INSTALLATION & OPERATING INSTRUCTIONS
Stock Guide Rollers: The stock guide rollers are adjusted by loosening
the screws and moving the rollers along the slot to the
desired position, then re-tightening the screws. For best
results the stock should be centrally located in the feed.
Clamp Washers: Rapid-Air feeds are shipped with the clamp washers
on the top side of the clamps. These washers can be changed
from the top side of the clamps to the under side of the clamps
to accommdate thicker materials. Do not operate the feed
with loose feed and stock clamps.
Feed Length Adjustment: The notches in the guide rail provide for
coarse adjustment. Remove stop block clamps and move
stop block to desired location, then re-install clamps. The
final (fine adjustment) is made by the adj. screw in the stop
block. After final adjustment has been made, secure adj.
screw with locking nut located at the rear of the stop block.
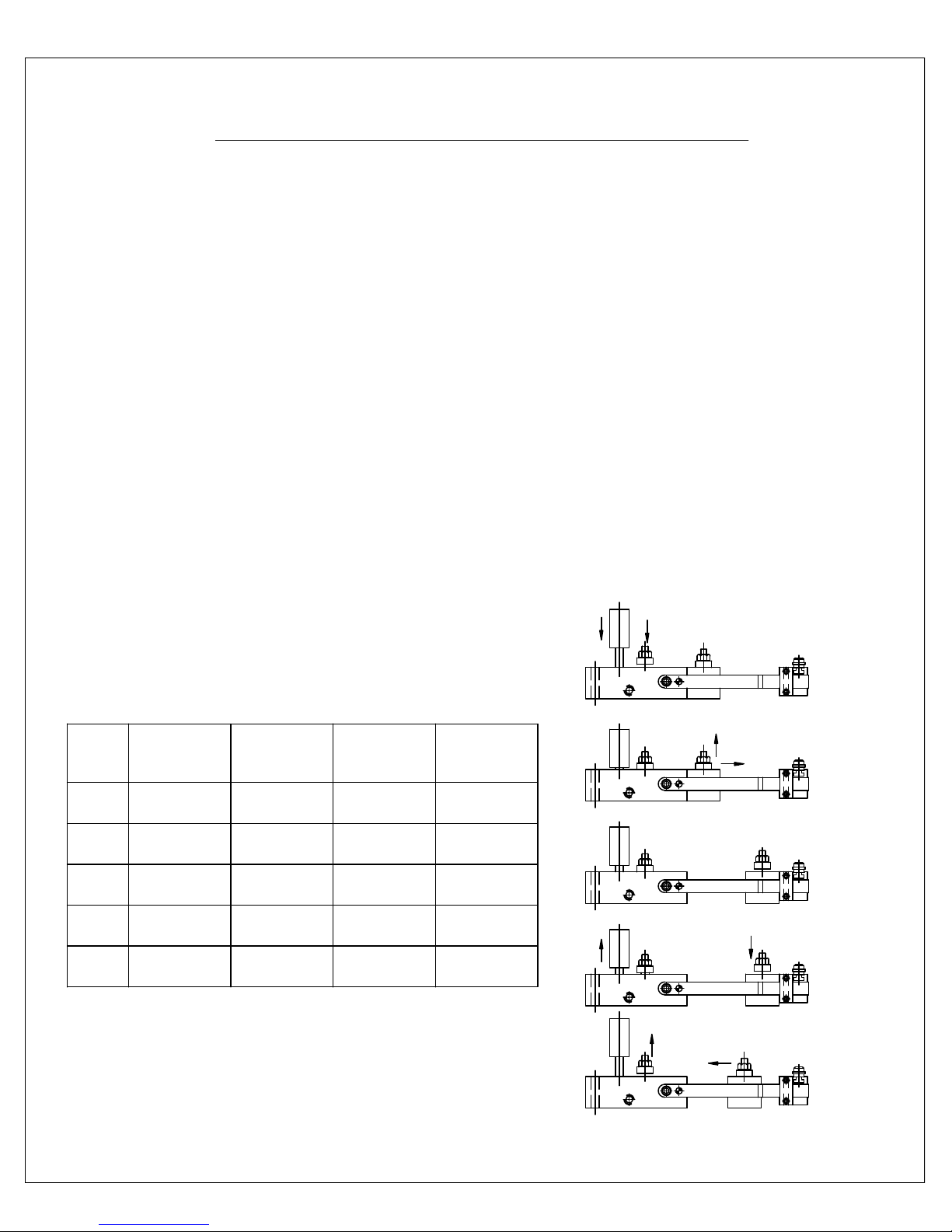
SETUP: With air off, insert stock between the stock guide rollers and
then pass the stock under the feed clamp. Lift the stock clamp
and push the stock through to the starting position. Turn air
on, install safety guards, your feed is now ready for operation.
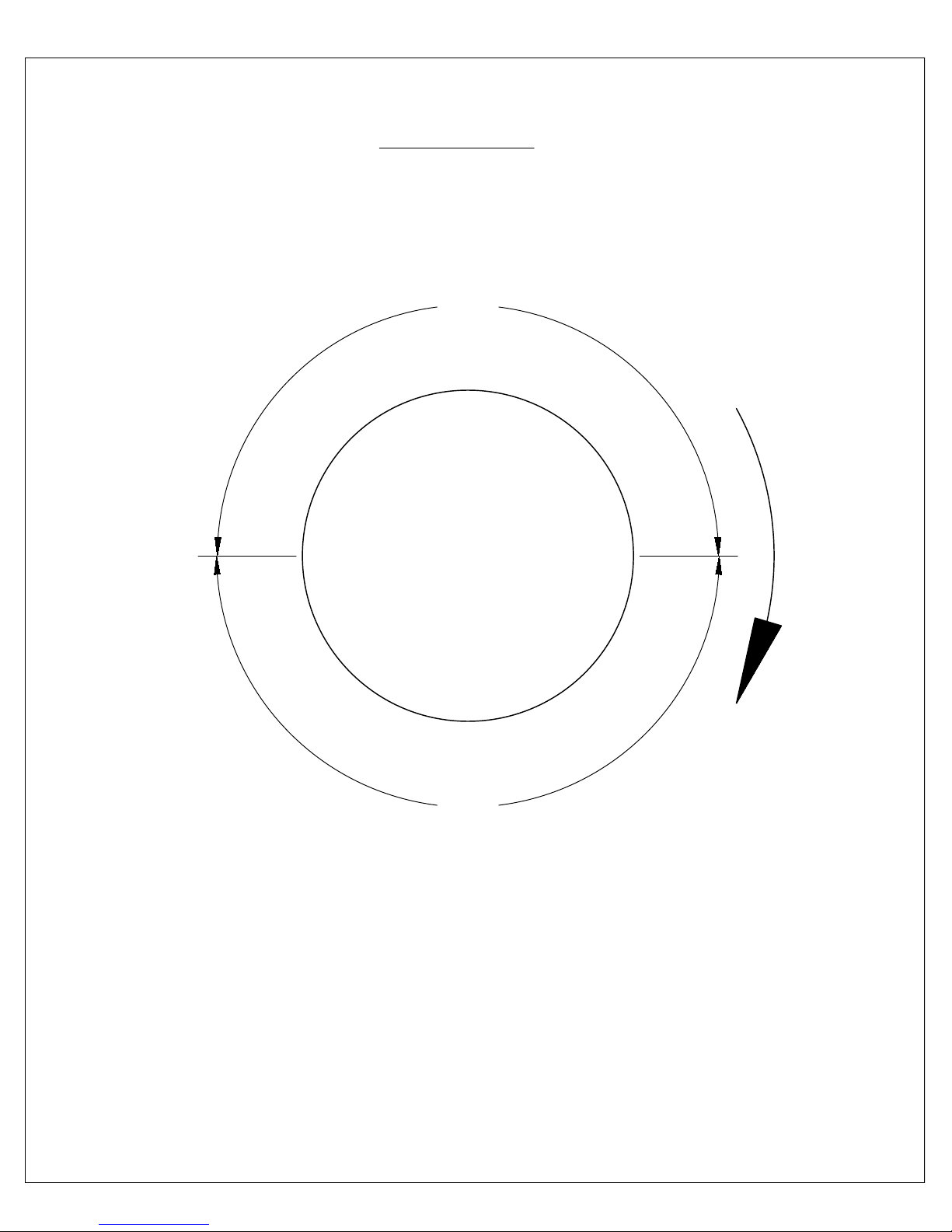
SPEED ADJUSTMENT: The speed adjusting screw on all Rapid-Air feeds
adjusts the forward speed of the slide block when feeding stock
into a die. High accuracy under special conditions can thus be
maintained by eliminating inertial slippage caused by oily or
heavy stock. The speed adjusting screw is located on the top
of the main body, opposite the actuating valve. Adjust for slower
speeds by turning the screw clockwise. Rapid-Air feeds are
shipped with the speed adjusting screw set to provide the best
operating conditions for the majority of applications.
4