the uneven ground
Avoid being electric shocked or burnt
Never touch on hot electrical units.
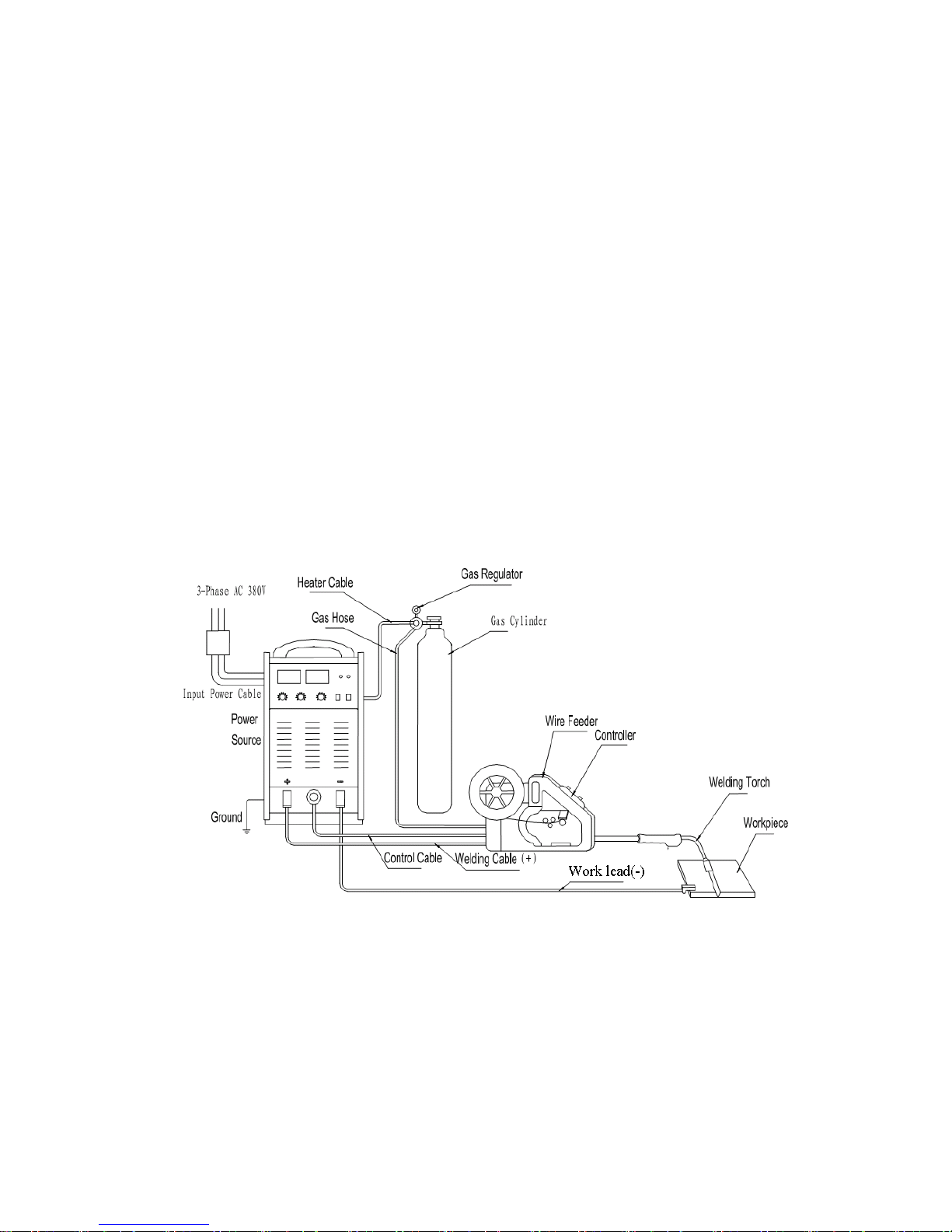
Please instruct the authorized electrician to ground the welder
frame by using proper-sized copper wire.
Please instruct the authorized electrician to connect the welder to
power supply by using proper-sized, well-insulated copper wire.
When operating in the damp, space limited area, must ensure
well-insulated between body and work piece
When operating in the high-rising location, must ensure safety by
using safe net.
Please power off the machine while no longer welding.
Avoid breathing in hazardous welding fume or gas
Please use specified ventilation to prevent being gas poisoned and
asphyxiated.
Especially in the container where oxygen is depleted easily.
Avoid being harmed by arc flash, hot spatter, slag
Arc rays can injure your eyes and make your eyes feel
uncomfortable. Hot spatter and slag can burn your skin.
Please wear proper welding helmet, leather gloves, long- sleeved
suit, hat, apron and boots before welding.
Preventing from fire, explosion, container break accidents
Don’t put flammable material in the working area. Hot spatter and
hot weld can easily start a fire.
Cable must be connected the work piece firmly to ensure good
conductivity in case causing fire by resistance heat.
Don’t weld in the flammable gas or weld container which contains
flammable material, otherwise it can cause explode.
Don’t weld encapsulated container, otherwise it can break.
Ensure a fire extinguisher at hand in case a fire breaks out.