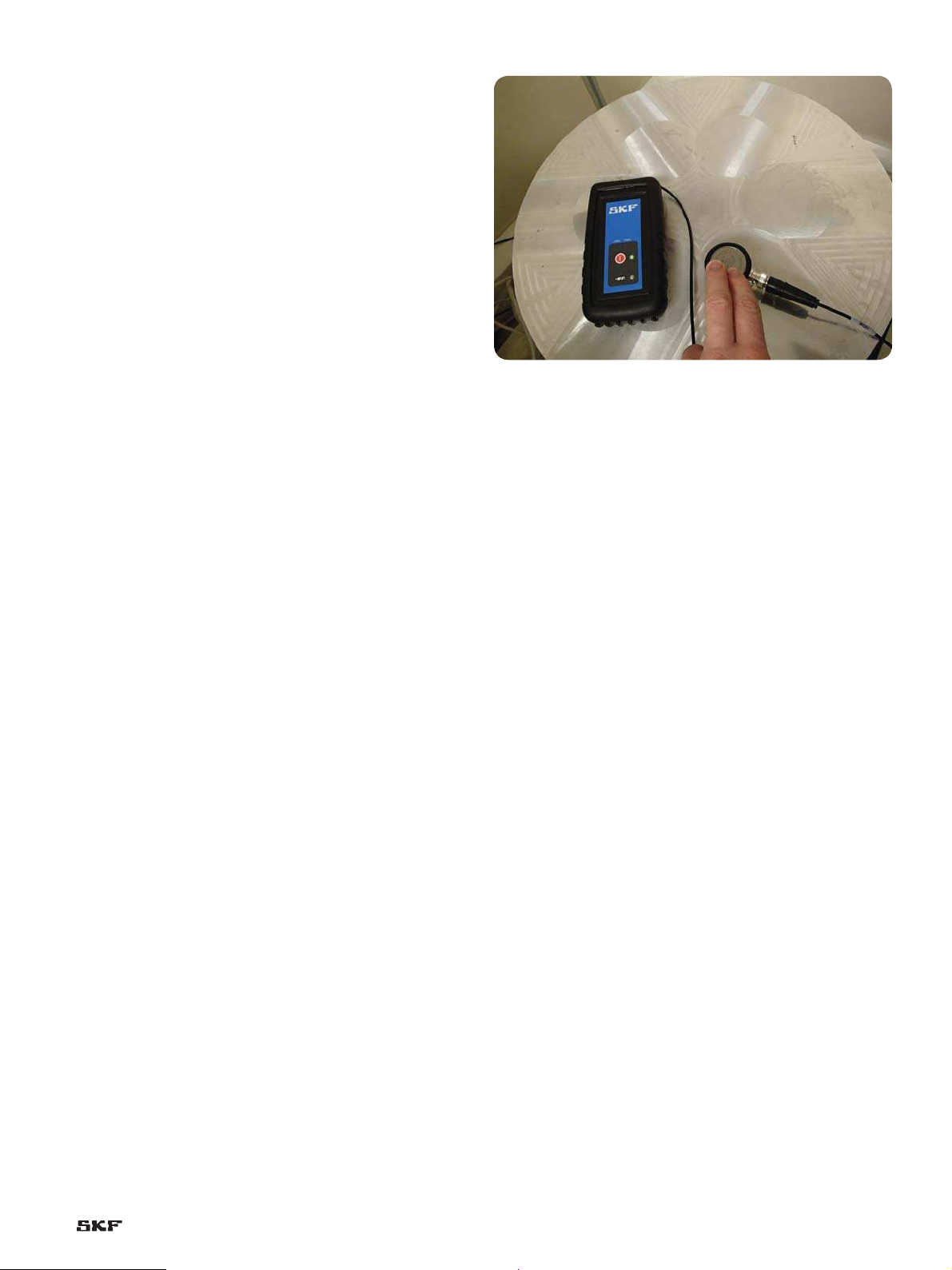
Fault
AE sensor installed at inappropriate location
Effect
AE signal quality not assured.
Corrective Measure
• Reinstall sensor at an appropriate location.
• The optimum location is in the load zone of the bearing. Ensure it is not
located close to any surface discontinuities such as boltholes. Also
ensure that the transmission path between AE source and sensor as
direct as possible (keep number of surface interfaces to a minimum).
Note thatAE does not travel through air, therefore if there is an air gap
between sensor location and AE source then no relevant signal will be
obtained.
Fault
AE sensor installed incorrectly using:
(a) the wrong adhesive
(b) the wrong mounting method
(c) with insufficient preparation of installation site
Effect
AE signal either attenuated or completely killed.
Corrective Measure
• If using an adhesive sensor mount, then install a new adhesive sensor
mount. Ensure that all paint has been removed from beneath the sensor
and that the sensor mount will be stuck onto a metallic surface.
• Use Loctite 480 to stick the sensor mount to the installation site – the
sensor mount should only be glued to metallic surfaces, therefore all
paint needs to be removed beneath.
• Remount the sensor, ensuring that the sensor is sufficiently coupled
with the sensor mount using an appropriate couplant (Sonotech Sono
600 for very short term installations or Marine Silicone Sealant for
longer term installations).
• If using a stud mount, ensure that sensor is sufficiently coupled using an
appropriate couplant (Sonotech Sono 600 for very short term
installations or Marine Silicone Sealant for longer term installations).
9. FAQ
What is the product?
It is an Acoustic Emission Enveloping (AEE) Interface that
demodulates a specific frequency band of Acoustic Emission (AE) so
that standard Condition Monitoring analyzers can acquire and
analyze Acoustic emissions for the purpose of monitoring the
lubrication quality in bearings.
What is unique about the product?
It utilizes a specific frequency band specifically selected to be
sensitive to AE noise from bearing lubrication issues and less affected
by high frequency vibrations or electrical interference.
What are the features?
A 100 kHz to 500 kHz frequency band and enveloping with a 5 kHz
anti-aliasing filter proving an output of 100 mV per aeE.
What are the benefits?
Provides a method of monitoring for bearing lubrication quality and
issues that is far more sensitive than other techniques currently on
the market. This allows for the lubrication issue to be corrected prior
to damage occurring to the bearing.
What is different from previous SKF products? From
competitors products?
With respect to SEE, improved amplification, filters and
rectification improving the signal to noise ratio and allowing
accurate measurements down to lower amplitudes. With respect
to Holroyd, a higher frequency band and a high-pass filter to avoid
picking up high frequency vibration.
In what segments/products/vehicles/models are the SKF
products/service used?
Wherever IMx units are utilized to monitor high value bearings or
equipment and/or there is a business case to monitor for and
correct lubrication issues.
Is there a relationship between AE and sub-surface cracking?
Yes, there is a relationship and in a controlled environment this can
be easily detected. This is less easy to do in an industrial
environment. We cannot however differentiate between sub-
surface cracking, a spall progressing or asperity contact.
Should the sensor be mounted near a load zone to get a good
signal?
Yes, the sensor should be located as close to the load zone as
possible.
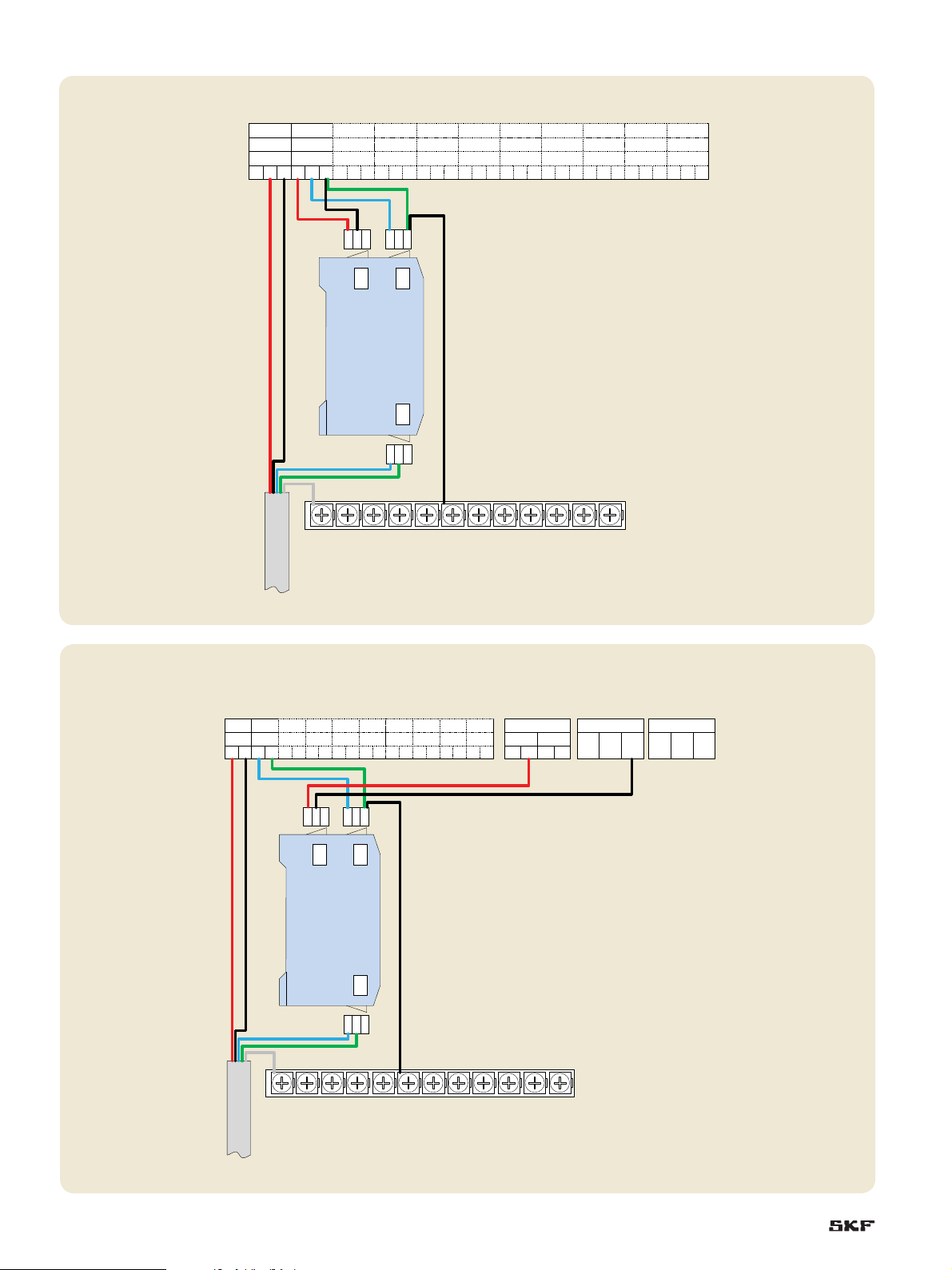
J3-3 should be connected to IMx ground. Should this be the
digital instrument ground or the chassis ground?
The IMx chassis ground should be used.
How many of the converters can we connect to the +12 V
power of the IMx-W?
Up to three CMON 2504 can be connected to each relay, so a
maximum of six CMON 2504 can be powered from IMx-W. If more
than six CMON 2504 are to be used in an IMx-W, or if relays are in
use for another product, then a DIN rail mounted power supply
should be used.
Is there a limit to the number of CMON 2504 that can be used
in IMx-S?
Each CMON 2504 in an IMx-S is powered from the channel that it
is connected to, so the only limitation in the number that can be
connected in the IMx-S is physical – i.e., how many can be fitted
onto the DIN rail.
Does the use of a 12 V powered speed sensor influence the
signal from the CMON 2504?
Yes, the use of a speed sensor does influence the signal. To avoid
this, the cable screen should be connected to the IMx chassis
ground.
Is it possible to use a magnet to mount the sensor rather than
having to remove the paint?
No, the magnet attenuates the AE signal so is not suitable for
mounting the sensor.
7