• Under no circumstances should the housing of the welder be opened.
• Always protect your eyes and face with a welding mask.
• Wear appropriate protective clothing such as a welding apron and sleeved gloves
etc.
• Avoid exposing skin as UV rays are produced by the arc.
• ScreenotheworkplacetoprotectothersworkingnearbyfromUVrays.
• Welding materials with contaminated surfaces may generate toxic fumes. Ensure
the surface is clean before welding. Avoid operating on materials cleaned with
chlorinated solvents or near such solvents.
• Donotweldmetalequipmentthatholds/containsammablematerials,gasesor
liquid combustibles.
• Zinc-platedorgalvanizedmaterialshouldnotbeweldedasthefumescreatedare
highly toxic.
• Do not use the welder in damp or wet conditions.
• Do not use cables with worn insulation or loose connections.
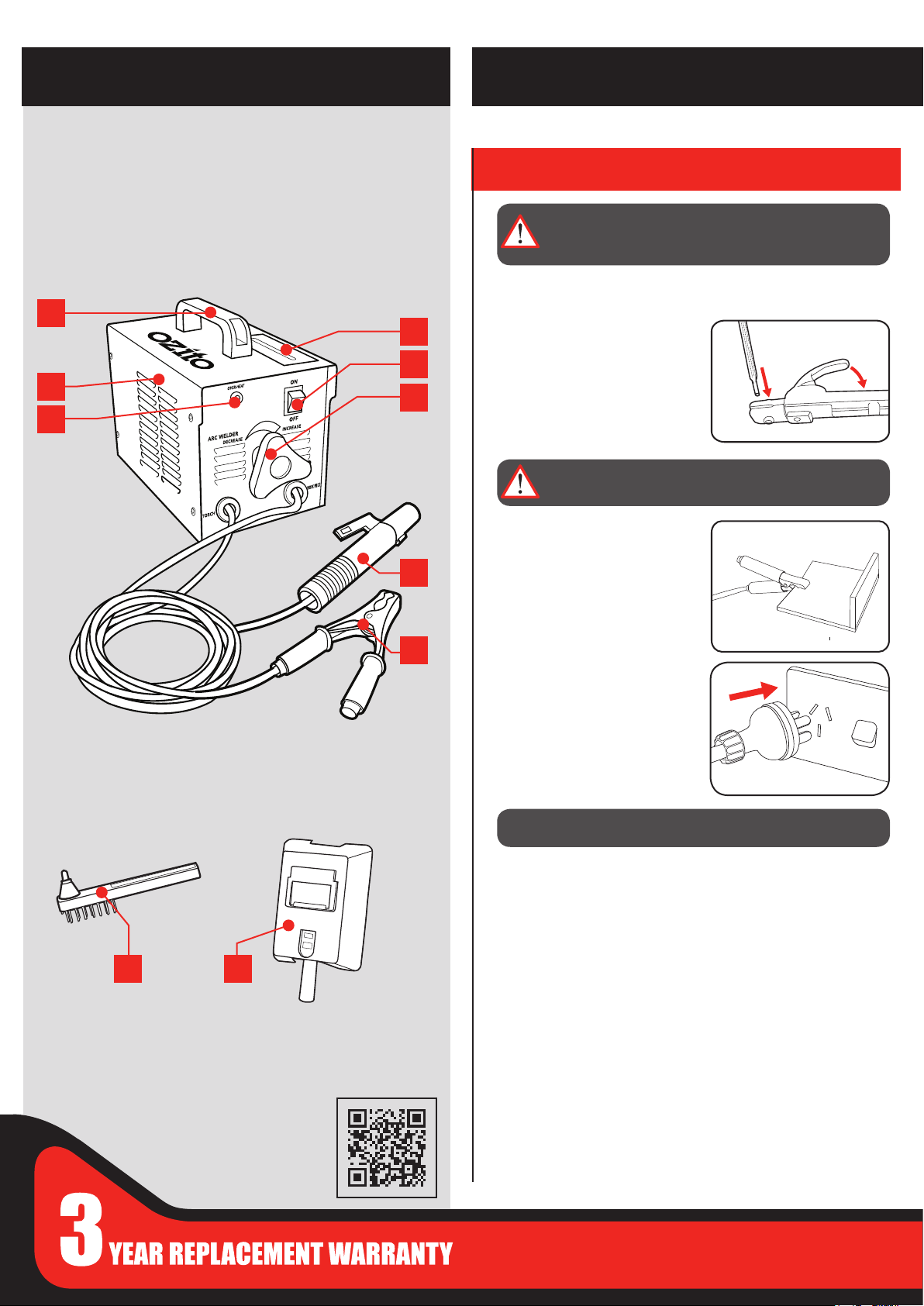
• Disconnect from the power supply before replacing electrodes.
• Avoid direct contact with the welding circuit.
• Do not use the welder to defrost piping.
• Ensure the welder is placed on a level surface to prevent overturning.
• Provide adequate ventilation or a means for removal of the welding fumes
produced (forced circulation using a blower or fan).
Fumes
ToxicgasesaregivenoduringtheARCweldingprocess,whichmaycollectinthe
welding area if the ventilation is poor. Be alert at all times to the possibility of fume
build-up.Insmallorconnedareasuseafumeextractor.
Glare
The electric arc generated by the arc process gives direct heat and ultraviolet
radiation. It is essential that the eyes of the operator and bystanders are protected
from the glare during welding.
ALWAYS USE A FACESHIELD OR WELDING HELMET FITTED WITH THE
CORRECT GLASS FILTER.
Heat
It is desirable that welding gloves are worn whilst welding. They will protect the
handsfromultra-violetradiationanddirectheatofthearc.
Dress
In addition to face shield, welding gloves and overalls, other types of protective
clothing should be worn when welding. Additional protective clothing such as a
leather apron, sock protectors and a hat will all assist in reducing any injuries due to
heat, sparks and slag produced during welding.
OVERALLS should also be worn. They should be of type designed to be buttoned at
the wrists and the neck.
WELDER SAFETY WARNINGS
WARNING! When using mains-powered tools, basic safety precautions, including the
following, should always be followed to reduce risk of re, electric shock, personal injury
and material damage.
Readthewholemanualcarefullyandmakesureyouknowhowtoswitchthetooloinanemergency,before
operating the tool.
Save these instructions and other documents supplied with this tool for future reference.
The electric motor has been designed for 230V and 240V only. Always check that the power supply
corresponds to the voltage on the rating plate.
Note:Thesupplyof230Vand240VonOzitotoolsareinterchangeableforAustraliaandNewZealand.
If the supply cord is damaged, it must be replaced by an electrician or a power tool repairer in order to avoid
ahazard.
Using an Extension Lead
Always use an approved extension lead suitable for the power input of this tool. Before use, inspect the
extension lead for signs of damage, wear and ageing. Replace the extension lead if damaged or defective.
When using an extension lead on a reel, always unwind the lead completely. Use of an extension lead not
suitableforthepowerinputofthetoolorwhichisdamagedordefectivemayresultinariskofreandelectric
shock.
It is recommended that the extension lead is a maximum of 25m in length. Do Not use multiple extension
leads.
The power supply for this product should be protected by a residual current device (rated at 30mA or less). A
residual current device reduces the risk of electric shock.
WARNING! Read all safety warnings and all instructions. Failure to follow the warnings and
instructionsmayresultinelectricshock,reand/orseriousinjury.
Save all warnings and instructions for future reference. The term “power tool” in the
warnings refers to your mains-operated (corded) power tool or battery-operated (cordless)
power tool.
1. Keep work areas clean. Cluttered work areas and benches can cause accidents.
2. Consider work area environment. Do not expose your equipment to high humidity or rain. Do not use
your equipment in damp or wet conditions. Keep the work area well lit. Do not use your tool where there
isariskofcausingreorexplosion,e.g.inthepresenceofammableliquidsandgases.
3. Keep children away. Do not allow children, visitors or animals to come near the work area or to touch
the equipment or accessories.
4. Dress appropriately. Wear the appropriate protective clothing. Wear a protective hair covering to keep
long hair out of the way.
5. Guard against electric shock. Prevent body contact with earthed or grounded surfaces. Electrical
safety can be further improved by using a high sensitivity (30 mA / 30 mS) residual current device (RCD).
6. Do not overreach. Keep proper footing and balance at all times.
7. Stay alert. Watch what you are doing. Use common sense. Do not operate the equipment when tired.
8. Secure work piece. If required, use clamps or a vice to hold the work piece.
9. Extension leads. Before use inspect the extension leads and replace if damaged. When using the
equipment outdoors, only use extension leads intended for outdoor use and marked accordingly.
10. Use appropriate equipment. Only use the equipment as outlined within this instruction manual. Do not
force the equipment to the job of heavier duty equipment. The equipment will do the job better and safer
at the rate for which it was intended. Do not force the equipment.
WARNING! The use of any accessory or attachment, or performance of any operation with this
equipment other than those recommended in this instruction manual may present a risk of personal
injury.
11. Check for damaged parts. Before use carefully check the equipment and power lead for damage.
Checkformisalignmentandseizureofmovingparts,breakageofparts,damagetoguardsandswitches
andanyotherconditionsthatmayaectitsoperation.Ensuretheequipmentwilloperateproperlyand
perform its intended function. Do not use the equipment if any parts are damaged or defective. Do
notusetheequipmentiftheswitchdoesnotturnitonando.Haveanydamagedordefectiveparts
repaired or replaced by an electrician or a power tool repairer. Never attempt any repairs yourself
12. Unplug the equipment. Unplug the equipment when it is not in use, before changing any parts,
accessories or attachments and before servicing.
13. Do not abuse the cord. Never carry the equipment by its cord or pull it to disconnect from the socket.
Keep the cord away from heat, oil and sharp edges.
14. Store equipment. When not in use, equipment should be stored in a dry, locked up or high place,out of
reach of children.
15. Maintain mains equipment with care. Keep the equipment clean and in good condition for better and
safer performance. Follow the instructions for maintenance and changing accessories. Keep handles
and switches dry, clean and free from oil and grease.
16. Have your tool repaired by an electrician or a power tool repairer. This power tool complies with
relevantsafetyrequirements.Toavoiddanger,electricalequipmentmustonlyberepairedbyqualied
technicians using original spare parts; otherwise this may result in considerable danger to the user.
17. Users.Thisequipmentisnotintendedforusebyyoungchildrenorinrmedpersonswithoutsupervision.
Young children should be supervised to ensure that they do not play with this equipment.
18. Replacement of the supply cord. If the supply cord is damaged, it must be replaced by an electrician
orapowertoolrepairerinordertoavoidahazard.
GENERAL POWER TOOL SAFETY WARNINGS
ELECTRICAL SAFETY