SPX Cooling Technologies Marley Geareducer 2200 User manual

Geareducer®models 2200 - 2250 - 2250S - 2400
OPERATION - MAINTENANCE – REPAIR
Z0490769_C ISSUED 06/2022 READ AND UNDERSTAND THIS MANUAL PRIOR TO OPERATING OR SERVICING THIS PRODUCT
user manual

3
operation and service
Protection Against Corrosion
All Marley Geareducer units ship from the factory with a protective
coating of epoxy enamel paint on all unmachined parts and with
rust-proofing oil and grease on machined surfaces. Machined sur-
face coatings normally protectthe Geareducer against atmospheric
corrosion during storage periods for up to six months. However, if
oil is added to the Geareducer, the new oil will dissolve the rust-
proofing grease and require that the Geareducer be run once a
week to keep a protective coating of oil on all interior machined
surfaces.
Check Geareducer exterior yearly and touch up with epoxy paint if
required. If your Geareducer is equipped with an oil gauge and drain
line, coat any exposed threads at pipe joints to prevent corrosion.
Alignment
In order to assure long service life, the Geareducer and motor must
be level, and the drive shaft or coupling must be properly aligned.
Refer to the alignment instructions in the Driveshaft or Coupling
Manual shipped with the cooling tower. Copies are also available
from your local Marley sales representative.
Initial Operation
Check to be sure that the Geareducer is filled with oil and that
there are no visible oil leaks. If equipped with an external dipstick/
oil level gauge, be sure the oil full mark corresponds with the full
level at the Geareducer.
Note—If this tower is equipped with a two-speed motor, allow a
time delay of at least 20 seconds when switching from high speed
to low speed. Allow a time delay of at least two minutes when
changing direction of fan rotation. Failure to provide these delays
may significantly reduce equipment service life.
Lubricants
To insure maximum performance and servicelife, itis recommended
Marley factory lubricants be used in all Marley Geareducers.
Marley lubricants can be purchased through your local Marley
sales representative.
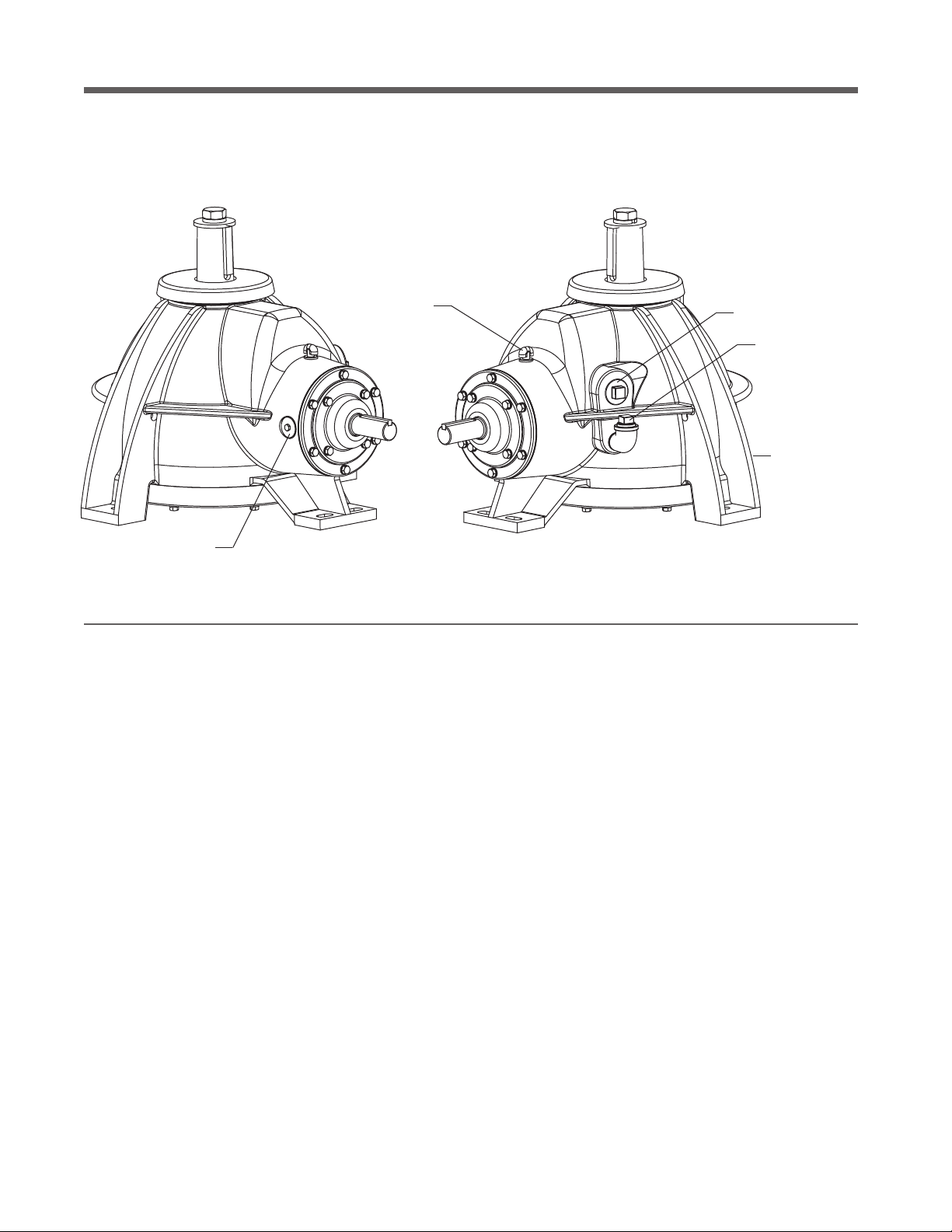
Figure 1 Service Fittings
Drain Plug
Vent Inspection
Oil Level
Check and Fill
Vibration Mounting
Location 1/4 - 28 UNF
4
operation and service
If lubricants other than Marley factory lubricants are used, they must
not contain any additives (such as detergents orEP additives)which
are adversely affected by moisture and could reduce the service
life of the Geareducer. The responsibility for use of lubricants other
than Marley factory lubricants rests with the customer/owner and
the lubricant supplier.
Note—Geareducer is designed for 5-year oil change intervals.
To maintain five-year change intervals, use only Marley Gearlube.
Marley Gearlube must be inspected every six months to ensure
the oil has not been contaminated. If turbine-type mineral oil is
used the oil must be changed every six months.
Seasonal temperature changes may require one viscosity of oil for
summer operation and another for winter operation. Refer to the
tables below for the seasonal selection information.
Table 1 Synthetic oil—5-year oil change interval
Winter or Summer Severe Duty/High Temperature
Air Temperature at Geareducer
Below 110°F (43°C) Above 110°F (43°C)
ISO 150 ISO 220
R– Refer to instructions within this manual
Note: It is recommended at least weekly, that the general operation and condition be observed. Pay particular attention to any changes
in sound or vibration that may signify a need for closer inspection.
Maintenance Service Monthly Semi-annually Seasonal Startup or Annually
Geareducer Drive
Inspect and tighten all fasteners including oil plug x x
Check for and repair oil leaks x x x
Check oil level x R x
Change oil R R
Make sure vent is open x x
Check driveshaft or coupling alignment x
Inspect and tighten driveshaft or coupling fasteners x
Check driveshaft or coupling bushing / flex elements for unusual wear x
Lube Lines (if equipped)
Check for oil leaks in hoses and fittings x R x

5
Scheduled Maintenance
Warning—Make certain that mechanical equipment is inoper-
able during periods of maintenance—or during any situation of
possible endangerment to personnel. If your electrical system
contains a disconnect switch, lock it out until the period of expo-
sure to injury is over.
Monthly—Check Geareducer oil level. Shut down the unit and
allow 5 minutes for the oil level to stabilize. Add oil if required,
noting the addition in your maintenance log. If equipped with an
external dipstick/oil level gauge, small quantities of oil can be
added at that location.
Semi-annually— If using turbine-type mineral oil, change oil—see
Changing Geareducer Oil for instructions. Check that all the
assembly bolts and cap screws are tight, that oil plugs and pipe
connections are in place and free from leaks, and that the vent on
the Geareducer (and external dipstick/oil level gauge, if present) is
clear—a clogged vent can lead to oil leaks. Intermittent operation
and extended periods of downtime can cause condensation of
water in the oil. If using synthetic Marley Gearlube, the oil condition
must be inspected every six months—see Changing Geareducer
Oil for maximizing service life.
Annually—Check mechanical equipment anchor bolts, drive shaft
coupling bolts, and coupling set screws. Tighten as required. Check
Geareducer exterior yearly and touch up with epoxy paint, if re-
quired. Coat all exposed threads at pipe joints to prevent corrosion.
Every 5 Years—If using synthetic Marley Gearlube, change oil.
To maintain five-year change intervals, use only synthetic Marley
Gearlube. It is recommended to monitor the oil condition every
six months throughout the five-year period per the instructions in
Changing Geareducer Oil.
operation and service
Changing Geareducer Oil
Drain the Geareducer oil by removing the drain plug. See
Figure 1 for location. If equipped with an external dipstick/oil
level gauge, remove the drain plug at that location, and drain the
entire system.
When using synthetic oil with extended service intervals remove a
sample for lab analysis and look for evidence of foreign material,
such as water, metal shavings or sludge. If you find unacceptable
condensation or sludge, flush the Geareducer with mineral oil
before refilling.
After inspection is complete, fill the Geareducer with 10 quarts
(9.5 liters) of oil. See Figure 1 for location. If the Geareducer is
equipped with an external dipstick/oil level gauge an additional 2
to 3 quarts (1.9 to 2.8 liters) of oil will be required. Be certain that
the vent on the Geareducer (and external dipstick/oil level gauge,
if present) is not plugged. Verify that the gauge/drain line is full
and that there aren't any leaks at the connections.
Repair and Overhaul
If your Geareducerever needsreplacement orrepair, werecommend
returning the unit to a Marley factory service center. Contact your
Marley sales representative to discuss course of action. The Order
Number on your cooling tower will be required if the Geareducer
is shipped back to the factory for repair. Obtain a “Customer
Return Material” tag from the Marley sales representative in you
area. To find your Marley sales representative call 913 664 7400
or visit spxcooling.com.
Major repairs require the use of a fully equipped machine shop.
If you decide to repair or overhaul your Geareducer, refer to the
Field Repair Section and Geareducer Parts List.
6
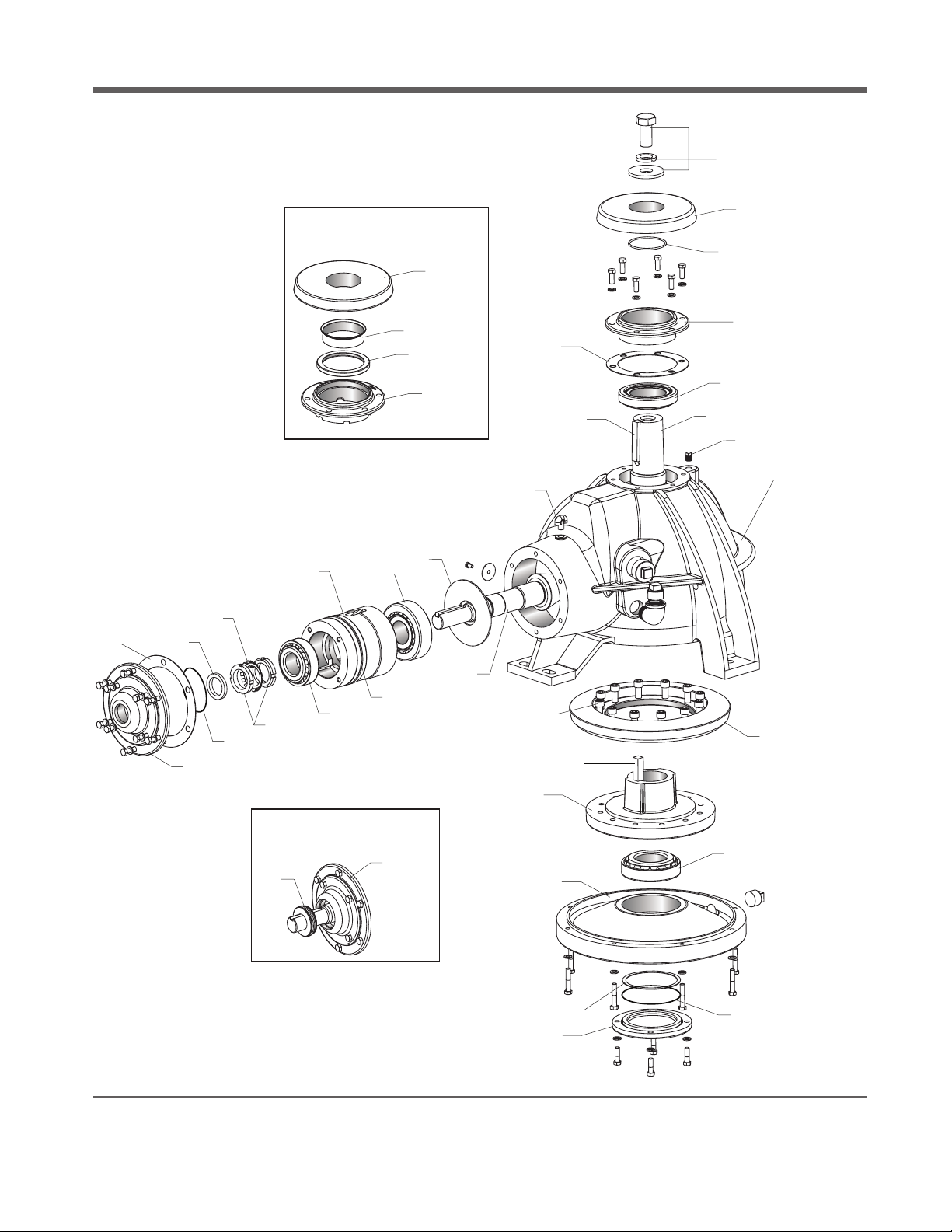
Figure 2 Exploded Cross Section
GEAREDUCER
CASE
AIR VENT
PINION CAGE
BEARING RETAINER
CAP
503
420
BOTTOM CAP
8
411
202
101
102
WATER SLINGER
BEARING RETAINER
210
420
502
203
PINION CAGE
CAP
320 501
103
104
312
311
301
101
NPT PLUG
201
PINION
CAGE
CAP
501
WATER
SLINGER
BEARING
RETAINER
521
520
505
412
504
“O”-RING
2250S
ASSEMBLY
2250S
ASSEMBLY
field repair

7
1Complete Geareducer Assembly.
8Ring Gear Hub.
100 Spiral Bevel Gear Set.
101 Set of matched spiral bevel gears including integral
pinion shaft with key.
Gear ratios as follows:
3.45 to 1 3.79 to 1 4.10 to 1
4.56 to 1 5.11 to 1 5.50 to 1
6.12 to 1 6.50 to 1 7.33 to 1
102 Ring gear attaching hardware.
103 Locknuts.
104 Lockwasher.
200 Fan Shaft Set.
201 Fan shaft.
202 Ring gear hub key. This is a special high strength
key. It must be obtained from Marley.
203 Fan key.
210 Fan attaching hardware.
Cap screws and washers.
301 Oil Slinger.
310 Set of Two Pinion Shaft Bearings.
311 Head, tapered roller bearing.
312 Tail, tapered roller bearing.
320 Pinion Cage Shims.
410 Fan Shaft Bearing Set.
411 Lower tapered roller bearing.
412 Upper tapered roller bearing.
420 Fan Shaft Shims.
500 O-Rings Set.
502 Water slinger O-ring, 3" ID × 31⁄4" OD × 1⁄8".
503 Bearing retainer O-ring, 5" ID × 51⁄4" OD ×1⁄8".
504 Pinion cage O-ring, 53⁄4" ID × 6" OD × 1⁄8".
505 Pinion cage cap O-ring, 4" ID × 43⁄8" OD × 3⁄16".
506 Oil slinger O-ring, 115⁄16" ID × 21⁄8" OD × 5⁄32".
501 Pinion Shaft Oil Seal.
**520 Fan Shaft Oil Seal
**521 Fan Shaft Oil Seal Sleeve
**Fan shaft Oil Seal and Sleeve used in "S" Models only.
Parts List
8
field repair
General
Geareducers can be repaired in the field—however, major repairs
require the use of a fully equipped machine shop. When field repair
or replacement of parts is necessary, the following procedure is
recommended for the disassembly and assembly of the unit. If any
O-ring, oil seal or gasket is to be reused, care should be taken
not to damage it during disassembly. Parts which contain O-rings
or seals should not be jerked or twisted past a shoulder or edge.
These parts are marked with an asterisk (*) in the description
below. O-rings, oil seal and gaskets should be carefully inspected
for damage before being reinstalled. Always use new O-rings and
oil seal during a major overhaul.
Disassembly
Part numbers and references—refer to Figure 2 and 3.
1. Remove drain plug and drain oil.
2. Remove outer ring of bolts in pinion cage cap and remove
pinion subassembly*.
Note—The thickness of the shim pack (320) is important in reset-
ting the gears. The shim pack should either be saved or carefully
measured with a micrometer. If the gears are to be replaced, record
the pinion setting distance that is etched on the pinion gear.
3. Remove water slinger*.
4. Turn case upside down and remove bearing retainer cap* and
shim pack (420).
Note—The thickness of this shim pack is important in the back-
lash setting of the gears. The shim pack should either be saved
or carefully measured with a micrometer.
5. Remove bottom cap and fan shaft assembly.
6. Turn Geareducer case right side up andremove bearing retainer
and shim pack (420).
Note—The thickness of this shim pack is important in setting the
fan shaft bearing endplay. This pack should be saved or carefully
measured with a micrometer.
7. Remove bearing cups (411 and 412) from the bottom cap and
Geareducer case using a soft metal punch or mallet.
8. For "S" Models Only: Remove fan shaft lip seal (520) from
upper bearing retainer, and sleeve (521) from water slinger.
Pinion Cage Disassembly
1. Remove pinion cage cap* from pinion cage.
2. Remove O-rings* (504 and 505).
3. Remove locknuts and lockwasher (103 and 104) then press
pinion shaft (101) out of pinion cage. This will free tail bear-
ing cone (312). A hydraulic press or jack is recommended for
removing or assembling press fit parts.
4. Press oil slinger*, O-rings* (301 and 506), and head bearing
cone(311) from the pinion shaft. Bearings must not be exposed
to dirt, dust or moisture.
5. Press bearing cups (311 and 312) out of pinion cage.
Fan Shaft Disassembly
1. Remove ring gear (101) from the ring gear hub (8).
2. Press ring gear hub and lower bearing cone (411) off of the
fan shaft (201).
3. Remove lower fan shaft key (202).
4. Press the top bearing cone (412) off of the shaft.
Assembly
Before assembling a new pinion gear in the pinion cage, check
match numbers on pinion gear and spiral bevel ring gear to be
certain that they are a matched set. Gears are lapped in matched
sets at the factory and should not be separated. Numbers are
etched on both the pinion and ring gear as illustrated in Figure 4.
All parts that are to be reused should be thoroughly cleaned before
being reinstalled. Do not remove new bearings from packaging
until ready to use. Clean all bearings (new or used). Do not spin
dry bearings. Take each bearing set and roll the cup on the cone
to note any roughness. Replace bearing if necessary. If bearings
cannot be installed immediately after cleaning, lubricate and cover
to protect against dust, moisture, etc.
If a press is not available to install bearing cones, they can be
heated as long as the temperature does not exceed 275°-300°F
(135°-149°C). If the bearings get hotter than this, they will begin
to draw and soften. Bearings can be heated with infrared lamps
or with oil baths. If an oil bath is used, the bearing should be sup-
ported an inch or so above the pan to prevent local overheating.

9
MATCHED NUMBER TO BE COMPARED WITH THE SAME
NUMBER ON THE RING GEAR. (EXAMPLE CO-43)
PINION SETTING DISTANCE. (EXAMPLE 4.860)
BACKLASH (NORMAL) AT WHICH THE GEARS WERE
LAPPED. (EXAMPLE .010)
MATCHED NUMBER TO BE COMPARED WITH THE SAME
NUMBER ON THE PINION GEAR. (EXAMPLE C0-43)
THE PINION SETTING DISTANCE IS THE DISTANCE
THE END OF THE PINION SHOULD BE FROM THE
CENTERLINE OF THE RING GEAR SHAFT.
Figure 4 Gear Match Numbers and Setting Data
Figure 3 Cross Section
FAN HUB
RETEN T I ON H A RD W A RE
FAN SHA FT
W A TER SL I N GER
BEA RI N G RETA I N ER
PIPE PLUG
GEA RED U C ER CA SE
O I L SEA L
PINION SHAFT
PINION CAGE
CAP
PINION CAGE
O - RI N G
O RI N G
OIL SLINGER
PINION GEAR
BOTTOM COVER CAP
RI N G GEA R
O - RI N G
BOTTOM BEARING
RETA I N ER CA P
RI N G GEA R
HUB
O - RI N G
D RA I N P L U G
AIR VENT

10
Figure 5 Flange Seal of Bottom Bearing Cap
Pinion Cage Subassembly
1. Place O-ring (506) on pinion shaft (101).
2. Place oil slinger (301) on pinion shaft.
3. Press head bearing cone (311) on pinion shaft making sure
oil slinger and bearing are against gear.
4. Press bearing cups (311 and 312) into pinion cage.
5. Lower pinion cage on pinion shaft, until head bearing cone
and cup mate.
6. Press tail bearing cone (312) on pinion shaft until it mates with
its bearing cup.
7. Install locknuts and lockwasher (103 and 104). Tighten nuts on
bearing cone until 5 to 15 in·lbƒ(565-1695 mN·m) of bearing
preload is obtained. Bearing preload is the resistance in the
bearings to shaft rotation measured in in·lbƒ required to rotate
the shaft at uniform velocity. Preload is necessary to insure the
stability of the gear engagement. Crimp the lockwasher to hold
the two nuts in place.
8. Install O-ring (504) in groove.
9. Press oil seal (501) into pinion shaft.
10.Position O-ring (505) and push cap - with seal - in place on
shaft. Attach cap to pinion cage with cap screws.
11.Record the pinion setting distance that is etched on the pinion
gear.
Installation of Fan Shaft
1. Press ring gear hub (8) and the upper and lower bearing cones
(411 and 412) on the fan shaft (201). Install ring gear (101) on
ring gear hub and tighten cap screws to 90 ft·lbƒ(123 N·m) .
2. Install upper fan shaft bearing cup (412) and bearing retainer
without shims.
3. Turn the Geareducer case upside down and install the fan
shaft assembly seating the upper fan shaft bearing cone into
its cup. Install the lower bearing cup (411).
4. Install the bottom cover cap using sealer as indicated in Figure
5and tighten cap screws to 25 ft·lbƒ(34 N·m). Use old shim
pack or make up equivalent thickness shim pack (420) and
install the bottom bearing retainer cap. Do not install the O-ring
for the bottom bearing retainer at this time. Tighten the cap
screws to 25 ft·lbƒ(34 N·m).
5. Turn the Geareducer right side up and rotate the fan shaft
several turns in each direction to seat the bearing rollers. With
a dial indicator and using the Geareducer case as a reference,
measure and adjust the fan shaft bearings to .003-.005" (.076-
.127mm) endplay. The endplay is adjusted by adding shims
(part 420) under the upper bearing retainer.
6. For "S" Models Only: Once proper end play is obtained install
fan shaft oil seal in the upper bearing reatainer.
1/8" DIA. BEAD
OF RTV SILICON
GASKET SEALER
Installation of Pinion Cage
1. The "X" marked pinion and gear teeth should be clearly identi-
fied with chalk or other markings which can be seen from the
inspection opening or the bottom of the case.
2. Find the difference between the pinion setting distance of
the old gear and the new pinion gear and adjust the old shim
pack (320) or make a new shim pack to compensate for the
different setting distances.
Example:
Pinion setting distance of old gear 4.883
Pinion setting distance of new gear 4.878
Difference .005
Remove .005 from shim gap.
3. Install shims (320) and pinion cage subassembly.
Note—Care must be taken not to damage the pinion gear teeth
by forcing them into the ring gear teeth.
field repair

11
Gear Setting Procedure
The proper mounting of the gear set is essential to obtain long
life and smooth operation of the gears. The pinion and ring gears
were positioned approximately in the preceding steps. The correct
gear position is determined by the gear tooth contact pattern and
by the backlash.
With the "X" marked tooth on the pinion gear engaged between
the two "X" marked teeth on the ring gear, check the backlash
with a dial indicator as shown in Figure 6. Lock the pinion shaft
against rotation. The amount of movement of the fan shaft, mea-
sured at a distance equal to the outside radius of the ring gear
is the backlash. The backlash on the 6.50/1 gear set should be
between .013 and .018" (.33 and .46mm). The backlash on all
other ratios should be between .010 and .015" (.25 and .38mm).
With the "X" teeth engaged, the backlash should be approximately
in the middle of the allowable range. Check the backlash at three
other points around the ring gear to be sure the backlash is within
the specified limits. Adjust ring gear axially by removing or adding
shims (420) at bottom bearing retainer.
Note—To maintain bearing adjustment corresponding shim (420)
adjustment must be made at the bearing retainer.
Example: Removing .003" shims at the bottom bearing retainer
requires the addition of .003" shims at the top bearing retainer to
maintain correct bearing adjustment.
Recheck the backlash to make sure it is within the proper limits.
With gears adjusted to the proper backlash, blue (Prussian blue in
oil) the pinion teeth. By using a long handled brush or swab, the
pinion teeth can be reached through the inspection opening. Drive
the pinion by turning the fan shaft in both directions for several
revolutions. Observe the markings on both gears on both sides of
the teeth. Compare the markings with the contact pattern shown
in Figure 7.
If contact pattern is incorrect, adjust the pinion position with shims
between the pinion cage cap and Geareducer case.
When tooth contact is correct, recheck backlash. If necessary,
adjust ring gear to obtain proper backlash and recheck contact
pattern. Proper contact is more important of the two. On a used set
of gears, it may be necessary to set the gears with slightly greater
backlash in order to obtain proper tooth contact. Should a condi-
tion be encountered where correct contact cannot be obtained,
contact your local Marley sales representative for information on
factory repair service.
Final Assembly
1. Remove bottom bearing retainer cap and install the O-ring
(503). Reinstall the bottom bearing retainer cap and tighten
the cap screws to 25 ft·lbƒ(34 N·m).
2. For "S" Models Only:Installwear sleeve (521)on waterslinger.
3. Install O-ring (502) in water slinger.
4. Install water slinger on fan shaft (8).
5. Replace air vent and all pipe plugs.
6. Fill with lubricant selected from Table I.
COLLAR
SET SCREW
TOP VIEW
OF INDICATOR
POINT OF MEASUREMENT
OUTSIDE RADIUS OF GEAR
DIAL INDICATOR
Figure 6 Gear Backlash Measurement
field repair

Figure 7 Tooth Contact Pattern—Correct and Incorrect
DIRECTION OF ROTATION
RING GEAR
ORIGINAL
PATTERN
AFTER
BREAK IN
**
*
*
CONVEX SIDE
ENTERING
CONCAVE SIDE
LEAVING
CONCAVE SIDE
CONVEX SIDE
OUT-OF POSITION CONTACT
Cause: Pinion too close to
gear center.
Remedy: Move pinion out.
OUT-OF POSITION CONTACT
Cause: Pinion too far from
gear center.
Remedy: Move pinion in.
Correct Pinion and Ring Gear Tooth Contact Patterns Incorrect Ring Gear Tooth Contact Patterns
Z0490769_C (M99-1260E) | ISSUED 06/2022
COPYRIGHT © 2022 SPX TECHNOLOGIES
In the interest of technological progress, all products are subject to design
and/or material change without notice.
Geareducer
USER MANUAL
SPX COOLING TECH, LLC
7401 WEST 129 STREET
OVERLAND PARK, KS 66213 USA
spxcooling.com
This manual suits for next models
3
Table of contents
Other SPX Cooling Technologies Industrial Equipment manuals

Popular Industrial Equipment manuals by other brands

CHIEF
CHIEF MI300i Complete manual

INOXPA
INOXPA ASPIR EX Installation, service and maintenance instructions

Bosch
Bosch rexroth COIL D36 Technical user's manual

Oxford Instruments
Oxford Instruments NanoScience Optistat CF Operation manual

Xylem
Xylem McDonnell & Miller PSE-800-M Application, Installation, Operation, and Maintenance Manual

Casadei
Casadei K 320 Instruction and maintenance manual











