Vytran LLC: PTR-200-PRL Polyimide Recoater Operator’s Manual Version 1.2 iii
Table of Contents
1Introduction............................................................................................................................................ 1
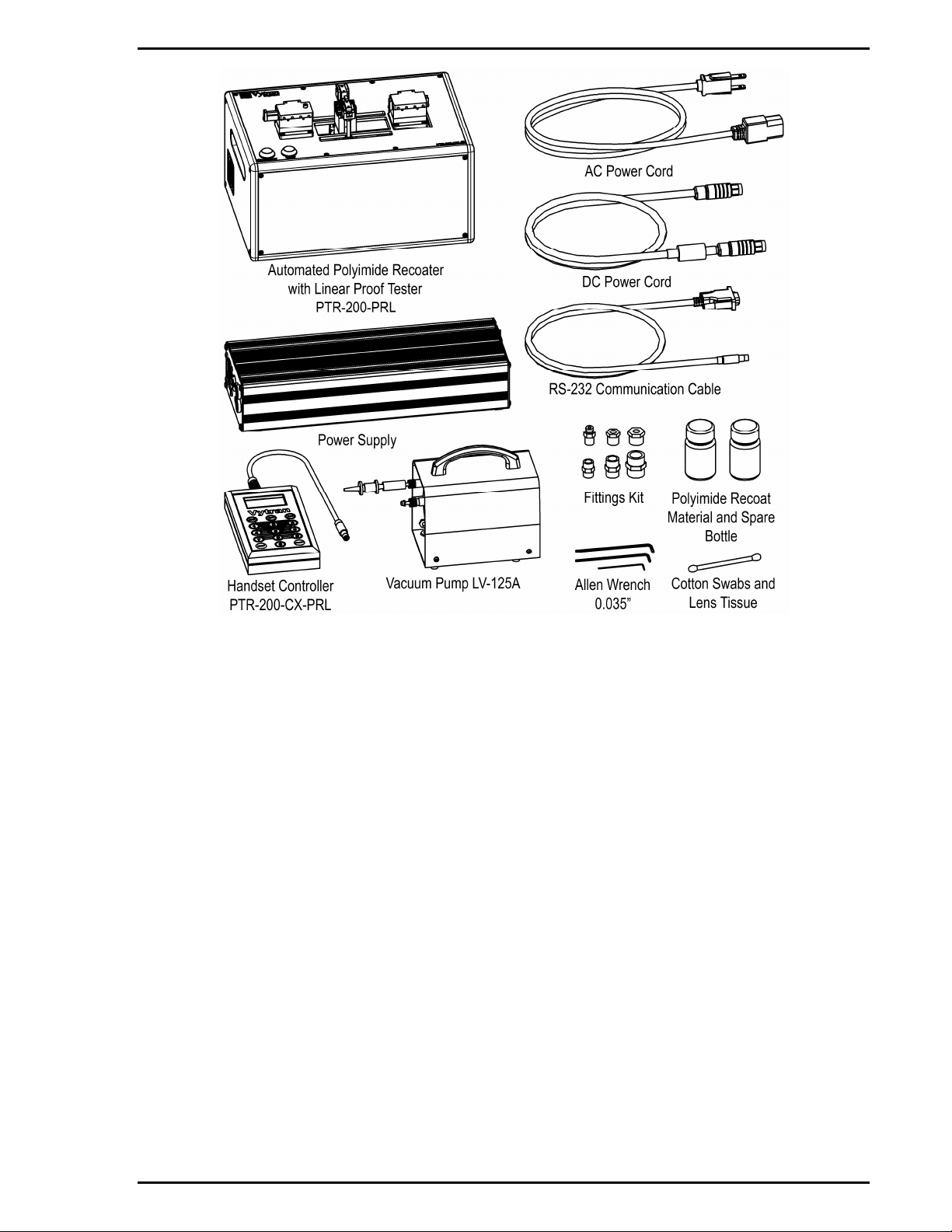
1.1 Parts Checklist............................................................................................................................... 1
1.2 Powering Up................................................................................................................................... 2
1.3 Shutting Down................................................................................................................................ 2
2Controlling the PTR-200-PRL................................................................................................................ 3
2.1 Main Menu ..................................................................................................................................... 3
2.2 Configuration Menus...................................................................................................................... 3
2.2.1 Inject........................................................................................................................................ 3
2.2.2 Undercoat ............................................................................................................................... 3
2.2.3 Overcoat ................................................................................................................................. 4
2.2.4 Recoat Length......................................................................................................................... 5
2.2.5 Proof Test ............................................................................................................................... 5
2.3 Options Menu................................................................................................................................. 6
2.4 Parameter Limits............................................................................................................................ 7
2.5 Configuration Menu Flow Chart..................................................................................................... 8
2.6 Options Menu Flowchart.............................................................................................................. 12
2.7 Abort Flowchart............................................................................................................................ 14
3Recoat Injection System...................................................................................................................... 15
3.1 Priming the Injection System ....................................................................................................... 15
3.2 Cleaning the Die........................................................................................................................... 17
4Recoat and Proof Test Process .......................................................................................................... 19
4.1 The Polyimide Recoat Process.................................................................................................... 19
4.2 The Fiber Holding Blocks, V-Grooves, and Inserts...................................................................... 19
4.3 Stripped Fiber Requirements....................................................................................................... 19
4.4 Loading......................................................................................................................................... 20
4.5 Recoating..................................................................................................................................... 21
4.6 Proof Testing................................................................................................................................ 21
4.7 Unloading..................................................................................................................................... 22
5Maintenance........................................................................................................................................ 23
5.1 Planned Maintenance .................................................................................................................. 23
5.2 Inspecting the Fiber Holding Blocks............................................................................................. 23
5.3 Inspecting and Cleaning the Die.................................................................................................. 23
5.4 Load Cell Calibration.................................................................................................................... 24
5.5 Flush Recoat System................................................................................................................... 24
5.6 Purge Recoat System.................................................................................................................. 24
5.7 Replacing Recoat Material........................................................................................................... 25
5.8 Replacing a Heater ...................................................................................................................... 25
5.9 Changing the Fiber Holding Block V-Grooves............................................................................. 25
5.10 Replacing the Die..................................................................................................................... 26
Appendix A: MSDS PI2525 ........................................................................................................................ 27
Appendix B: MSDS NMP............................................................................................................................ 35
Appendix C: Pyralin Product Information ................................................................................................... 43