6
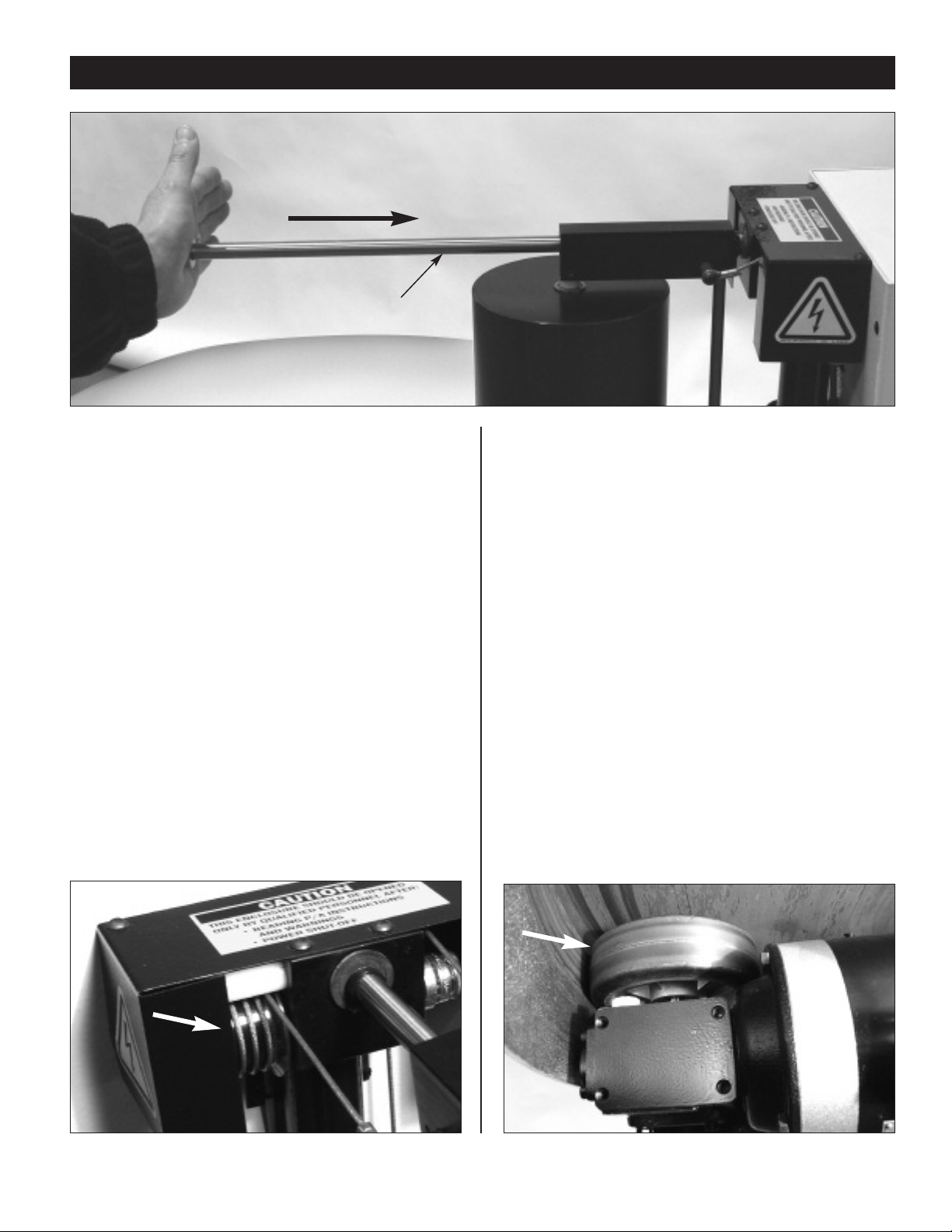
You may estimate this distance before positioning the
Pallet Reel by pulling off a strip from the coil to be used,
manually twist to 1/4 turn and measure the distance
needed to achieve an easy transition. Place the Control
Head of the Pallet Reel at this approximate measured
distance from the forming equipment.
OPERATIONS START-UP
Before beginning production with the Pallet Reel, complete
the following steps to ensure a safe and successful start-up.
Positioning (Refer to Figure 4))
Make sure the Pallet Reel is oriented so that the Control
Head Mast is aligned with the feed entry to the forming
equipment. Also, make sure that the table is placed to
accommodate the wind direction of the coils to be fed.
It is best to check positioning at this stage rather than later
when the pallet load is on the turntable.
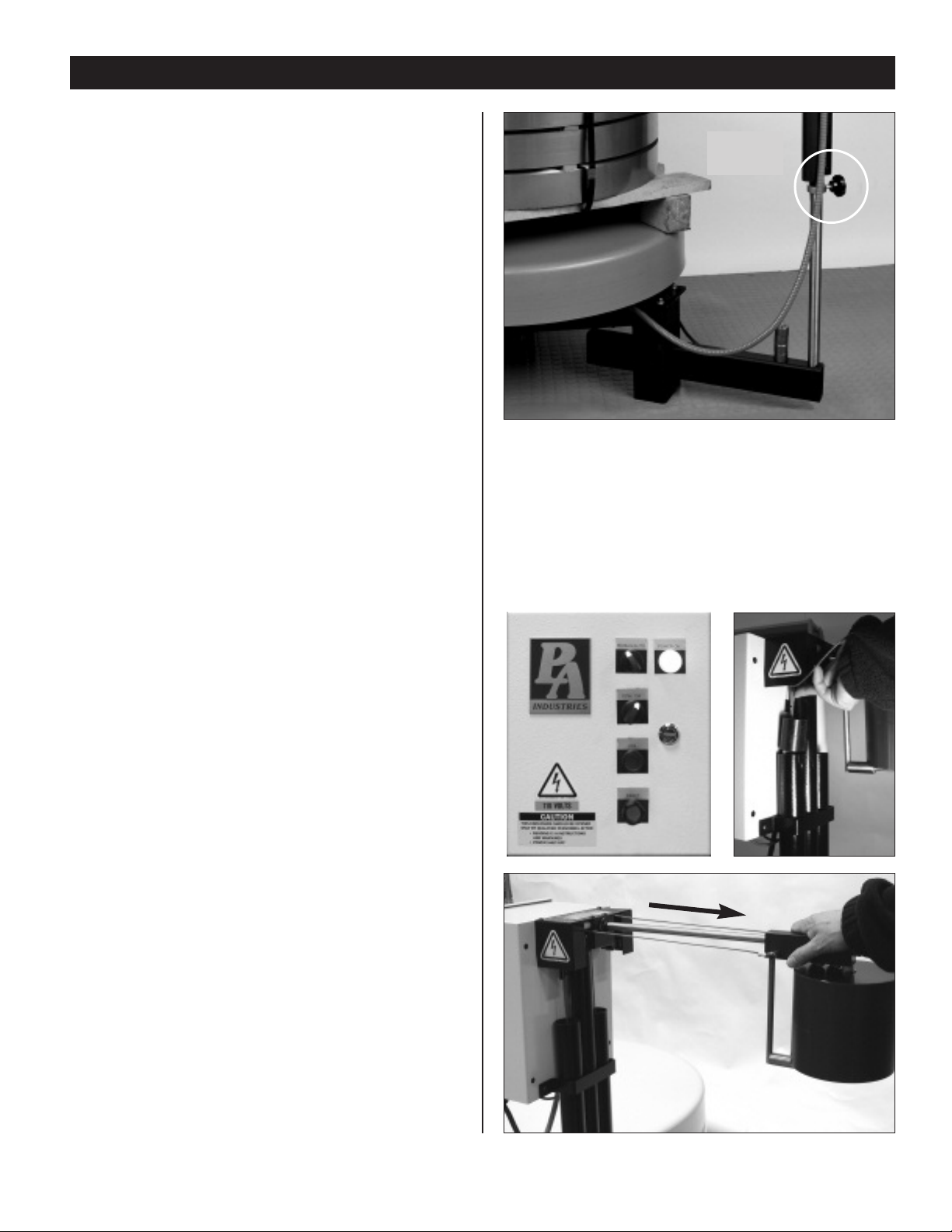
Clockwise/Counter-Clockwise (CW/CCW) Rotation
Examine the coils to be fed to determine the unwind
direction. Determine if the coil will rotate in a CW direction
or a CCW direction.
Set the CW/CCW Switch on the Motor Control Box to the
appropriate setting. Change setting of this switch only
when table rotation has stopped.
Loading
Load the pallet of coiled materials, being careful not to
strike the Control Head Assembly. The top portion of the
Control Head can be swiveled to the left or right to position
it away from the loading side.
Center these coils on the turntable with eyesight accuracy.
The Pallet Reel can tolerate a small amount of off-center
loading, however too great a miss-alignment will create an
oscillating rotation of the coils which will cause uneven
feeding and uneven loading on the Pallet Reel frame and
tabletop.
Be aware of the difference between centering the coil and
centering the pallet. Coils are not always centered on the
PALLETIZER
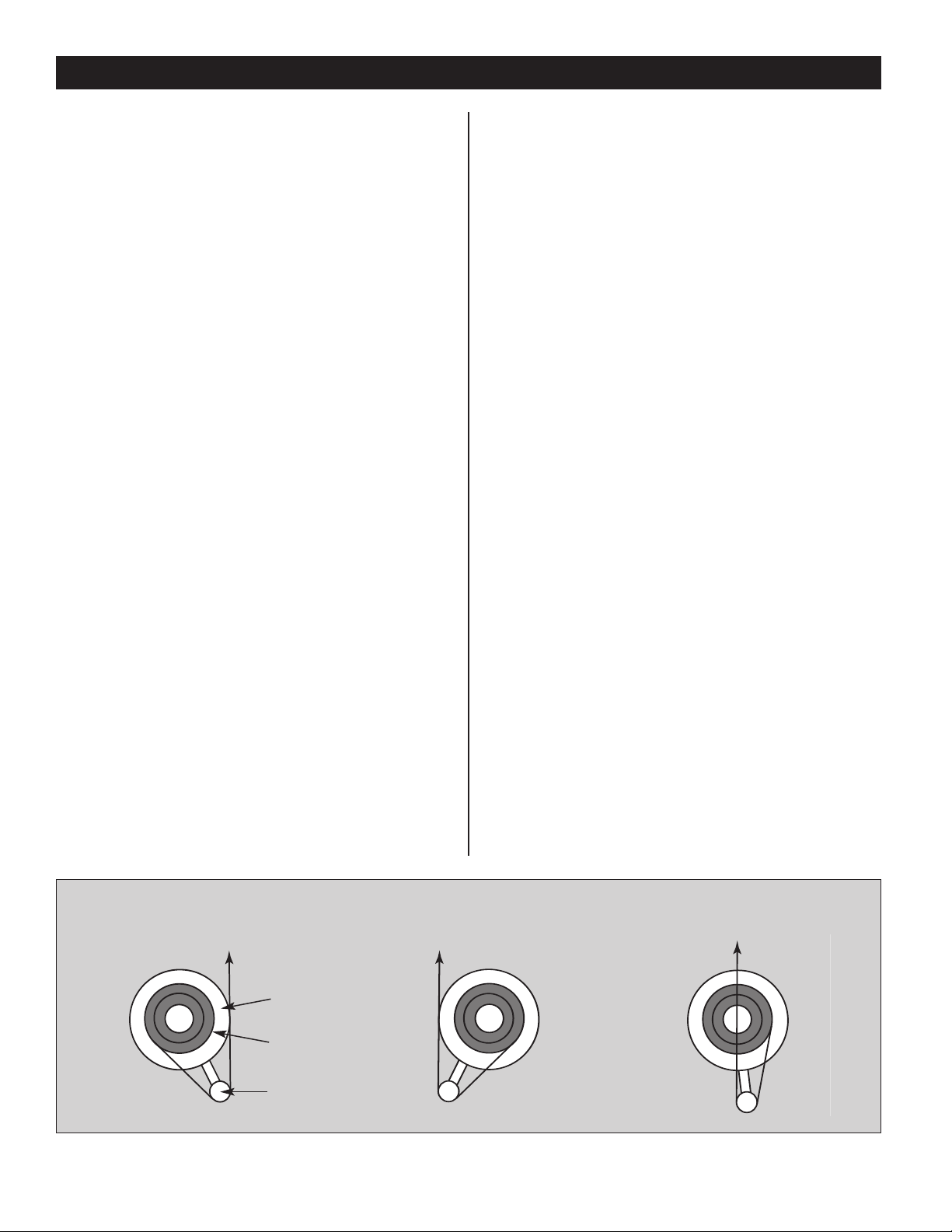
Position 1 – Right Position 2 – Left Position 3 – Center
Figure 4
Control Head
Material
Table
Material Feed
Direction
The Safety Interlock Circuit will allow you to shut down the
production equipment used in conjunction with the Pallet
Reel if the Pallet Reel detects a Drive Fault or a material
tight loop condition. There is a pre-wired circuit in the
Pallet Reel that requires connection to associated
production equipment.
Control Head Position (Figure 4)
The Control Head should always be aligned with the
production equipment feed entry so that the strip loop will
follow a straight run from the Pallet Reel Guide Drum
directly to the forming equipment entry. This alignment can
be done by visual line of sight from Control Head Mast to
feed entry.
Table Position (Figure 4)
The diagrams demonstrate the various material flow
options available. Although feeding the coil strip directly
back over the coil stack (Position 3) is a feasible option, it
is not highly recommended. Unwinding off to either side is
preferred since this reduces the opportunity for tangling
the strip on the coil stack and damaging the strip edge.
Also, offcenter feeding will allow a more parallel pull of
the strip from the coil.
Distance from Forming Equipment
The distance required between the Pallet Reel and the
forming equipment will depend on the characteristics of the
coil strip being used. There is no specific rule or formula
for this determination.
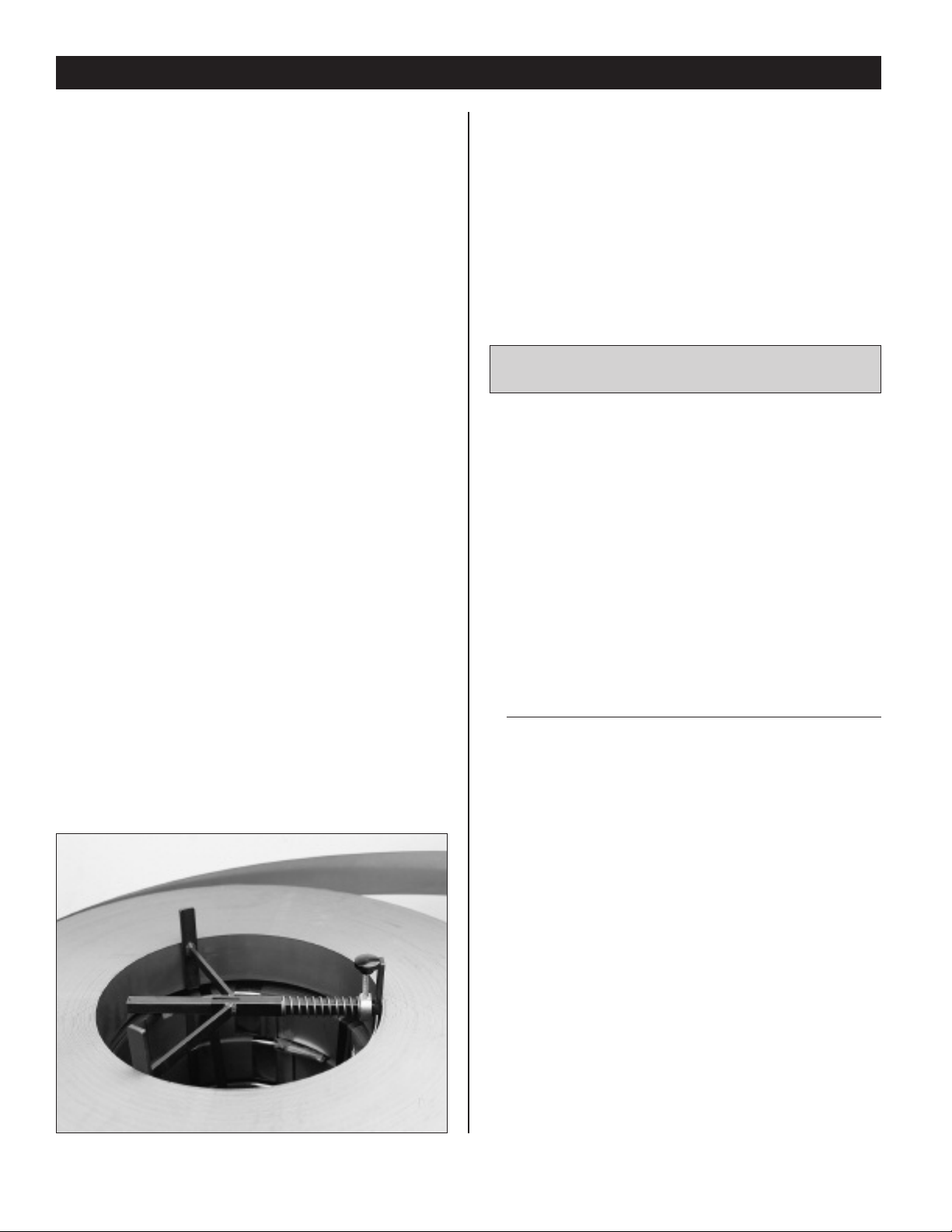
The strip material passes around the Pallet Reel Guide
Drum in a vertical position. As it feeds to the forming
equipment it will transition to a horizontal plane requiring
a1/4 turn or twist either to the left or right. The distance
required to achieve this twist easily,without kinking or
bending, will determine the position for the Pallet Reel.
Lighter, thinner materials will transition very easily and will
require little more than the 42" footprint of the Pallet Reel
itself. Heavier, thicker materials will require more loop
length to achieve the 1/4 twist and more set back will be
required.
You may estimate this distance before positioning the