10
PRECISIONMACHINETOOLS Ver 2 Maintenance Manual
1-3 Cautions for Machine Maintenance
It is important to perform maintenance on each listed items in order to maintain machine precision
and extend machine lifespan.
Erroneous operation may damage the machine or lead to injury of the operator. Be cautious about
the following matters:
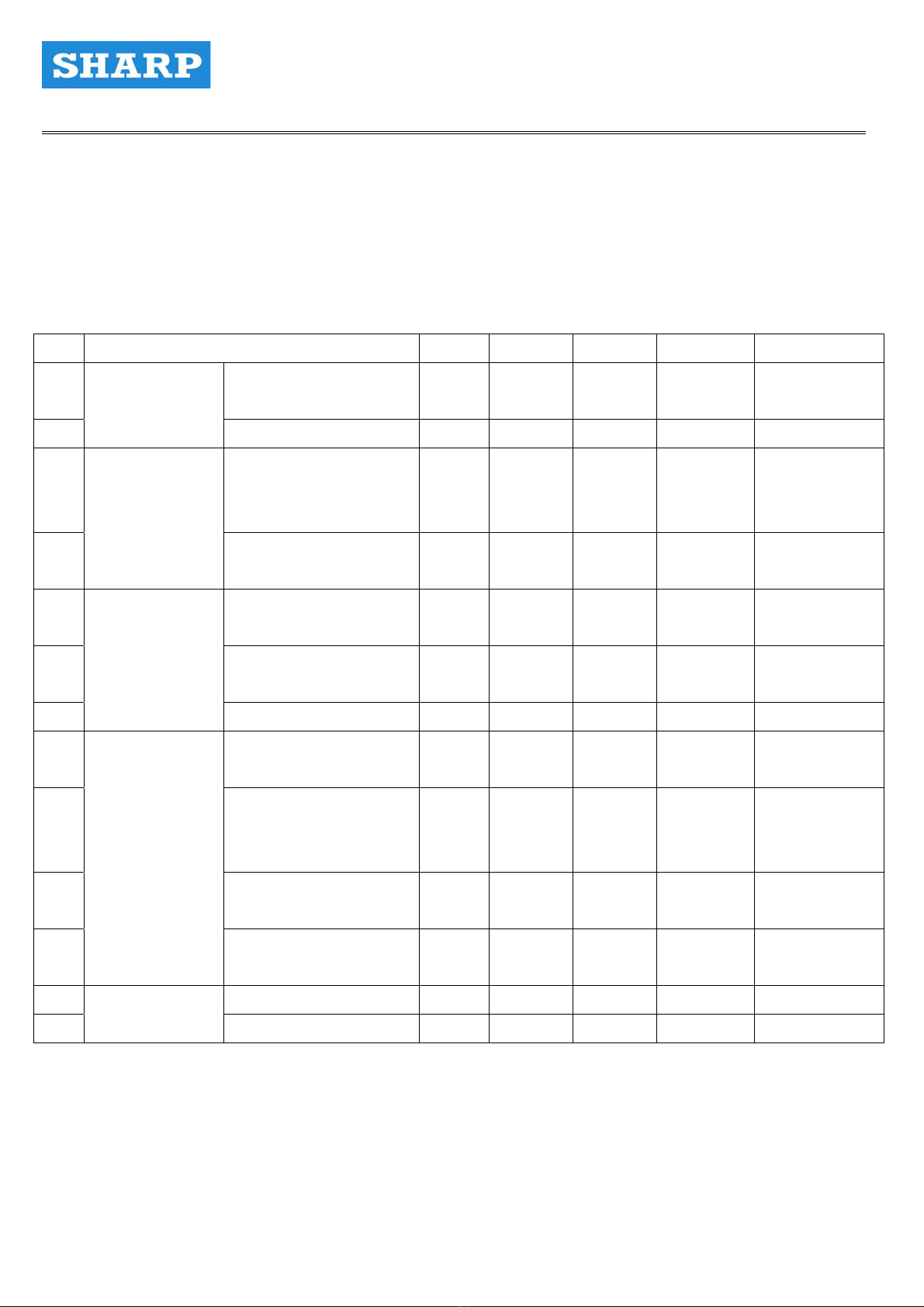
Cautions Prevention
Spindle operation warm-up
To extend the lifespan, follow the instructions given in Section
2-3 for machine warm-up before turning on the machine.
If the machine has been stopped for a long period, follow the
instructions given in Section 2-3 for machine warm-up before
turning on the machine in order to extend the life span.
Dynamic balance of the cutter
To extend the lifespan as well as to increase the precision,
please follow instructions given in Section 2-1 for usage as
well as achieving a dynamic balance for the cutter.
Standard broach bolts
Broach bolt is an important component jointing the spindle and
the tool shank. Using a wrong broach bolt is hazardous for the
operation. Make sure that only the standard one is used.
Spindle pre-operation check
Check the machine before spindle operation according to
instructions given in Section 2-4 in order to extend the lifespan
of the spindle.
Manually loosening the
spindle’s cutter
When loosening the cutter of the spindle, make sure that each
step is executed correctly or may lead to personnel injury.
Manual installing the cutter onto
the spindle
When changing the cutter, be cautious not to drop the cutter,
which may damage the workbench or tools. Manually change
the cutter only if necessary, and the procedures are written on
the operation panel at the front. Press and let go of the spindle
cutter loosening button to loosen up or to grasp the cutter.
Do not touch the spinning tool
magazine
The tool magazine is controlled by CNC and motor. After
turning on the machine, do not touch the tool magazine or may
be injured. Turn off the power for changing the cutter.