ProCo 240 Instruction manual

Installation, Operation &
Maintenance Manual
Style 240/242
2431 North Wigwam Dr.
Stockton, CA 95205
Phone: 800-344-3246
Fax: 209-943-0242

Proco Products, Inc. Page 1 2013 IOM 240/242
Table of Contents
1.0 Introduction: 2
2.0 Storage and Handling: 2
2.1 Storage: 2
2.2 Large Joint Handling: 3
3.0 Prior to Installation: 3
3.1 Verify System Parameters: 3
3.2 Pipe Anchoring/Supports: 3
3.3 Pipe Alignment: 4
3.4 Concurrent Movement Calculation: 5
3.5 Unpack/Inspect Expansion Joint: 5
4.0 Expansion Joint Installation: 6
4.1 Installation Precautions: 6
4.2 Control Unit Installation Configurations: 7
4.3 Installation Procedures: 9
5.0 System Testing: 14
6.0 Operation and Maintenance Procedures: 14
7.0 Trouble Shooting: 15
Appendix A: Torque Data: 16
Appendix B: Installation Record Sheet: 18

Proco Products, Inc. Page 2 2013 IOM 240/242
1.0 Introduction:
Proco Products, Inc. (Proco) rubber expansion joints are flexible connectors fabricated of natural or synthetic
elastomers and fabrics and if necessary metallic reinforcements, to provide stress relief in piping systems due to
thermal expansion/contraction, mechanical vibration and/or system movements. This installation, operation and
maintenance manual will cover the general practices for the proper installation, operation and maintenance of the
Proco molded spherical type rubber expansion joints. The Proco style of rubber expansion joints covered in this
guide include the style 240 and style 242, molded rubber expansion joints incorporating floating flanges.
Figure 1: Style 240 & 242
Note: The style 242 comes with a reinforcing ring in-between the 2 arches and depending on the size the reinforcing
ring is either embedded in the carcass or exposed.
2.0 Storage and Handling
2.1 Storage
2.1.1Inside:
The ideal storage location for an expansion joint is in a warehouse setting with a relatively dry
and cool location. Store the expansion joint face down on a pallet or wooden platform. Do not
lay other boxes on top of the expansion joint or expansion joint box.
2.1.2 Outside
If the expansion joint is to be stored outside, keep the expansion joint protected in a waterproof
protected crate until ready for installation. Also keep the expansion joint protected from any
external elements such as direct UV exposure and/or animals. Do not lay other boxes on top of
the expansion joint or expansion joint box.
Proco Products, Inc. Page 3 2013 IOM 240/242
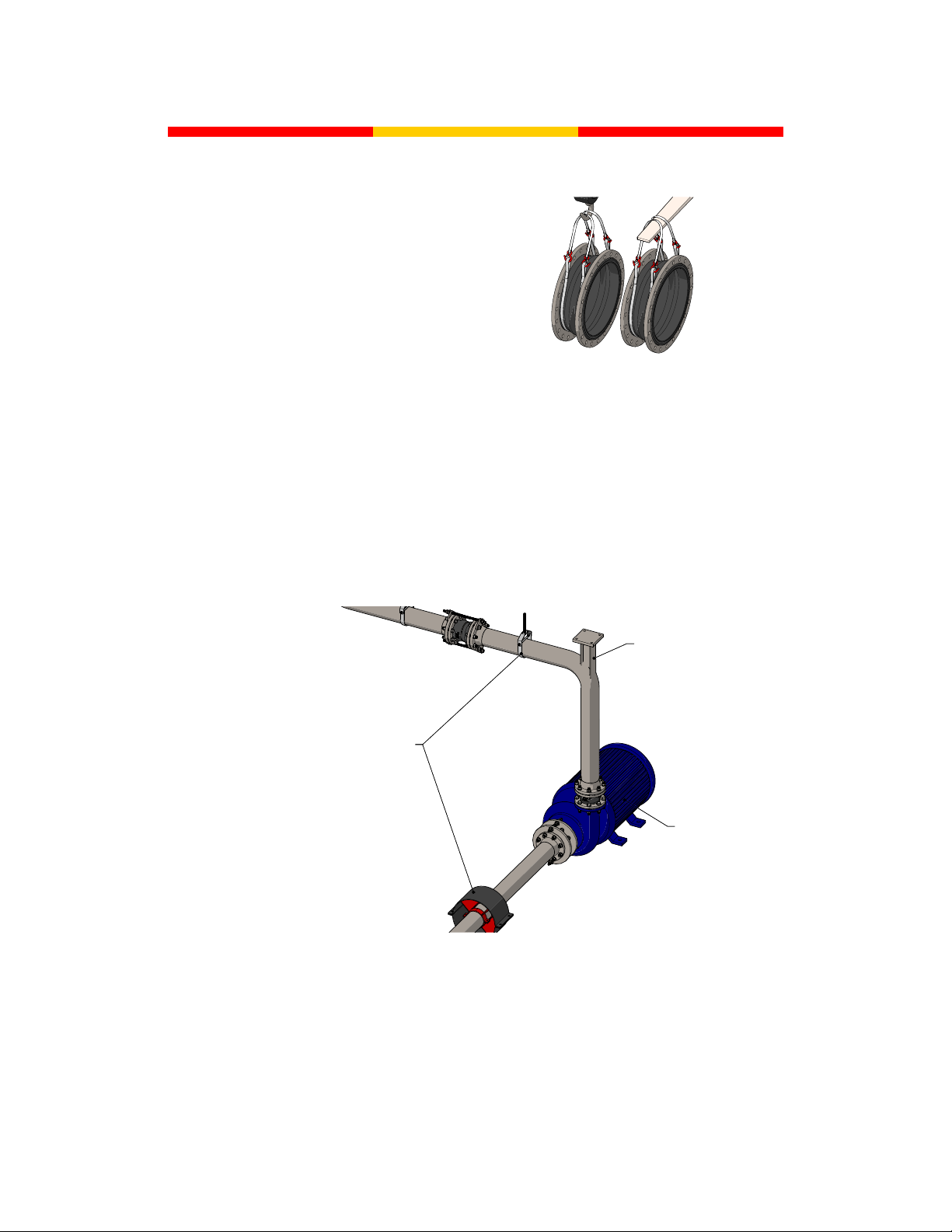
2.2 Large Expansion Joint Handling:
In the case of large size expansion joints,
special care should be taken in loading, hoisting
and lowering, being careful not to hit against
adjacent equipment, forklift tines, crane cables,
etc. Lift utilizing nylon slings around the exterior
of the expansion joint as shown in Figure 2.
Position the slings to each side of the arch; this
will help prevent any damage to the arch as well
as to ensure that the weight is evenly distributed
during installation.
3.0 Prior to Installation:
3.1 Verify System Parameters
Check the system design parameters for the point of installation to ensure that the supplied expansion
joint meets the system requirements and that the system requirements do not exceed the rated
capabilities of the supplied expansion joint. (Pressure, Temperature, Material Compatibility, System
Movements)
3.2 Pipe Anchoring/Supports
Figure 3: Properly Anchored and Supported/Guided System
3.2.1 Anchoring:
Solid anchoring is required wherever the pipeline changes direction and expansion joints should
be located as close as possible to anchor points. If proper anchor points are not used, the
pressure thrust may cause excessive movements in the expansion joint and cause damage.
PROPERLY SUPPORTED
AND GUIDED PIPE SYSTEM
ANCHORED PUMP
PROPERLY ANCHORED
PIPE SYSTEM
PROPERLY SUPPORTED
AND GUIDED PIPE SYSTEM
ANCHORED PUMP
PROPERLY ANCHORED
PIPE SYSTEM
Figure 2: Large Joint Handling
Proco Products, Inc. Page 4 2013 IOM 240/242
3.2.2 Supports:
Check the piping supports where the rubber expansion joint will be installed. Piping to and from
the location of installation for the expansion joint must be properly supported and guided to
ensure that the weight of the piping is not transferred to the expansion joint.
3.3 Pipe Alignment
Inspect the system for proper alignment as stated in the procedures listed below for axial, lateral, angular
and torsional alignment. Piping misalignment in the system should not exceed a maximum of ±1/8” per the
Fluid Sealing Association (FSA). If the maximum allowable misalignment is exceeded, the piping should
be corrected before installation of the expansion joint. The piping must be prepared to receive the rubber
expansion joint, never the contrary, as this would result in compressing, extending, laterally deflecting or
angularly bending the expansion joint until it fits into the available clearance for installation. This will result
in additional movements for the expansion joint, thereby decreasing its movement capabilities during
operation and lead to a possible failure.
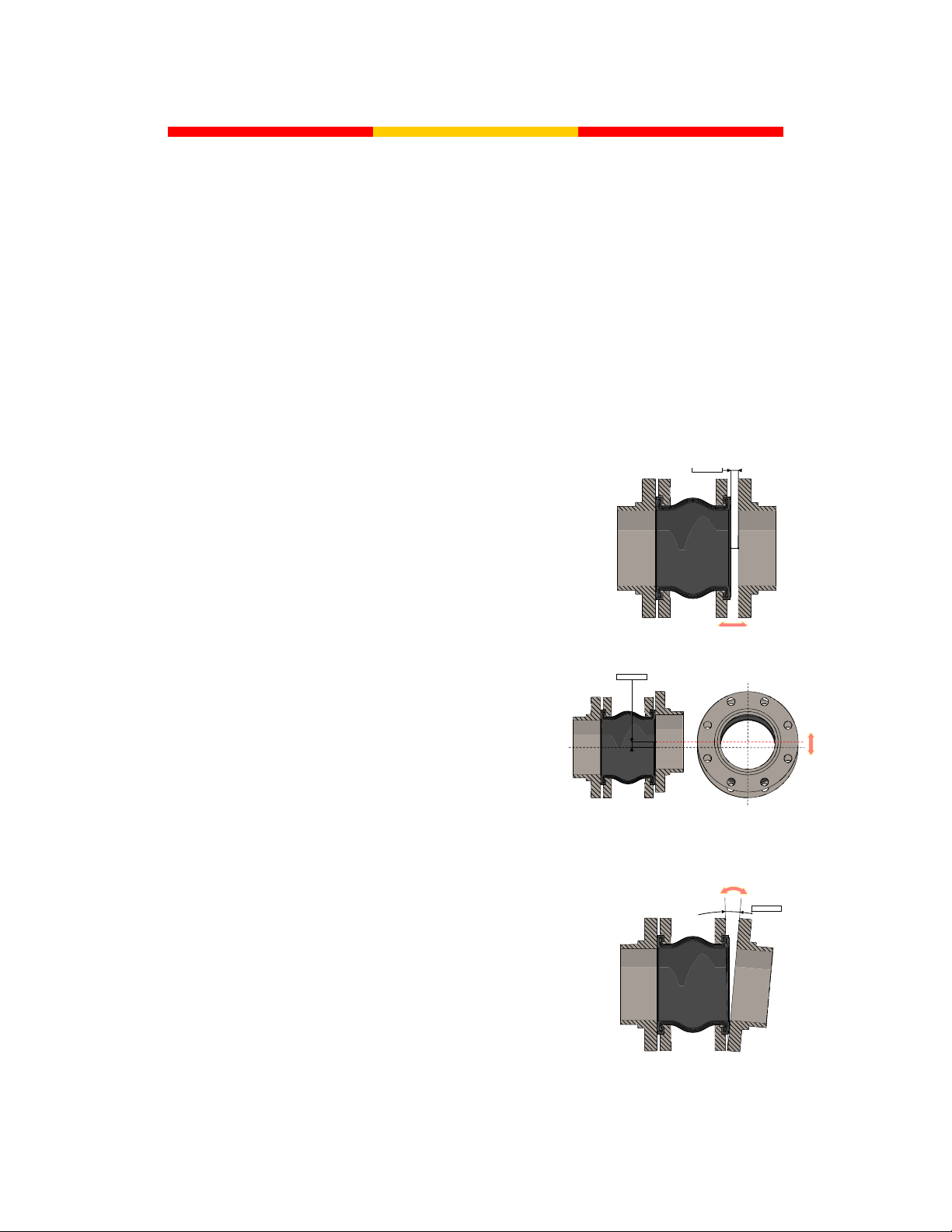
3.3.1Axial Misalignment
To measure for axial misalignment, measure the
perpendicular distance from the inside of one
mating flange to the inside of the other, the area in
which the expansion joint is to be installed. This
measured dimension should correspond to the
ordered expansion joint’s face-to-face or overall
length dimension otherwise an axial misalignment
is indicated.
3.3.2 Lateral Misalignment
To measure for lateral misalignment, place a
level on the outside edge of the mating flanges
and measure the distance across. Repeat the
measurement at least 3 times to obtain a total of
4 measurements evenly distributed around the
circumference of the mating flanges (6-8 total
measurements for large ID expansion joints). Any
variation in the measured dimensions and an
inconsistency in the level, indicates a lateral
misalignment.
3.3.3Angular Misalignment
To measure for angular misalignment between
mating flanges, the distance from one mating flange
to the other will need to me measured. Measure the
perpendicular distance from the inside of one
mating flange to the inside surface of the other
mating flange. Take several of these measurements
in various positions around the mating flanges. Any
variation in the measured dimensions indicates that
the mating flanges are not parallel and are angularly
misaligned.
AXIAL
OFFSETAXIAL
OFFSET
Figure 4: Axial Misalignment
LATERAL OFFSETLATERAL OFFSET
Figure 5: Lateral Misalignment
ANGULAR OFFSET
Figure 6: Angular Misalignment
This manual suits for next models
1
Table of contents

















