SRG‐4600OVERVIEW
TheSRG‐4600isaportable,lithium‐ionbatterypoweredinstrumentusedforcheckingsurfacefinishwiththemeasured
valuesdisplayedonadigitalreadout.Thisinstrumentcanbeutilizedinalaboratorysetting,ashopinspectionarea,or
whereveron‐sitesurfaceroughnesstestingisrequired.
Note:
Althoughthisinstrumentisdesignedandbuilttowithstandtherigorsofhandlingandusage,itisasensitiveprecision
instrumentandshouldbetreatedwithcaretoassuremeasurementaccuracyandreliableperformance.
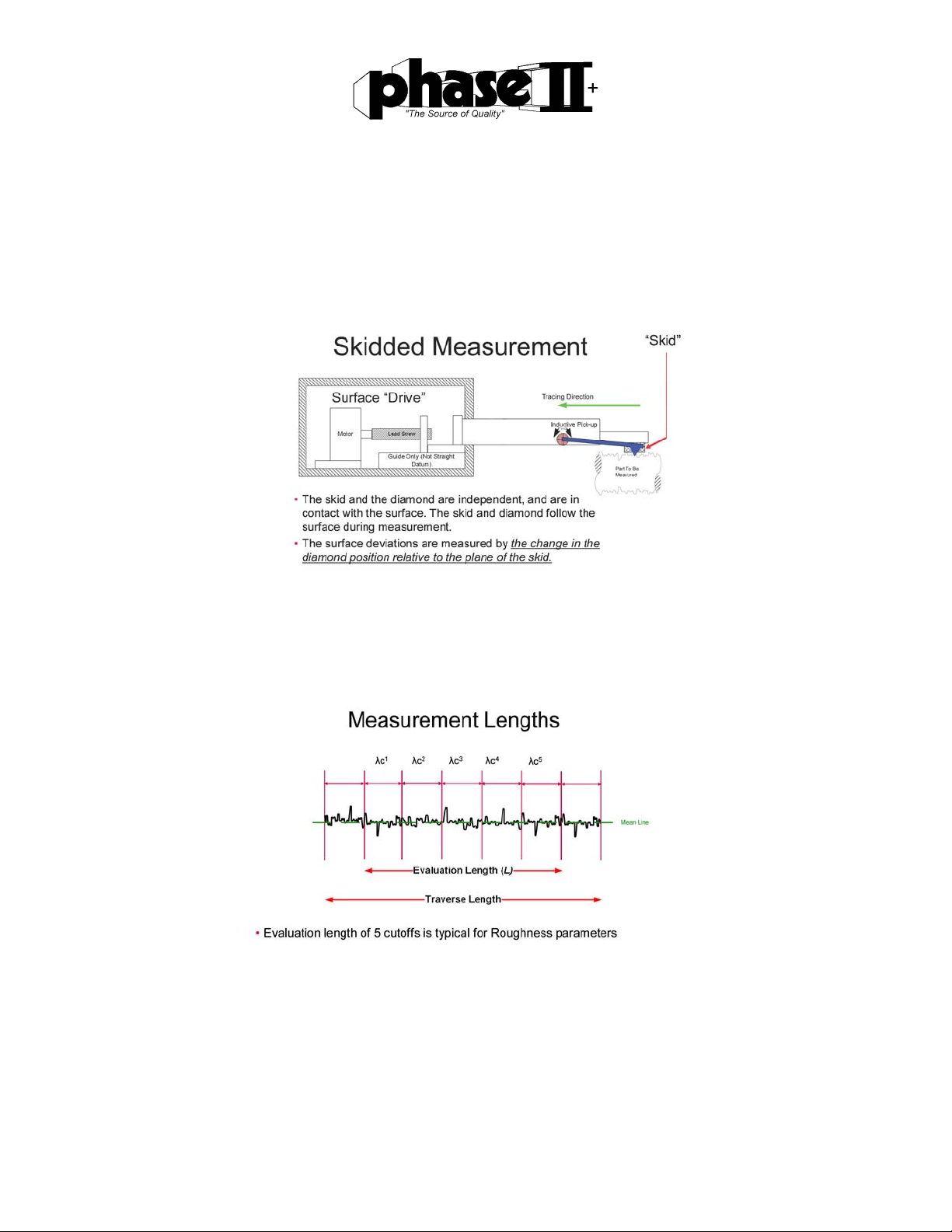
Measurementprinciple:Skidtypesurfaceroughnesstestersarecommoninstrumentsusedontheshopfloor.Adiamondstylus
istraversedacrossthespecimenandapiezoelectricpickuprecordsallverticalmovement.Peaksandvalleysarerecordedand
convertedintoaknownvalueofagivenparameter.
FeaturesofSRG‐4600
9parameters:Ra,Rq,Rz,Rmax,Rt,Rs,RSm,Rmr,RPc
Highaccuracyinductancepickup;
FourfilteringmethodsofRC,PC‐RC,GAUSSandD‐P;
CompatiblewithfourstandardsofISO,DIN,ANSIandJIS;
Canstore20setsofmeasurementsresults
128×64dotmatrixLCDdisplaysallparametersandgraphs;
Dataprocessingwithhighspeedandlowpowerconsumption;
Built‐inhighcapacitylithiumionchargeablebattery.Consecutiveworktimeislongerthan20hours;
CanbeconnectedtoyourPCprintertoprintallparametersandgraphs;
Built‐instandardUSBinterfaceenablescommunicationwithPC;
Automaticswitchoff,memoryandvariouspromptinstructions;
Optionalprinter,analysissoftwareandmeasurementplatform.
Measuringrange ZAxis(Vertical) 160μm
XAxis(Horizontal) 17.5mm
Resolution ZAxis(Vertical) 0.01μm/±20μm
0.02μm/±40μm
Measurementitem Parameters Ra,Rq,Rz,Rmax,Rt,Rs,RSm,Rmr,RPc
Standard ISO,ANSI,DIN,JIS
Graphic Roughnessprofile,Materialratiocurve,Direct
profile
Filter RC,PC‐RC,Gauss,D‐P
Samplinglength(
r) 0.25, 0.8, 2.5mm
Assessmentlength(
n) Ln=
r×nn=1‐5
PickupPrinciple Differentialinductance
Stylus NaturalDiamond,90°coneangle,5μmtip
radius
Force <4mN
Skid Ruby,Longitudinalradius40mm
Traversingspeed
r=0.25,Vt=0.135mm/s
r=0.8,Vt=0.5mm/s
r=2.5,Vt=1mm/s
ReturnVt=1mm/s
ccurac
Lessthanorequalto±10%
Repeatabilit
Lessthanorequalto6%
Powersuppl
Buil
‐inLithiumionbattery,ACadapter
8.4V,800mA
L×W×H119×47×65mm
WeightApprox. 380g