• Se till att förare lätt kan nå kontrollerna och
anslutningarna på maskinen.
Underhåll utfört av okvalicerade personer kan
orsaka skador.
• Använd inte okvalicerade tekniker för att
reparera dina elektriska apparater. Felaktiga
reparationer kan orsaka allvarliga skador och
till och med dödsfall under applicering.
• Komponenterna i gaskretsen arbetar under
tryck. Service av okvalicerade personer kan
orsaka livshotande explosioner och även
operatörer kan skadas allvarligt.
Överanvändning kan orsaka överhettning.
• Låt svalna. Se till att du följer arbetscykeln.
• Minska effekten eller minska arbetscykeln
innan du börjar svetsa igen.
• Blockera inte luftödet till enheten.
• Filtrera inte luftödet till enheten utan
godkännande från tillverkaren.
Migsvetsning kan orsaka störningar.
• Elektromagnetisk energi som avges under
svets- och skäroperationer kan störa känslig
elektronisk utrustning som
mikroprocessorer, datorer och datordriven
utrustning som robotar.
• Se till att all utrustning i svetsområdet är
elektromagnetiskt kompatibel.
• För att minska eventuella störningar, håll
svetskablarna så korta som möjligt, tätt intill
varandra och låga, t.ex. på golvet.
• För att undvika eventuella EMC-skador, gör
svetsoperationen så långt bort som möjligt,
minst 100 meter från känslig elektronisk
utrustning.
• Se till att svetsen är installerad och jordad
enligt denna manual.
• Om störningar fortfarande uppstår måste
användaren vidta extra åtgärder såsom att
ytta svetsen, använda skyddade kablar,
ledningslter och skärma av arbetsområdet
vid behov.
Statisk (esd) kan skada PC-kort.
• Sätt på ett jordat handledsband innan du
hanterar brädor och andra delar, använd
godkända statiska väskor och kartonger av
god standard för att lagra, ytta och
transportera PC-kort.
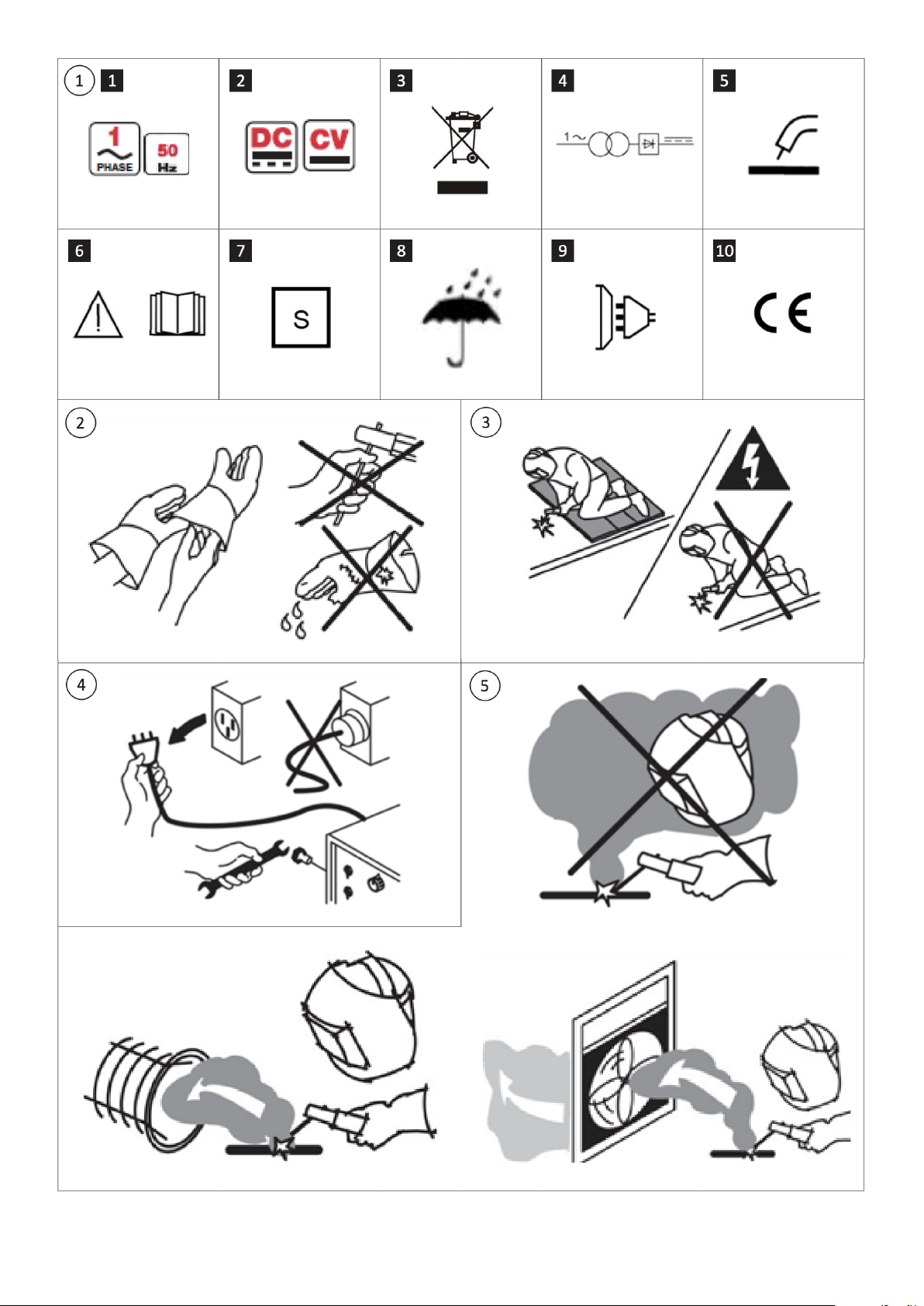
Skydd
• Utsätt inte svetsen för regn. Skydda den från
vatten och fukt för att undvika skador.
Följ alla säkerhetsregler som anges i manualen
för din och åskådares säkerhet!
2.4 Elektromagnetisk kompatibilitet (EMC)
Elektromagnetisk emission
• All elektrisk utrustning genererar små
mängder elektromagnetisk emission på
grund av strömöverföring i utrustningen.
Elektrisk emission kan överföras genom
kraftledningar eller utstrålas genom rymden,
liknande en radiosändare. När emissioner tas
emot av annan utrustning kan elektriska
störningar uppstå. Elektriska utsläpp kan
påverka svetsmaskiner såväl som många
typer av elektrisk utrustning som radio- och
TV-receptorer, numeriskt styrda enheter,
telefonsystem, datorer etc.
• Svets- och skärmaskiner är konstruerade för
att fungera för professionellt och industriellt
bruk. För andra applikationer, kontakta
tillverkarna.
• Användaren ansvarar för att installera och
använda utrustningen enligt instruktionerna i
denna manual. Om elektromagnetiska
störningar upptäcks är användaren ansvarig
för att lösa situationen och åtgärda
utrustningen omedelbart. Kontakta en erfaren
tekniker eller kontakta tillverkaren.
• I vissa fall kan lösningen vara så enkel som
att jorda svetskretsen. I andra fall kan det
handla om att konstruera en
elektromagnetisk skärm som omger
strömkällan och arbetet komplett med
tillhörande ingångslter. Dessutom måste
elektromagnetiska störningar reduceras till
den punkt där de inte längre är besvärliga.
• Av säkerhetsskäl, jorda inte kretsen. Kontakta
en auktoriserad elektriker för att ändra
jordningen. Elektrikern ska också vara
behörig att bedöma om förändringarna ökar
skaderisken, t.ex. genom att tillåta parallella
retur vägar för svetsströmmen, vilket kan
skada jordkretsarna för annan utrustning.
• Extra försiktighetsåtgärder krävs när svetsen
används i ett bostadsområde.
• Vidta extra försiktighetsåtgärder för att
uppfylla överensstämmelsen med svetsen,
inklusive H.F.-frekvens för ljusbågens
tändning och stabilisering.
• Se till att du kontaktar teknisk support för
ytterligare hjälp. Dessutom kan du behöva
skyddade kablar och, i vissa fall för att lösa
specika uppgifter, en dator eller annan
elektrisk och elektronisk utrustning ansluten
till svetsen.
EMC är Klass A enligt CISPR II