For Service Engineer
Service Information
SI1604009E-002= S20, S10, M20, M10 and D10 installation procedures
2/34
Table of contents
1. Machine installation requirements..................................................................................................3
2. Confirmations before shipping........................................................................................................4
3. Carry in machines & equipment and level the machine................................................................5
3.1 Confirmations before carrying-in......................................................................................................5
3.2 Unload the machines and equipment...............................................................................................5
3.3 Carry in machines and equipment ...................................................................................................6
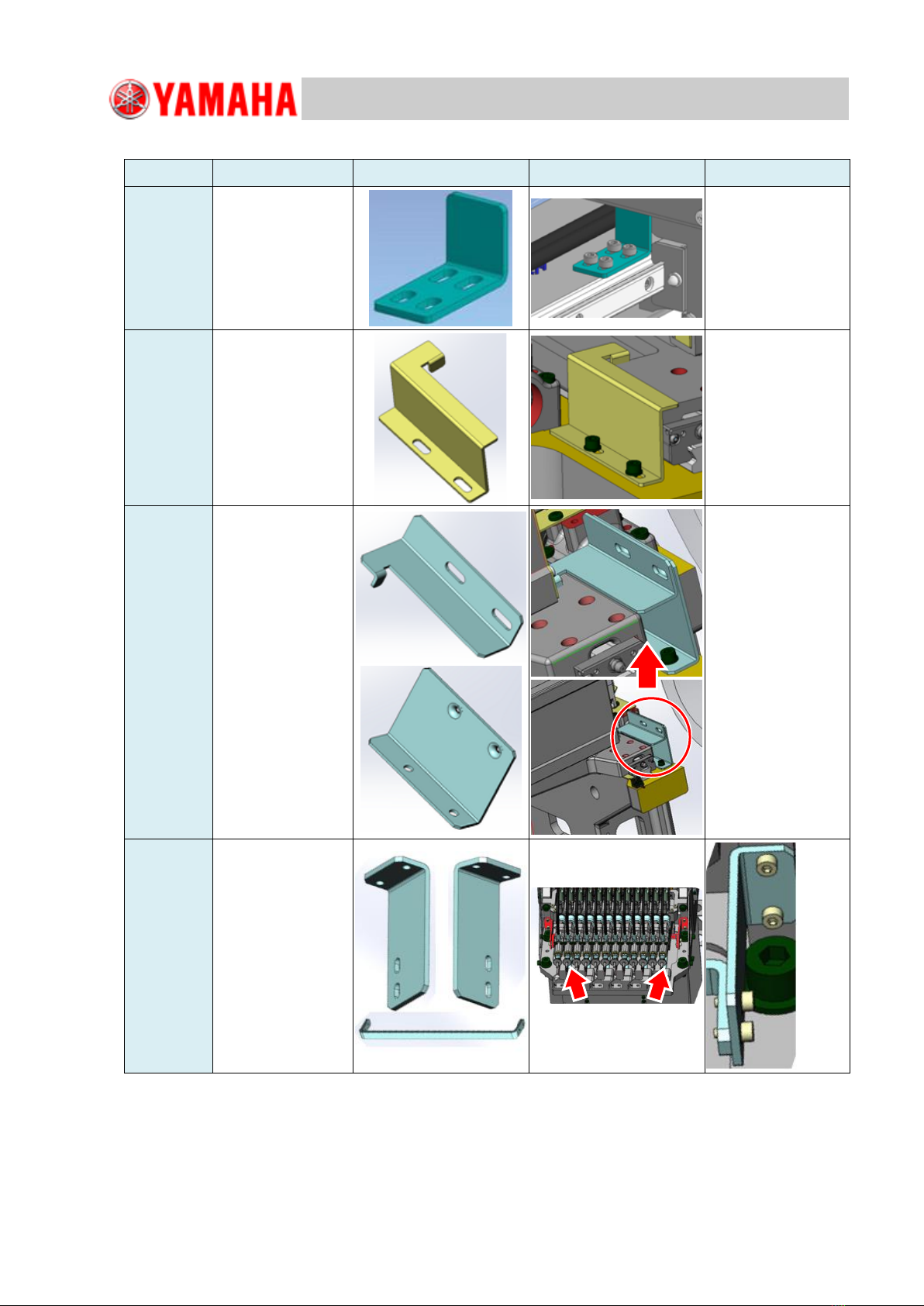
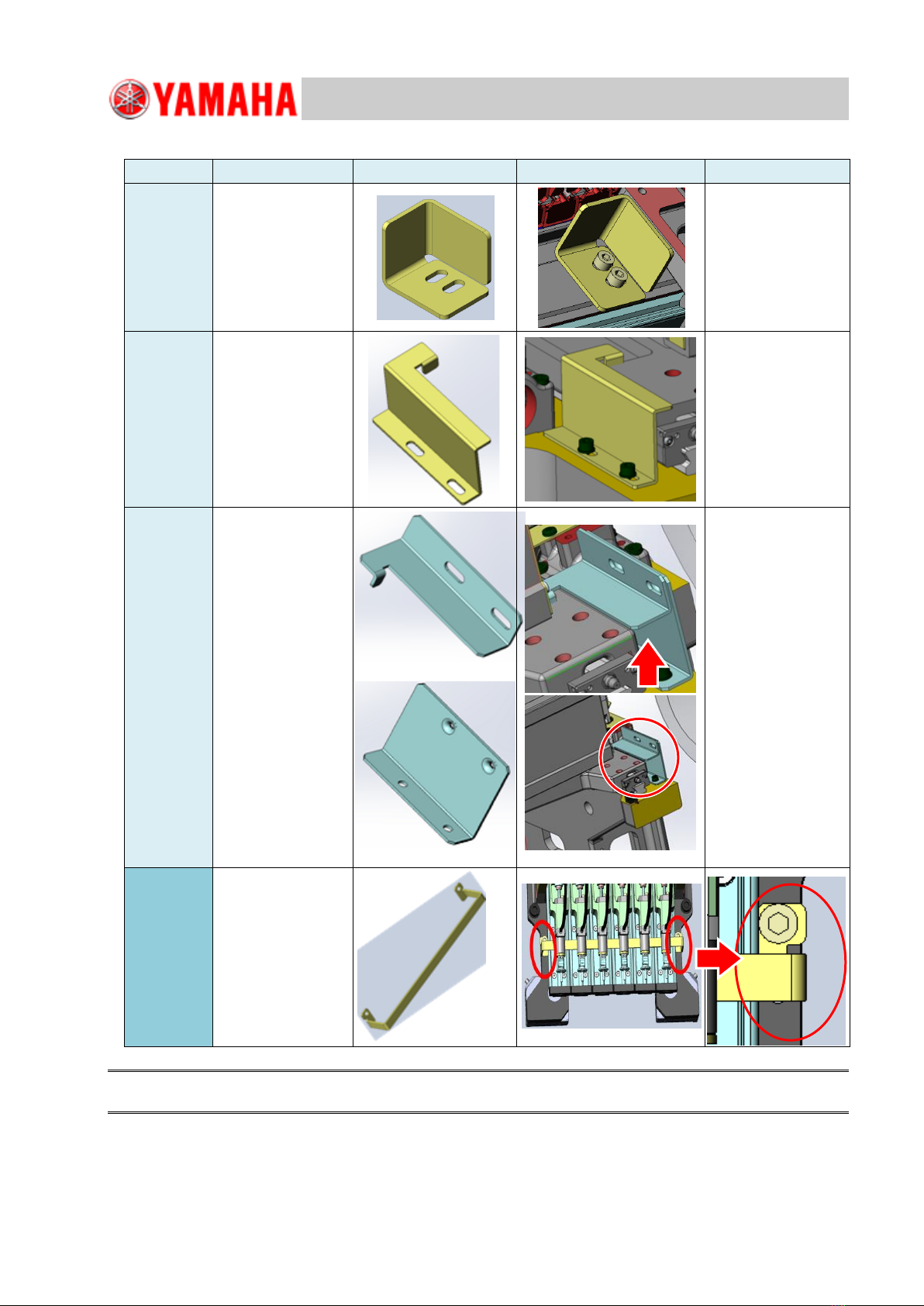
3.4 Remove the shipping brackets.........................................................................................................6
3.5 Preparation before marking............................................................................................................11
3.6 Install the machines temporarily.....................................................................................................12
3.7 Level the machine..........................................................................................................................13
3.7.1 Coarse adjustment..................................................................................................................13
3.7.2 Jack and sliding paper............................................................................................................14
3.7.3 Jack setting positions of the machine.....................................................................................14
3.7.4 Place a jack ............................................................................................................................16
3.7.5 Position the machine ..............................................................................................................17
3.8 Correction and adjustment of levelness.........................................................................................18
3.8.1 Check the X-beam torsion......................................................................................................18
3.8.2 Case if the torsion is large......................................................................................................19
3.9 Lock adjuster bolts and support legs..............................................................................................20
4. Setup after installing the machine.................................................................................................22
4.1 Install accessories..........................................................................................................................22
4.2 Install the LCD monitor and the balancer.......................................................................................22
4.2.1 Previous LCD monitor.............................................................................................................22
4.2.2 Current LCD monitor...............................................................................................................23
4.3 Air and power connection...............................................................................................................24
4.3.1 Connect the air and power to the machine.............................................................................24
4.3.2 Check and adjust the air pressure..........................................................................................25
4.4 Confirm the PCB transfer...............................................................................................................26
5. Reference.........................................................................................................................................27
5.1 Unload the machine by suspending...............................................................................................27
5.2 The effects caused by the slanted floor ............................................................................................28
5.2.1 The material and the load capacity of the floor ......................................................................29
5.3 Condensation on the machine ..........................................................................................................30
5.3.1 The formation process of condensation on the machine..............................................................30
5.3.2 How to prevent condensation from forming on the machine ........................................................32
5.3.3 When condensation occurs...........................................................................................................32
6. Revision history ..............................................................................................................................34