4
Introduction
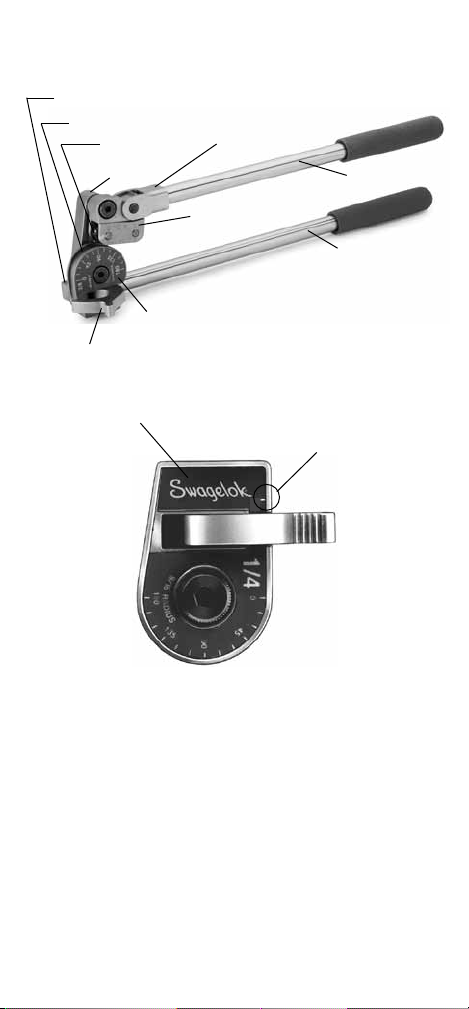
Swagelok®hand tube benders provide consistent,
high‑quality bends in tubing made from most materials
used with Swagelok tube ttings.
Read this manual before using the hand tube bender.
Tubing Data
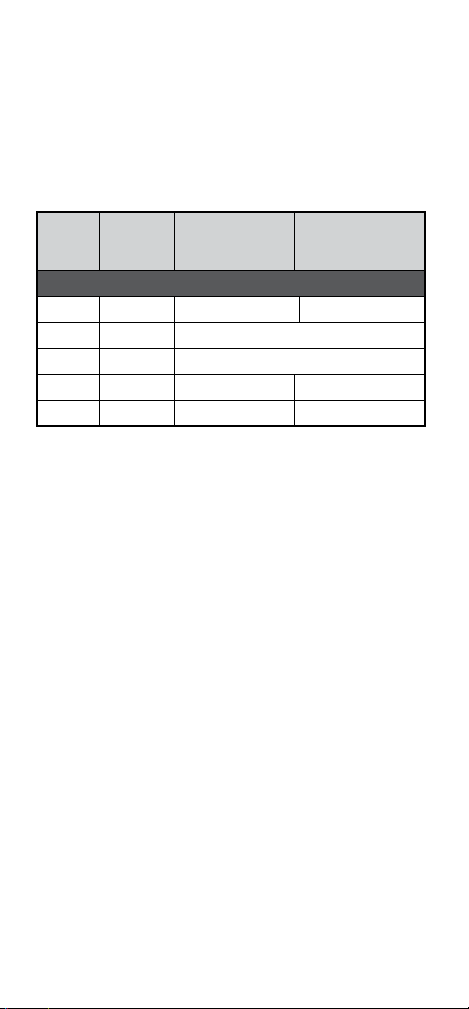
■ The Swagelok hand tube bender bends 1/8,
1/4, 5/16, 3/8, and 1/2 in., and 3, 6, 8, 10, and 12
mm outside diameter tubing in a variety of wall
thicknesses.
■ Tubing should be free of scratches and suitable for
bending.
Suggested Tubing Ordering Information
Fractional Tubing
High‑quality, soft‑annealed, seamless carbon steel
hydraulic tubing ASTM A179 or equivalent. Hardness
72 HRB (130 HV) or less.
Fully annealed, high‑quality (Type 304, 316 etc.)
(seamless or welded and drawn) stainless steel
hydraulic tubing ASTM A269 or A213, or equivalent.
Hardness 90 HRB (200 HV or less).
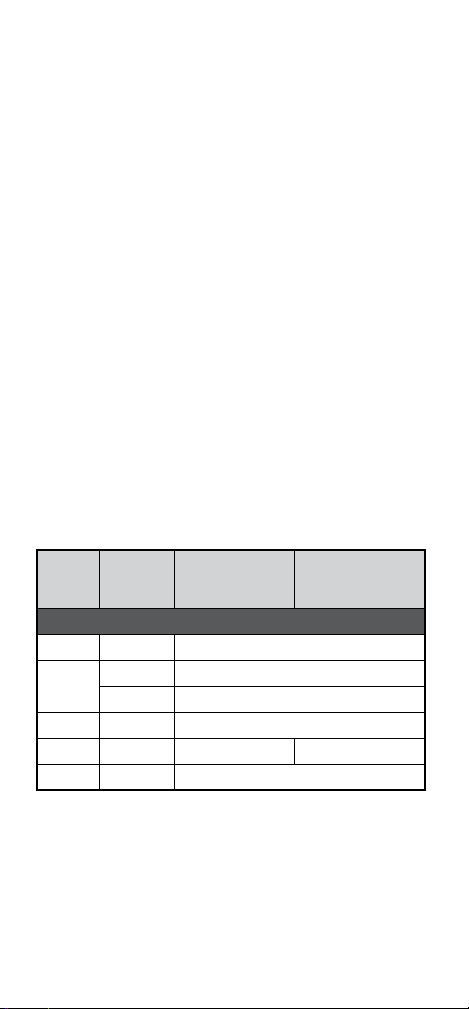
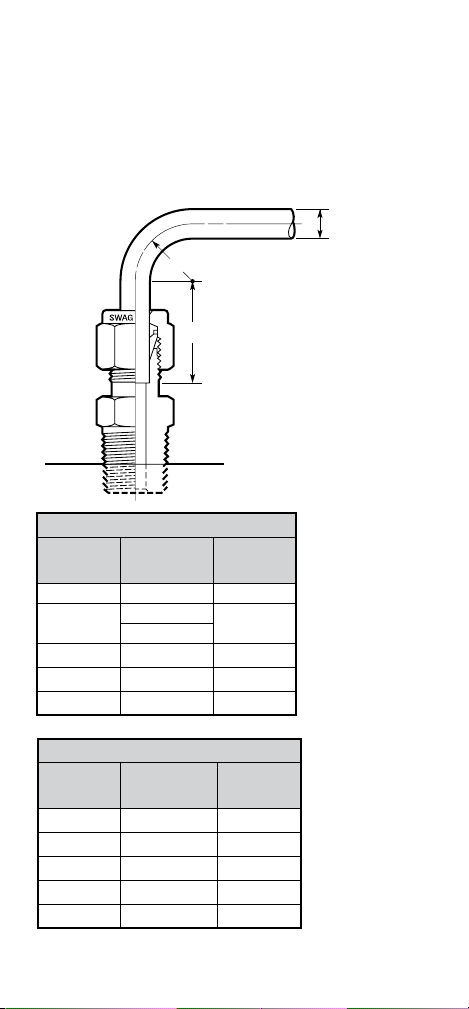
Tube
OD
Approx
Bend
Radius
Carbon Steel
Wall Thickness
Min/Max
Stainless Steel
Wall Thickness
Min/Max
Dimensions, in.
1/8 9/16 0.028/0.035
1/4 9/16 0.028/0.065
3/4 0.028/0.065
5/16 15/16 0.035/0.065
3/8 15/16 0.035/0.065 0.035/0.083
1/2 1 1/2 0.035/0.083