ABM-28
ABM-28 Operator’s Manual
7
2. SAFETY PRECAUTIONS
1. Before beginning, read this Operator’s Manual and complete proper occupational
safety and health training.
2. Use the machine only in applications specified in this Operator’s Manual.
3. The machine must be complete and all parts must be genuine and fully operational.
4. The specifications of the power source must conform to those specified on the rating
plate.
5. The machine must be plugged into a properly grounded power source.
6. Never pull the cords as this may damage them and result in electric shock.
7. Untrained bystanders must not be present near the machine.
8. Before beginning, ensure the correct condition of the machine, power source, power
cord, plug, control components, milling head, and cutting inserts.
9. Make sure that protective screws are present at the both ends of the guide.
10. Keep the machine dry. Exposure to rain, snow, or frost is prohibited.
11. Keep the work area well lit, clean, and free of obstacles.
12. Never use machine near flammable liquids or gases, or in explosive environments.
13. Use only tools specified in this Operator’s Manual.
14. Never use cutting inserts that are dull or damaged.
15. Install the cutting inserts and milling head securely. Remove adjusting keys and
wrenches from the work area before connecting the cord to the power source.
16. If the cutting edge of an insert is worn, rotate the insert in the socket by 90° or, if all
the edges are worn, replace with a new insert specified in this Operator’s Manual.
17. Before every use, inspect the machine to ensure it is not damaged. Check whether
any part is cracked or improperly fitted. Make sure to maintain proper conditions
that may affect the operation of the machine.
18. Always use safety goggles, hearing protection, protective shoes, and protective
clothing during operation. Do not wear loose clothing.
19. Do not touch moving parts or chips formed during milling. Prevent objects from
being caught in moving parts.
20. After every use, remove chips from the machine, especially from the milling head.
Do not remove chips with bare hands. Clean the machine with a cotton cloth
without using any agents.
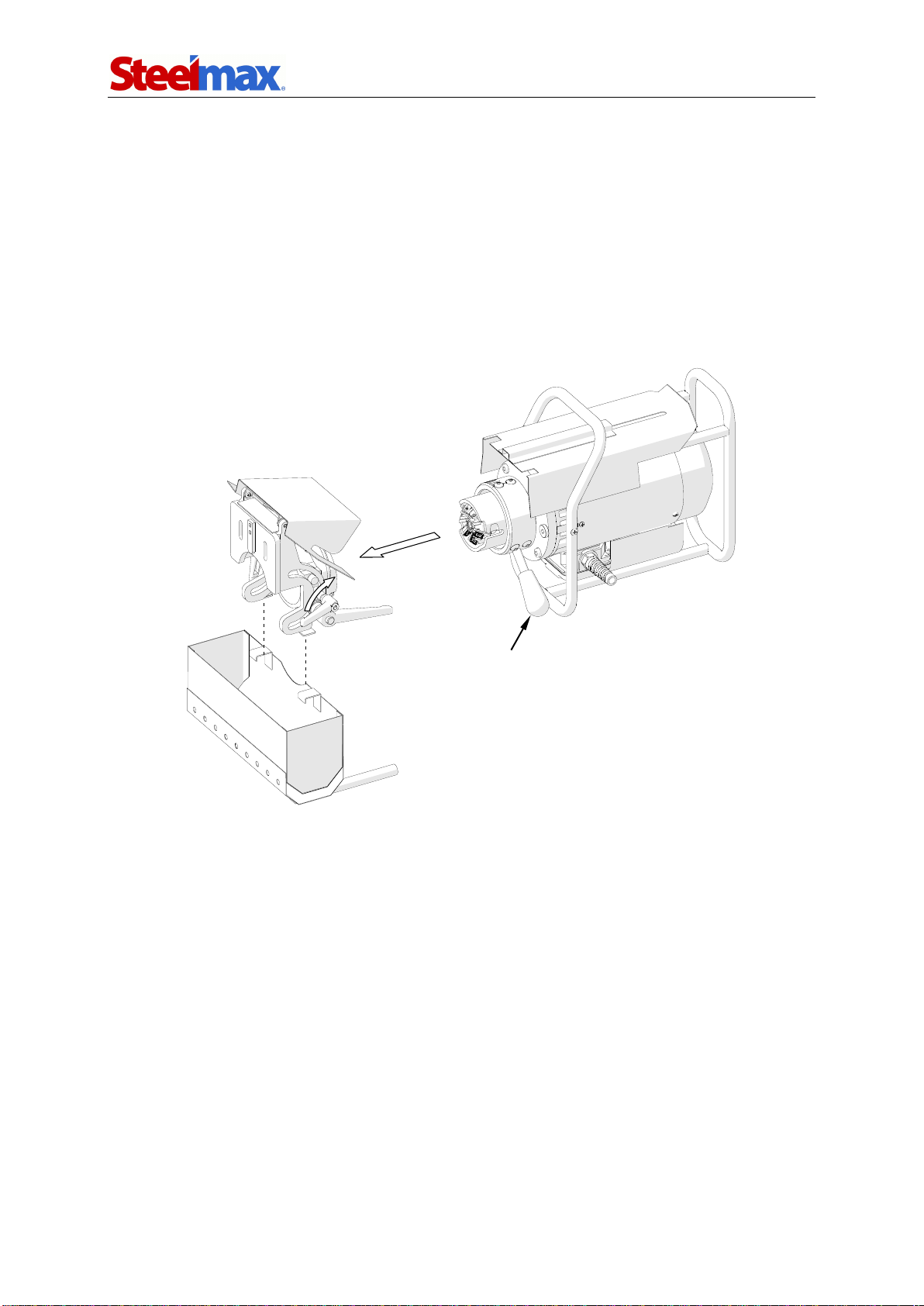
21. Carry the chip container using the handles.