Rhein - Nadel Automation GmbH Seite 8 Bedienungsanleitung Linearförderer Typ SLL / SLF
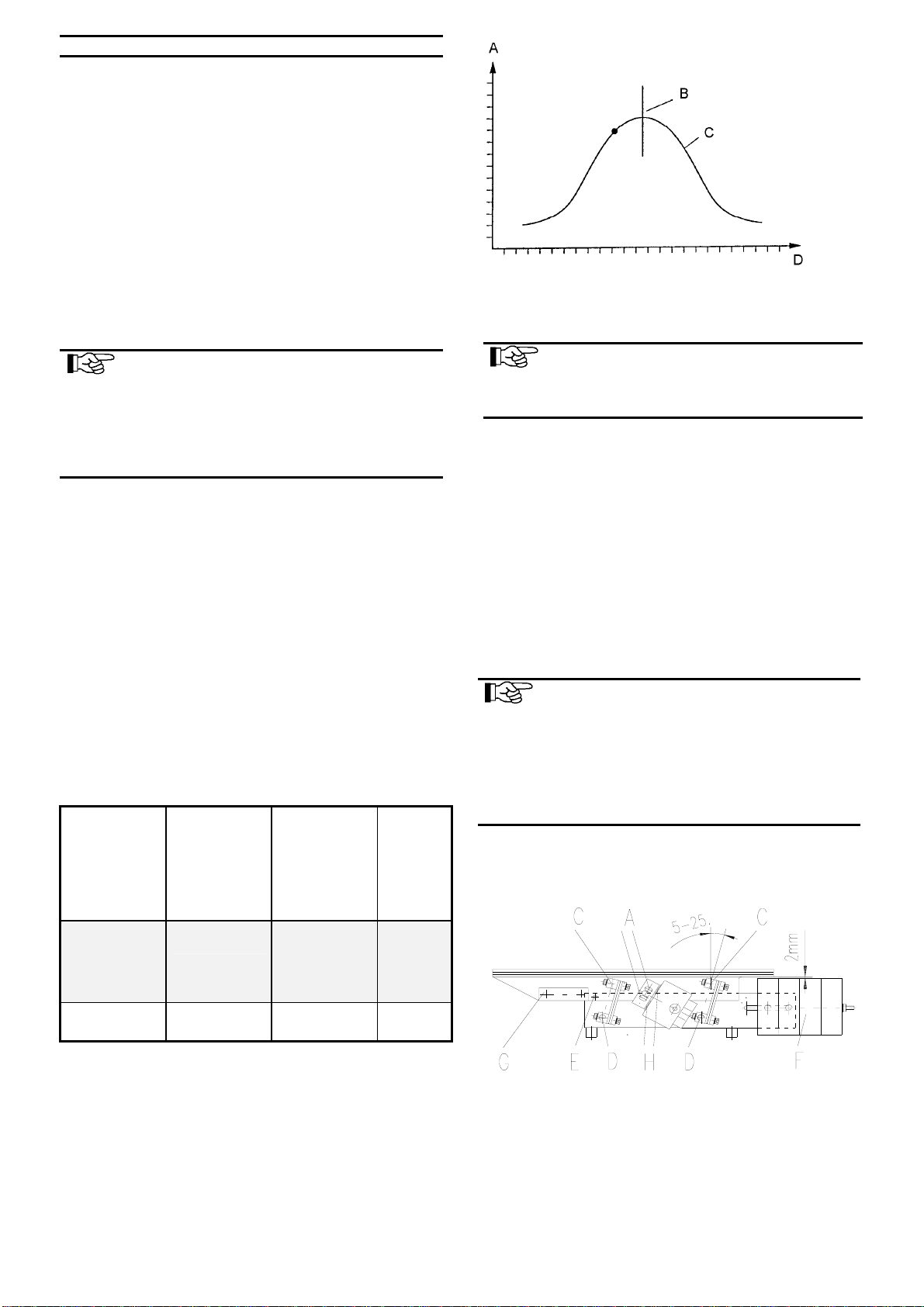
A linear feeder is a resonant system (spring-mass-
system). The result is that the adjustment made at the
factory will rarely meet your requirements. Chapter 5
describes in detail how your linear feeder is adapted
to your requirements.
Controlling of the linear feeder takes place by a low
loss electronic control unit type ESG N 80 or type
ESG 90. The control unit of the linear feeder is sepa-
rately delivered. At its front panel it is provided with a
7-pole plug-in connection, by which it is connected to
the linear feeder.
The pin assignment of the socket is shown in the table
"technical data" (chapter 1).
Notice
Detailed information on the complete
range of control units may please be taken
from the operating instructions for control
units..
All control units have got two main operating ele-
ments:
• By the mains switch the linear feeder is switched
on or off.
• By the turning knob the conveying capacity of the
transport unit is set.
4 Transport and mounting
Transport
Notice
Take care that the linear feeder cannot
dash against other things during transport.
The weight of the linear feeder is please taken from
the table "technical data" (chapter 1).
Mounting
The linear feeder should be mounted on a stable sub-
structure (available as an accessory part) at the place
where it is used. The substructure must be dimen-
sioned in a way that no vibrations of the linear feeder
can be carried away.
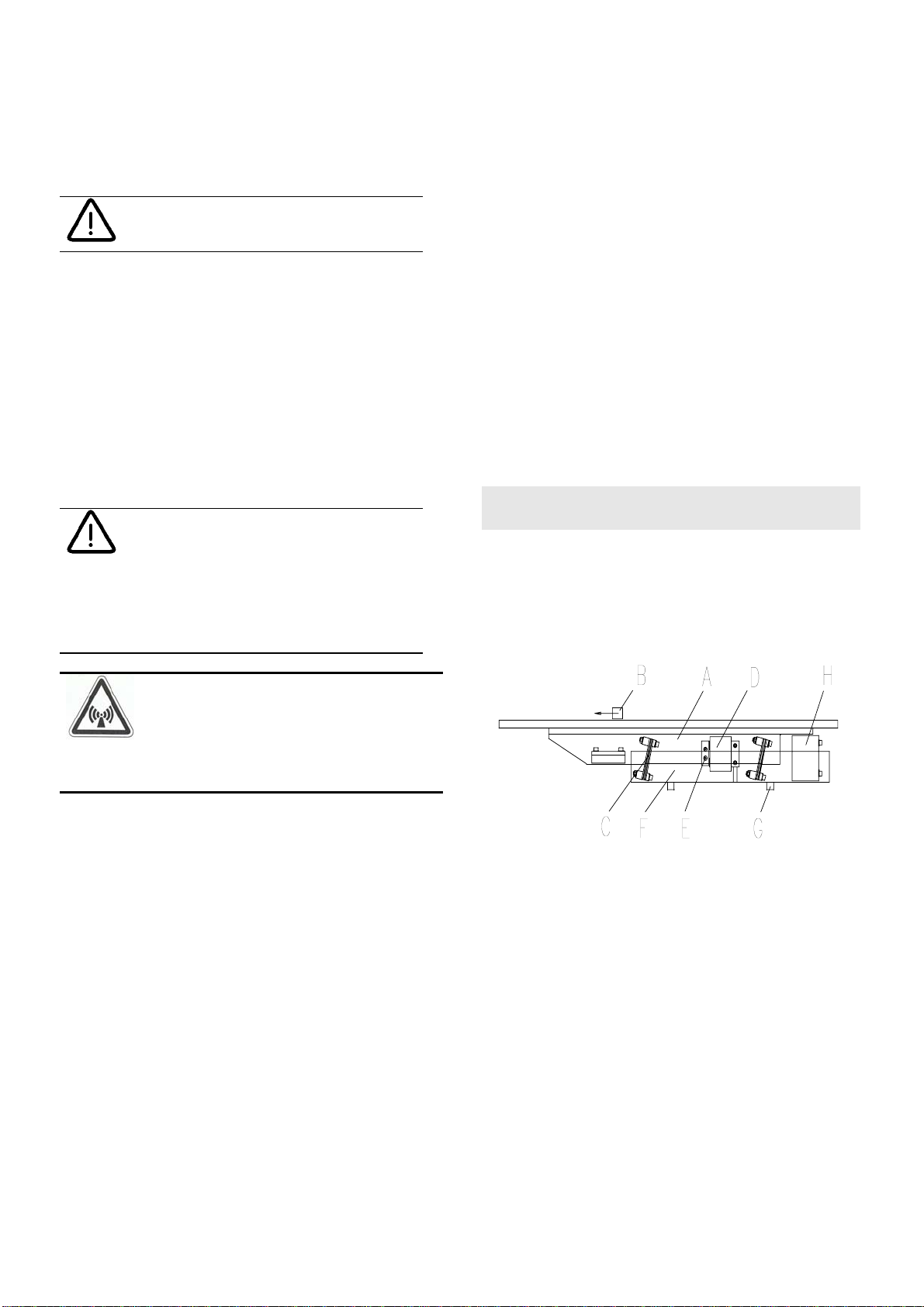
Linear feeders are fastened to the shock absorbers
from below (part G in the general drawing chap. 3).
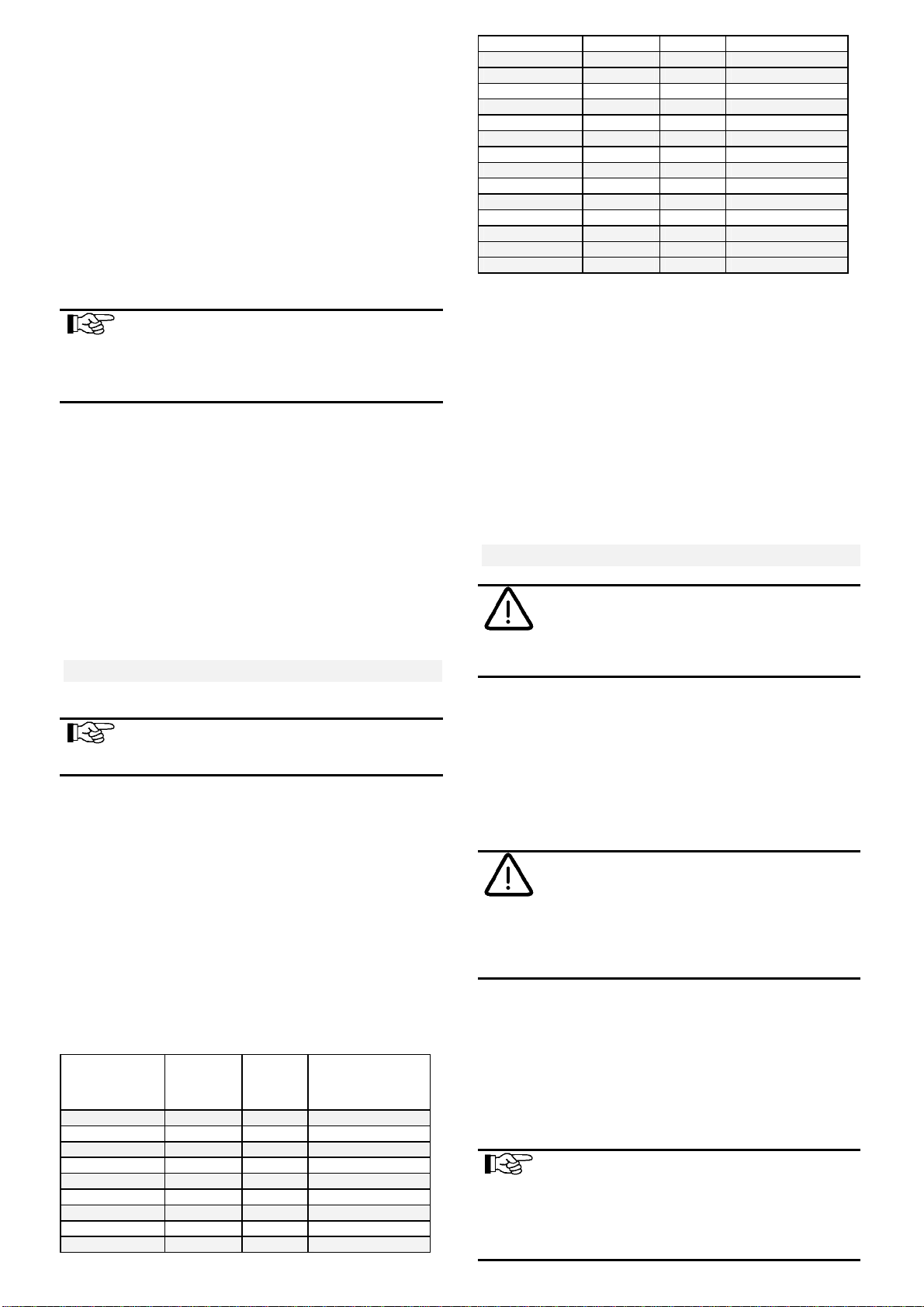
The following table will give you a summary of the
bore data of the various types:
Linear
feeder type Length
in mm Width
in mm Shock ab-
sorber
thread
SLL 175-175 125 37 M3
SLL 175-250 175 37 M3
SLL 400 - 400 200 60 M 4
SLL 400 - 600 300 60 M 4
SLL 400 - 800 450 60 M 4
SLL 400 - 1000 500 60 M 4
SLL 800 - 800 300 83 M 6
SLL 800 - 1000 450 83 M 6
SLL 800 - 1200 600 83 M 6
SLL 800 - 1400 750 83 M 6
SLL 800 - 1600 900 83 M 6
SLL 800 - 1800 1.050 83 M 6
SLL 800 - 2000 1.200 83 M 6
SLL 804 - 800 300 87 M 8
SLL 804 - 1000 450 87 M 8
SLL 804 - 1200 600 87 M 8
SLL 804 - 1400 750 87 M 8
SLL 804 - 1600 900 87 M 8
SLL 804 - 1800 1050 87 M 8
SLL 804 - 2000 1200 87 M 8
SLL 804 - 2400 1500 87 M 8
SLL 804 - 2800 1800 87 M 8
SLF 1000-1000 370 130 M 10
SLF 1000-1500 870 130 M 10
Tabelle: Bohrdaten
Make sure that the linear feeder cannot come into
contact with other devices during operation.
Further details on the control unit (bore plan, etc.) can
be taken from the operating instructions of the control
unit separately delivered.
5 Starting
Notice
Ensure that the frame ( stand, base, frame
etc.) is connected with the ground wire.
(PE) If necessary, predection earthing on
spot should be provided.
Check, whether
• the linear feeder stands in an isolated position and
does not come in securely with a solid body
• the linear track is screwed down and adjusted
• the connecting cable of the linear feeder is plugged
in at the control unit.
Attention
The electric connection of the linear feeder
may only be made by trained personnel
(electricians)! In case modifications are
made at the electric connection, it is abso-
lutely necessary to observe the operating
instructions "control units".
• The available supply voltage (frequency, voltage,
output) is in accordance with the connection data
of the control unit (see type plate at the control
unit).
Plug in the mains cable of the control unit and switch
on the control unit by the mains switch.
Notice
At linear feeders which are delivered as a
completely adjusted system, the optimal
conveying capacity is already set at the
factory. It is marked on the scale of the
turnin
knob with a red arrow. In this case