Push Buttons –POSITION
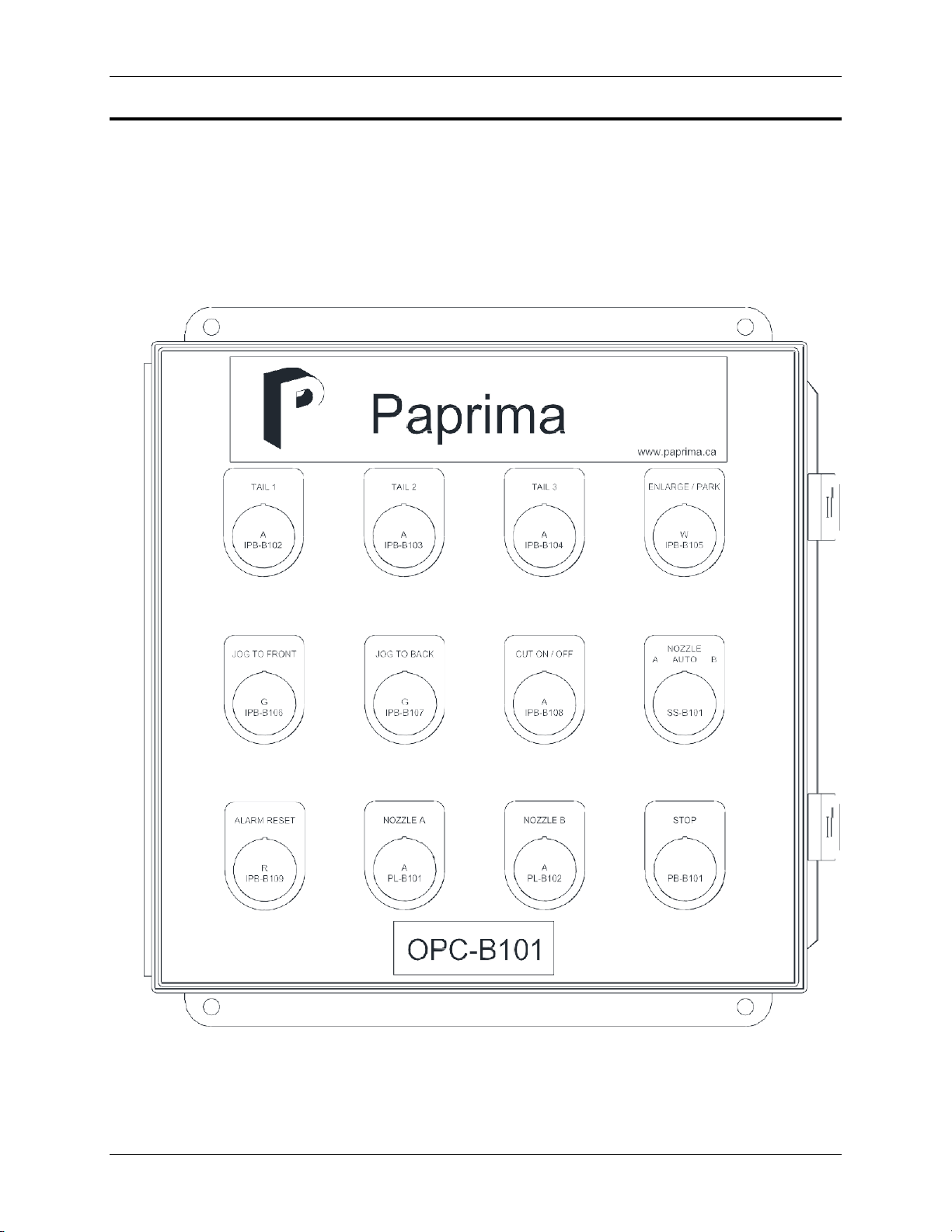
This section contains the following push buttons: TAIL 1, TAIL 2, TAIL 3, and ENLARGE /
PARK. The light of the push button is flashing when the tail cutter is travelling into position and
it turns on solid when the tail cutter is in position. Any position can be fine-tuned by pressing the
buttons JOG TO FRONT, OR JOG TO BACK. To set the last position into memory press both
buttons REPROGRAM.
Tail 1
Pressing and releasing the push button TAIL 1 moves the tail cutter carriage to its pre-set tail
position that generates the tail. At this moment one of the two jets per cutting head is coming
on.
Tail 2,3
Pressing and releasing the push buttons TAIL 2 or TAIL 3 moves the tail cutter carriage to its
pre-set tail positions, which generate a progressively wider tail. The jet remains on.
ENLARGE / PARK
Pressing and releasing the push button ENLARGE / PARK moves the tail cutter carriage over
the remaining paper width to the park position. Once in the park position the high-pressure
water jet will automatically turn off. If during tail cutting any of the three positions is selected
again, the carriages will reposition to the selected position with the jet remaining on.
Note: If the park position is on the tending side, the jet will turn off on the drive side and the jet
cutter will return at full speed to park tending side.
Push Buttons –Jog to Front / Jog to Back
Pressing either of the buttons JOG TO FRONT or JOG TO BACK allows to fine-tune the desired
new position in jog speed mode. The light for the selected tail position shuts off, and either the
JOG TO FRONT or the JOG TO BACK pushbutton light flashes rapidly indicating motion in the
selected direction of travel. To REPROGRAM the new position, press both buttons
simultaneously. Once the new position is set in memory, both pushbutton lights illuminate, and the
position light turns on solid to confirm the reprogrammed position. The carriage will now move to
the newly selected position whenever the button is pressed again.
Push Button –Cut ON / OFF
With the selector switch in the NORMAL mode, the CUT ON/OFF push button serves to turn the
jet on or off while the jet carriage is active either in a fixed tail cut position, or travelling in-between
positions. In the normal operating mode, the hydraulic power unit and the intensifiers will remain
on and the on/off command will only open and close the high pressure solenoid valve before the
tail cutting beam. If the jet is turned off in this way for more than a minute the intensifier pump and
hydraulic power unit will be automatically shut off. To indicate that the jet is on, the push button
light illuminates.