10
3.2.1 Set up
Permette l’impostazione e la regolazione di una serie di para-
metri aggiuntivi per una migliore e più precisa gestione dell’im-
pianto di saldatura.
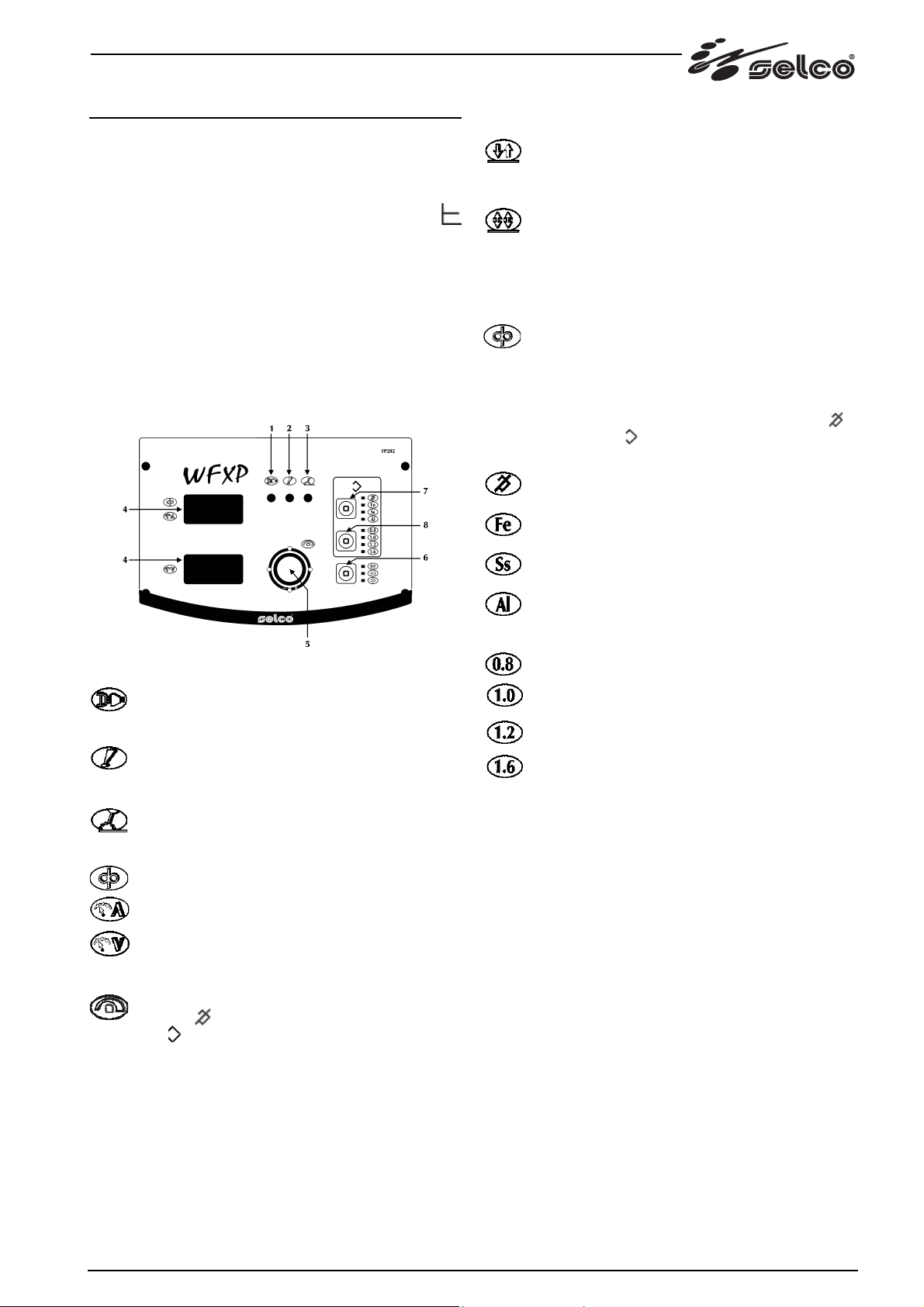
Ingresso a set up: avviene premendo per 2 sec. il tasto enco-
der (lo zero centrale su display 7 segmenti conferma l’avvenuto
ingresso).
Selezione e regolazione del parametro desiderato: avviene
ruotando l’encoder fino a visualizzare il codice numerico rela-
tivo a quel parametro. La pressione del tasto encoder, a questo
punto, permette la visualizzazione del valore impostato per il
parametro selezionato e la sua regolazione.
Uscita da set up: per uscire dalla sezione “regolazione” preme-
re nuovamente l’encoder.
Per uscire dal set up portarsi sul parametro “O” (salva ed esci)
e premere l’encoder.
Elenco parametri a set up
0 Salva ed esci
Permette di salvare le modifiche e di uscire dal set up.
1 Reset
Permette di reimpostare tutti i parametri ai valori di
default.
90 Reset XE (Modalità Easy)
Permette la saldatura in MIG manuale con regolazione
della rampa motore.
91 Reset XA (Modalità Advanced)
Permette la saldatura in MIG manuale e MIG sinergico.
La gestione sinergica “STANDARD” prevede una preim-
postazione automatica dei parametri ideali di saldatura
in base allo scatto selezionato!
Le impostazioni rimangono invariate durante le varie
fasi della saldatura. E’ possibile fornire una correzione in
percentuale sul valore sinergico secondo le esigenze del
saldatore.
92 Reset XP (Modalità Professional)
Permette la saldatura in MIG manuale e MIG sinergi-
co. La gestione sinergica “INTERATTIVA” prevede una
preimpostazione automatica dei parametri ideali di
saldatura in base allo scatto selezionato!
Durante le varie fasi della saldatura, il controllo siner-
gico rimane attivo. I parametri di saldatura vengo-
no costantemente controllati e all’occorrenza corretti
secondo un’analisi precisa delle caratteristiche dell’arco
elettrico! E’ possibile fornire una correzione in per-
centuale sul valore sinergico secondo le esigenze del
saldatore.
99 Reset
Permette di reimpostare tutti i parametri ai valori di
default e di riportare l’intero impianto nelle condizioni
predefinite Selco.
90 Reset XE (Modalità Easy)
0 Salva ed esci
Permette di salvare le modifiche e di uscire dal set up.
1 Reset
Permette di reimpostare tutti i parametri ai valori di
default.
5 Rampa motore
Permette di impostare un passaggio graduale tra la velo-
cità filo d’innesco e quella di saldatura.
Minimo off, Massimo 2.0s, Default 250ms
18 Burn back
Permette la regolazione del tempo di bruciatura del filo
impedendo l’incollamento a fine saldatura.
Consente di regolare la lunghezza del pezzo di filo
esterno alla torcia.
Minimo off, Massimo 2.0s, Default 80ms
25 Puntatura
Permette di abilitare il processo “puntatura” e di stabili-
re il tempo di saldatura.
Minimo 500ms, Massimo 99.9s, Default off
26 Punto pausa
Permette di abilitare il processo “punto pausa” e di
stabilire il tempo di sosta tra una saldatura e l’altra.
Minimo 500ms, Massimo 99.9s, Default off
91 Reset XA (Modalità Advanced)
0 Salva ed esci
Permette di salvare le modifiche e di uscire dal set up.
1 Reset
Permette di reimpostare tutti i parametri ai valori di
default.
3 Pre gas
Permette di impostare e regolare il flusso di gas prima
dell’innesco dell’arco. Consente il caricamento del gas in
torcia e la preparazione dell’ambiente per la saldatura.
Minimo off, Massimo 99.9s, Default 10ms
4 Soft start
Permette la regolazione della velocità di avanzamento
del filo nelle fasi che precedono l’innesco. Viene dato
come % della velocità filo impostata.
Consente un innesco a velocità ridotta e pertanto più
morbido e con meno spruzzi.
Minimo 10%, Massimo 100%, Default 50%
5 Rampa motore
Permette di impostare un passaggio graduale tra la velo-
cità filo d’innesco e quella di saldatura.
Minimo off, Massimo 1.0s, Default 250ms
18 Burn back
Permette la regolazione del tempo di bruciatura del filo
impedendo l’incollamento a fine saldatura.
Consente di regolare la lunghezza del pezzo di filo
esterno alla torcia.
Minimo off, Massimo 2.0s, Default 80ms
20 Post gas
Permette di impostare e regolare il flusso di gas a fine
saldatura.
Minimo off, Massimo 99.9s, Default 2.0s
25 Puntatura
Permette di abilitare il processo “puntatura” e di stabili-
re il tempo di saldatura.
Minimo 500ms, Massimo 99.9s, Default off
26 Punto pausa
Permette di abilitare il processo “punto pausa” e di
stabilire il tempo di sosta tra una saldatura e l’altra.
Minimo 500ms, Massimo 99.9s, Default off
92 Reset XP (Modalità Professional)
0 Salva ed esci
Permette di salvare le modifiche e di uscire dal set up.
1 Reset
Permette di reimpostare tutti i parametri ai valori di
default.
3 Pre gas
Permette di impostare e regolare il flusso di gas prima
dell’innesco dell’arco. Consente il caricamento del gas in
torcia e la preparazione dell’ambiente per la saldatura.
Minimo off, Massimo 99.9s, Default 10ms