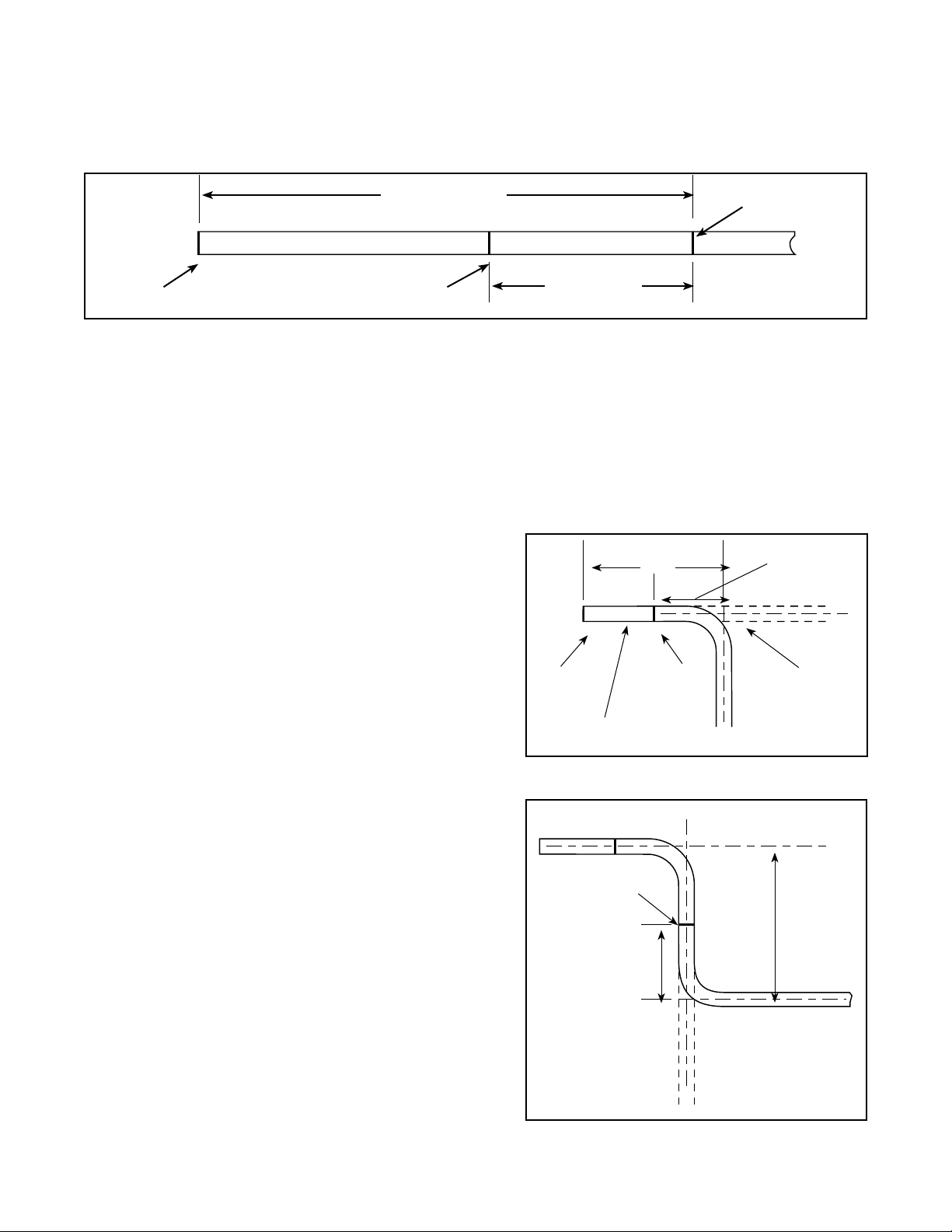
Multiple 90° Bends
The Premeasure Method
1. Follow Steps 1 to 3 for a Single 90° Bend. (See page 8.)
2. From the reference mark at the end of the tubing, measure the desired length for the second bend and make a
measurement mark.
3. Subtract the bend deduction distance (see Table 2) and the adjustment factor (see Table 3) from the second
measurement mark, and make the second bend mark.
– 9 –
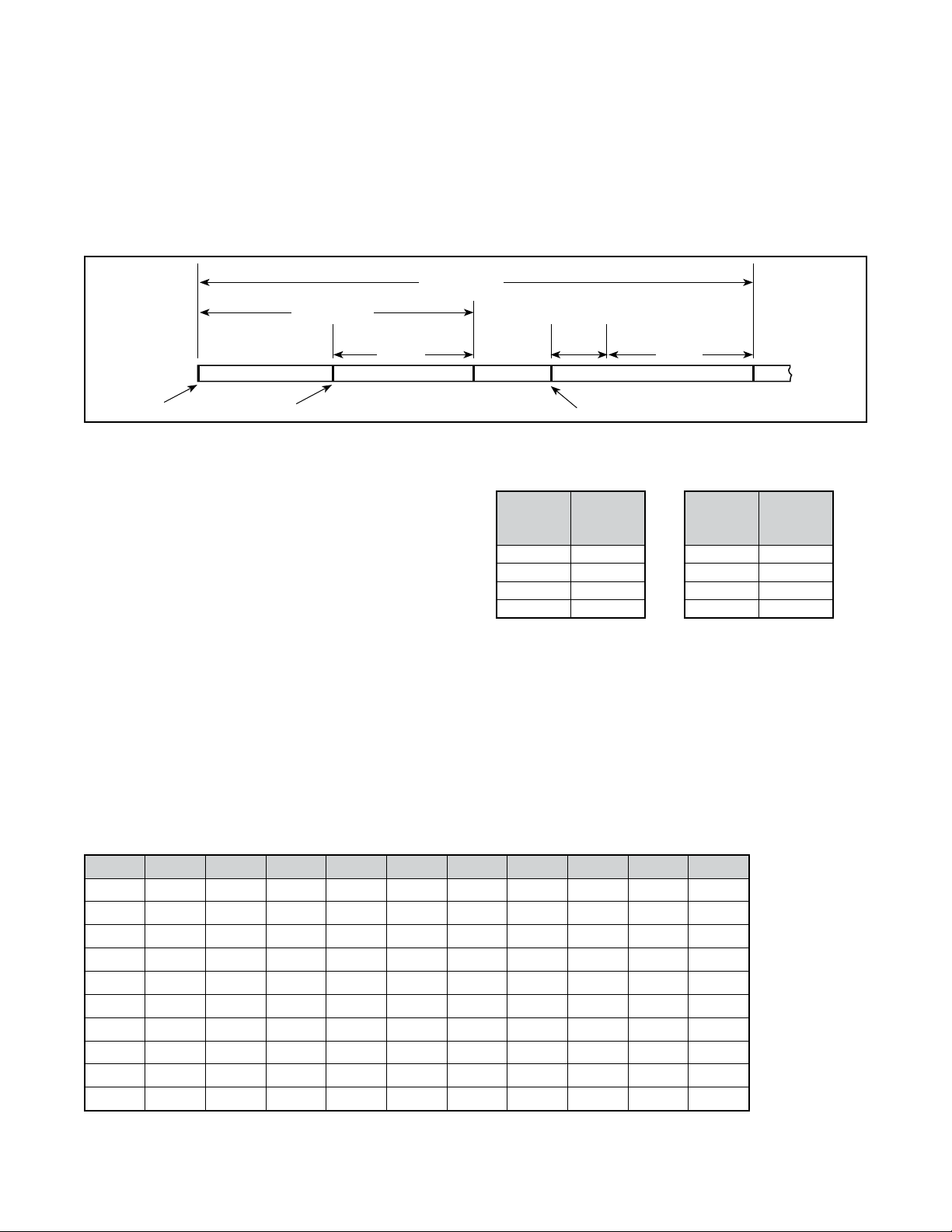
First Measurement
Length 18 in.
Bend Deduction Distance
9-7/8 in.
Gain
Adjustment
Factor
2 9/16 in.
Reference
Mark
Bend
Mark
Bend
Mark
Second Measurement
Length 36 in.
Bend Deduction
Distance
9-7/8 in.
Illustration 4 – Multiple 90° Bends
EXAMPLE: Using 1 1/2 in. OD tubing, make two 90° bends
with a measured length distance of 18-in. between bend
marks. (See Illustration 4.)
1. From the reference mark at the end of the tubing,
measure 18 in. and make a measurement mark.
2. The bend deduction distance for 1 1/2 in. OD tubing in
Table 2 is 9-7/8 in.
3. 18 in. – 9-7/8 in. = 8-1/8 in. Make the first bend mark
at 8-1/8 in.
4. Add the first and second measurement lengths. 18 in. +
18 in. = 36 in.
5. From the reference mark at the end of the tubing,
measure 36 in. and make a second measurement mark.
6. The bend deduction distance for 1 1/2 in. OD tubing is
9-7/8 in., and the adjustment factor for a 90° bend in
Table 3 is 2-9/16 in.
Table 2 – Bend Deduction Distance
Table 3 – Gain Factors for 0 to 90° Bends
Example:Thegainfactorfora90°bendis0.4292.
To calculate the gain for 90° bend multiply the gain factor times the bend radius.
Example:0.429236in.=2.58,orabout2-9/16in.gain
7. 36 in. – 9-7/8 in. – 2-9/16 in. = 23-9/16 in.
8. From the reference mark at the end of the tubing,
measure 23-9/16 in. and make a second bend mark.
9. Bend tubing.
Note: Follow the above steps when using metric
measurements.
Tube
OD
in.
Bend
Deduction
in.
1 6-1/2
1 1/4 8-3/16
1 1/2 9-7/8
2 12-5/8
Tube
OD
mm
Bend
Deduction
mm
25 177
32 213
38 247
50 318
0° 1° 2° 3° 4° 5° 6° 7° 8° 9°
0° 0.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.0001 0.0001 0.0003 0.0003
10° 0005 0006 0.0008 0.0010 0.0013 0.0015 0.0018 0.0022 0.0026 0.0031
20° 0.0036 0.0042 0.0048 0.0055 0.0062 0.0071 0.0079 0.0090 0.0100 0.0111
30° 0.0126 0.0136 0.0150 0.0165 0.0181 0.0197 0.0215 0.0234 0.0254 0.0276
40° 0.0298 0.0322 0.0347 0.0373 0.0400 0.0430 0.0461 0.0493 0.0527 0.0562
50° 0.0600 0.0637 0.0679 0.0721 0.0766 0.0812 0.0860 0.0911 0.0963 0.1018
60° 0.1075 0.1134 0.1196 0.1260 0.1327 0.1397 0.1469 0.1544 0.1622 0.1703
70° 0.1787 0.1874 0.1964 0.2058 0.2156 0.2257 0.2361 0.2470 0.2582 0.2699
80° 0.2819 0.2944 0.3074 0.3208 0.3347 0.3491 0.3640 0.3795 0.3955 0.4121
90° 0.4292—————————