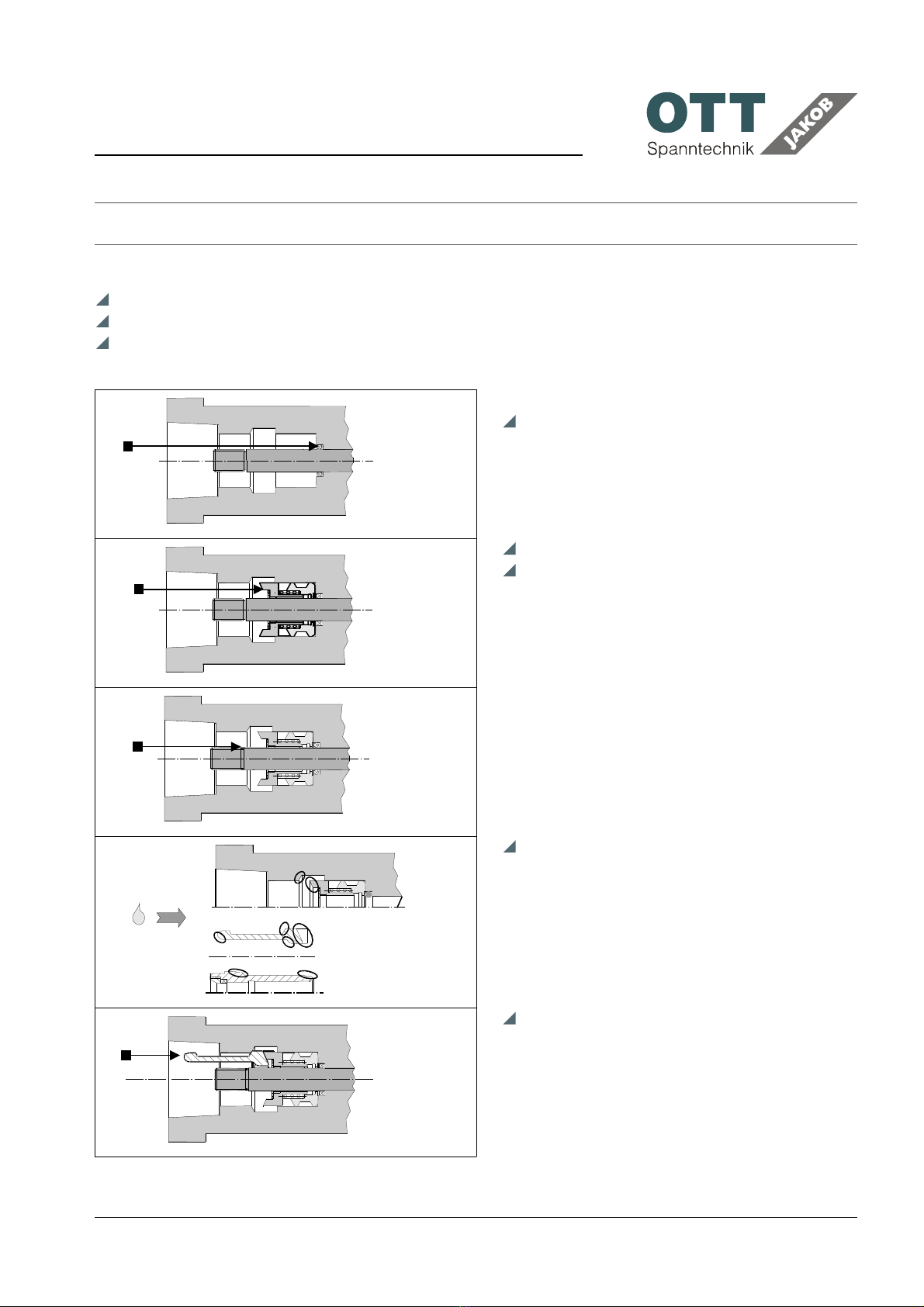
2 ASSEMBLY.................................................................................................................................4
3 OPERATION...............................................................................................................................6
3.1 TOOL INSERTING......................................................................................................................6
3.2 OPERATING CONDITIONS........................................................................................................7
3.3 INTERN COOLING SUPPLY.......................................................................................................7
3.4 COOLANT...................................................................................................................................8
3.5 GENERAL...................................................................................................................................8
4 MAINTENANCE.........................................................................................................................9
4.1 MAINTENANCE INTERVALS.....................................................................................................9
4.2 REGREASE CLAMPING UNIT..................................................................................................10
4.3 E CHANGE OF THE LIP SEAL................................................................................................11
4.4 BREAK OF A GRIPPER SEGMENT..........................................................................................11
4.5 DISASSEMBLE CLAMPING UNIT HSK...................................................................................12
4.6 WEARING PART LIST..............................................................................................................12
4.7 TROUBLE SHOOTING HSK......................................................................................................13
9560018926V00_PE_2018-09
Subject to modification due to technical advance! // 2