3. To adjust the looper so that the timing checks out as noted in paragraph 2,
it may be rotated within its clamp by a limited amount. This adjustment
should be made with the looper clamp screw (item
"A"
in Figure 6) loosened,
and the looper bottomed against its shoulder. Do
not
move the looper in or
out, and do
not
attempt
to force the looper
to
turn beyond the limited
amount
of
travel
available.
4.
If
the adjustment described in paragraph 3 is insufficient to provide
the
correct
timing, it willbe necessary to turn the looper rod (item
"E"
in Figure6) itself.
Thismay be accomplishedby looseningwith looper rod clamp screw (item
"C"
in Figure6). The rod is then free to turn in the looper rod fork (item
"D"
in
Figure 6). It will normally be necessary to make only a very small adjustment
in order to get the looper into the correct rotational position for proper timing.
If, for any reason,
the
rod has been removed
or
the
basic setting
of
the
looper
rod
has
been
disturbed
by
alarge
amount,
it
may
be
reset
by
noting
that
the
distance from
the
center
of
the
looper
rod
fork
pin (item
"F"
in Figure 6)
to
the rear face of the looper rod ball (item
"G"
in Figure 6) is normally 4 & 3/32
inches (104mm) (refer to Figure 6). If the rod is set to this dimension then only
minor
adjustment
will be required
to
bring
the
looper
into
the
correct
timing
position. Note
that
this dimension is merely a guide
to
assist in setting a rod and
variations
may
be
expected
from
machine
to
machine.
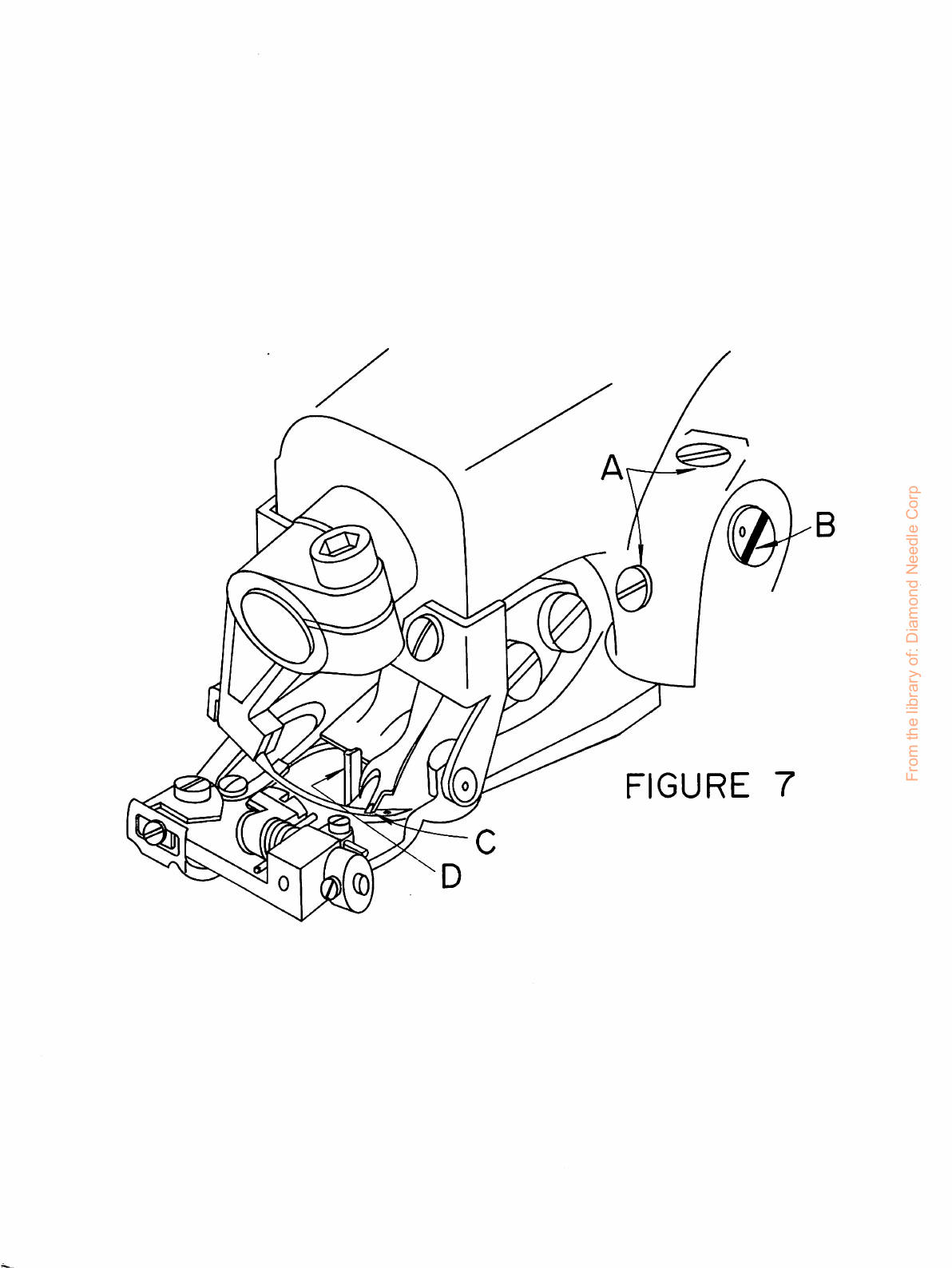
5. If, after completing the above adjustments, it is found
that
the looper is either
too
low or
too
high, it will be necessary
to
adjust
the
eccentric stud. First loosen
the
two
set
screws (item
"A"
in Figure 7). Place a wide blade screwdriver in
the
slot
of
the
eccentric
stud
(item
"B"
in Figure 7) and, using a slight turning
motion,
raise or lower the
looper
as required. Once
the
proper
height is established, check
to see whether the looper must be moved to the left or
to
the right prior to retight-
ening the eccentric block set screws. If such a movement is required, it may be ob
tained by lightly tapping the eccentric block in the correct direction with the
handle
of
a
screwdriver.
From the library of: Diamond Needle Corp